一种6061-T6材质铝合金圆管构件的热冲压成型工艺
本发明属于建筑铝合金空间网格结构的构件生产加工,特别是涉及一种6061-t6材质铝合金圆管构件的热冲压成型工艺。
背景技术:
1、由于铝合金材料具有比强度高、耐腐蚀性好与便于加工和回收等优点,目前国内外已建成众多铝合金空间网格结构。铝合金榫卯-毂式节点是一种典型的装配式空间结构节点,该节点制作简单、安装方便、综合成本较低,在铝合金空间网格结构中具有广泛应用前景。该节点杆件嵌入件由铝合金圆管构件直接冲压形成,在现场安装时只需将预制加工成的杆件直接插入节点中心区域的毂体即可。
2、目前我国的铝合金网格结构用材主要以6061-t6铝合金为主,而其塑性较差,导致铝合金构件如铝合金榫卯-毂式节点的杆件在生产加工过程中易发生开裂,导致构件承载力下降,无法达到使用要求。
技术实现思路
1、有鉴于此,为了解决现有生产加工过程中,由于6061-t6铝合金材料塑性较差导致所需构件无法顺利成型的问题,提出了一种6061-t6材质铝合金圆管构件的热冲压成型工艺。本发明提出的一种6061-t6材质铝合金圆管构件的热冲压成型工艺,主要适用于建筑榫卯-毂式连接铝合金空间网格结构中6061-t6材质构件的加工成型,其他形式铝合金构件的加工生产也可参考,具有良好的通用性,既可以使构件强度得到保证,又避免了加工生产过程中构件出现开裂。
2、为实现上述目的,本发明采用以下技术方案:一种6061-t6材质铝合金圆管构件的热冲压成型工艺,具体包括以下步骤:
3、(1)设计加工两套冲压模具,包括第一次冲压的初步楔形冲压模具与第二次冲压的细部齿形冲压模具;
4、(2)对铝合金构件进行第一次热处理:400~600℃固溶处理2~3h,提升材料塑性,以利于冲压加工。
5、(3)利用压力机与初步冲压模具将第一次热处理后的构件端部压扁至闭合,形成构件端部楔形压扁段;
6、(4)利用压力机与细部齿形冲压模具将构件端部压扁段压出所需细部凹凸齿形状;
7、(5)对两次冲压后得到的成型构件进行第二次热处理:400~600℃固溶处理1~2h和100~200℃时效处理6~9h,恢复材料强度达到铝合金牌号对应的名义屈服强度,得到可用于建筑结构中可直接安装、受力的成型构件。
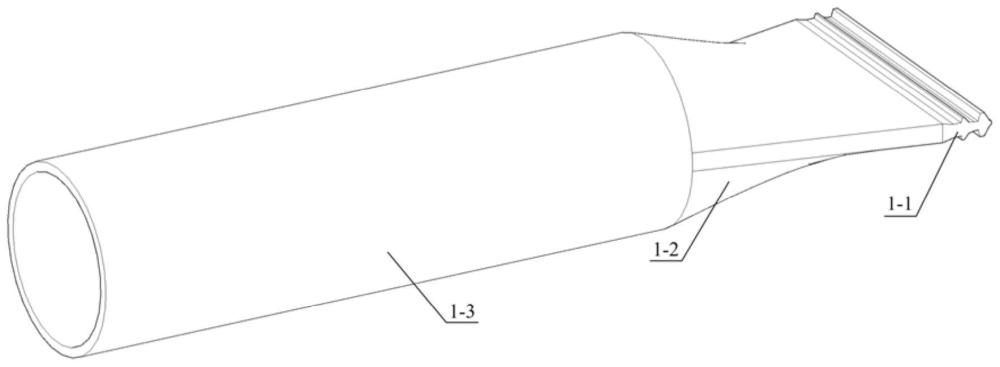
8、更进一步地,所述成型构件包括杆端嵌入件、楔形渐变段和圆管段,由铝合金圆管冲压一体成型。
9、更进一步地,所述两套冲压模具在四周设置定位螺栓孔与冲压限位孔以配合压力机使用,细部齿形冲压模具依据杆端嵌入件详细规格设计。
10、与现有技术相比,本发明所述的一种6061-t6材质铝合金圆管构件的热冲压成型工艺的有益效果是:
11、(1)本发明所述的一种6061-t6材质铝合金圆管构件的热冲压成型工艺对6061-t6材质铝合金构件进行两次热处理,第一次热处理以降低材料强度为代价提升材料的塑性,避免了构件在大幅变形过程中开裂、起皮等问题,第二次热处理旨在恢复构件在第一次热处理中损失掉的强度,避免了构件整体强度的降低。
12、(2)本发明所述的一种6061-t6材质铝合金圆管构件的热冲压成型工艺对6061-t6材质铝合金构件进行两次冲压,提高了冲压精细化质量,并可以通过调整细部冲压模具规格以适应不同构件的加工,提高了工艺通用性。
技术特征:
1.一种6061-t6材质铝合金圆管构件的热冲压成型工艺,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的6061-t6材质铝合金圆管构件的热冲压成型工艺,其特征在于:所述成型构件(1)包括杆端嵌入件(1-1)、渐变段(1-2)和圆管段(1-3),由铝合金圆管冲压一体成型。
3.根据权利要求2所述的6061-t6材质铝合金圆管构件的热冲压成型工艺,其特征在于:所述两套冲压模具在四周设置定位螺栓孔(2-3)与冲压限位孔(2-4)以配合压力机使用,细部齿形冲压模具(2-2)依据杆端嵌入件(1-1)详细规格设计。
技术总结
本发明公开了一种6061‑T6材质铝合金圆管构件的热冲压成型工艺,涉及建筑铝合金空间网格结构的构件生产加工技术领域,解决了现有生产加工过程中,由于6061‑T6铝合金材料塑性较差导致所需构件无法顺利成型的问题。本发明的成型工艺包括两次热处理和两次冲压,两次冲压在两次热处理之间进行,需提前加工出两套冲压模具,第一次热处理为固溶处理,第二次热处理为固溶+时效处理,第一次冲压将铝合金圆管构件端部压扁至闭合,第二次冲压对构件端部压扁段按使用要求进行加工。本发明主要适用于建筑榫卯‑毂式连接铝合金空间网格结构中6061‑T6材质构件的加工成型,通用性好,避免了构件在加工过程中出现开裂以及强度损失的问题。
技术研发人员:曹正罡,冯金星,胡潇,张逸澍
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!