一种汽车滑轨组件焊接设备及其焊接方法与流程
本发明涉及焊接设备,具体涉及一种汽车滑轨组件焊接设备及其焊接方法。
背景技术:
1、当前,汽车滑轨支架的焊接生产流程为:将马鞍支架放置在导轨上的槽内,实现马鞍支架与导轨组合后,再将其放在对应的加工支撑座上,之后启动焊接组件进行焊接,焊接后将汽车滑轨支架从加工支撑座上取下即可进行下一汽车滑轨支架的组合焊接。例如实用新型cn208374580u公开了汽车座椅滑轨焊接工装,包括底座、定位机构、压紧机构以及焊接机器人。
2、但是,当前技术存在明显的弊端:首先,由于马鞍支架与导轨组合、焊接和取出过程为分序进行,即在进行组合时焊接工作暂停,在焊接后需要先将汽车滑轨支架取下才能进行下一组合件的焊接工序。其次,其对导轨的上料和对汽车滑轨支架的下料过程难以实现同步过程。综上,整个加工工序的效率不高。
3、基于此,本发明设计了一种汽车滑轨组件焊接设备及其焊接方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种汽车滑轨组件焊接设备及其焊接方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种汽车滑轨组件焊接设备,包括焊接组件,还包括:
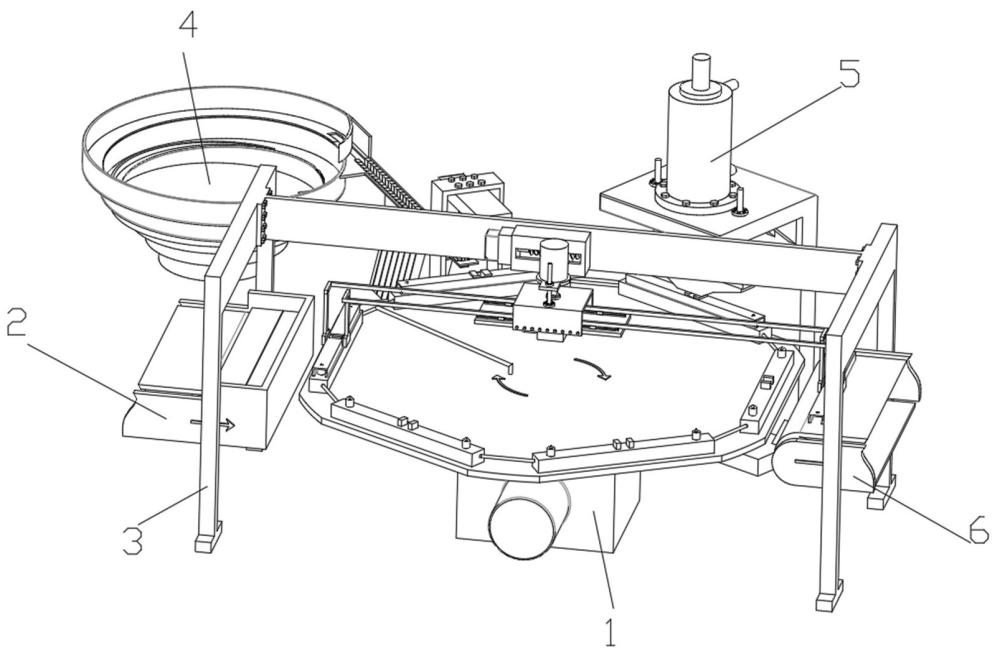
4、用于带动若干组下焊接电阻同步移动的多工位转动组件;
5、用于对导轨进行连续供料的导轨供料组件;
6、用于对马鞍支架进行筛选和连续供料的马鞍支架供料组件;
7、用于对焊接完成之后的汽车滑轨进行下料输出的出料传送带;
8、以及同步夹持组件;
9、所述同步夹持组件包括横支撑架、第一直线模组滑台、第二气缸、凸形夹板、横移动板、连接板、横固定板、c形板、齿圈、齿条和第三电机;横支撑架的上端中部固定连接有第一直线模组滑台,第一直线模组滑台的活动部与横移动板固定连接,横移动板上固定安装有第二气缸,第二气缸的驱动端与连接板固定连接,连接板的底部固定连接有横固定板,横固定板底部固定连接有第三电机,第三电机的输出端上固定安装有齿圈,两组齿条分别与齿圈啮合连接,两个齿条分别固定安装在c形板中部内壁上,两个c形板的开口相向,c形板的两端底部均固定连接有凸形夹板;c形板底部与横固定板限位滑动连接;前侧c形板左端的凸形夹板位于后侧c形板左端的凸形夹板的右侧;前侧c形板右端的凸形夹板位于后侧c形板右端的凸形夹板的右侧。
10、更进一步的,所述多工位转动组件包括减速机、转盘、导电滑环和垫杆;减速机顶部的输出端与转盘底部固定连接,转盘的顶部靠近边缘处等间距固定连接有多组下焊接电阻,下焊接电阻的顶部两端分别固定连接有配合滑轨支撑的垫杆,垫杆的顶部均固定连接有配合滑轨插接的定位柱;下焊接电阻的顶部靠近中间位置还固定连接有两个用于支撑马鞍支架和导电传输的凸块;减速机的输出端上固定安装有导电滑环,导电滑环与各下焊接电阻电连接。
11、更进一步的,所述转盘的形状为n边形,n大于六且为偶数;导轨供料组件一侧的导轨上料位置处的下焊接电阻与出料传送带一侧的汽车滑轨下料位置处的下焊接电阻对立设置。
12、更进一步的,所述导轨供料组件包括上料传送带、推板、导板、气缸安装板和第一气缸;上料传送带靠近出料端的一侧机架上固定连接有导板和气缸安装板,气缸安装板顶部固定连接有第一气缸,第一气缸的输出端与推板固定连接,导板位于上料传送带的传送皮带与推板之间。
13、更进一步的,所述推板的宽度等于导轨的宽度。
14、更进一步的,第一气缸处于收缩状态时,导板与推板顶部共面;第一气缸处于伸展状态时,推板的顶部高度高于上料传送带的机架顶部;由于推板的厚度明显大于导板,推板处于最高位置时其底部依旧低于导板的顶部高度。
15、更进一步的,所述马鞍支架供料组件包括震动盘、直孔、弧形分流板、直震、横导向板、固定支撑架、手指气缸、第三气缸和第二直线模组滑台;直震的顶部固定连接有横导向板,横导向板位于震动盘的出料端的一侧,震动盘的出料端和横导向板上开设有相连通的直孔,直孔远离震动盘的一端为封堵状态;震动盘的出料端固定连接有将非凸起向下的马鞍支架剔除并重新导入震动盘内部的弧形分流板;固定支撑架的顶部固定连接有第二直线模组滑台,第二直线模组滑台的活动部固定连接有第三气缸,第三气缸的驱动端固定连接有手指气缸,手指气缸位于直孔远离震动盘的一端上方。
16、更进一步的,所述焊接组件包括固定座、第二滑杆、液压缸、横活动板、上焊接电阻和;固定座的上端固定连接有液压缸,液压缸的输出端与横活动板固定连接,横活动板的底部固定连接有上焊接电阻,横活动板的顶部还固定连接有第二滑杆,第二滑杆与固定座的上端滑动连接。
17、更进一步的,所述c形板底部固定连接有若干组滑块,滑块滑动连接在导轨上,两个导轨分别固定连接在横固定板的上端前后侧;处于左侧的两个凸形夹板相靠近的一侧均固定连接有橡胶垫,处于右侧的两个凸形夹板相靠近的一侧均固定连接有橡胶垫;所述连接板的顶部固定连接有第一滑杆,第一滑杆与横移动板滑动连接。
18、一种汽车滑轨组件焊接设备的焊接方法,包括以下步骤:
19、步骤1:上料传送带的传送皮带将导轨移动至导板上,再移动至推板上,启动第一气缸带动推板向上移动,推板带动上部的导轨移动至高度高于上料传送带的机架顶部;
20、步骤2:第二气缸带动连接板向下移动,第三电机带动齿圈顺时针转动,齿圈带动齿条均在滑块与导轨的导向作用下平移,左侧的两个凸形夹板和右侧的两个凸形夹板均相向移动进行夹紧;左侧的两个凸形夹板对导轨供料组件上的导轨进行夹持取料,右侧的两个凸形夹板对汽车滑轨下料位置处的汽车滑轨进行夹持取料;第二气缸带动连接板向上移动;
21、第一直线模组滑台驱动横移动板平移,实现左侧的两个凸形夹板夹持的导轨移动至导轨上料位置上方,右侧的两个凸形夹板夹持的汽车滑轨移动至出料传送带上方,第二气缸带动连接板向下移动,第三电机带动齿圈逆时针转动,齿圈带动齿条均在滑块与导轨的导向作用下平移,左侧的两个凸形夹板和右侧的两个凸形夹板均相背移动进行释放;左侧的两个凸形夹板将导轨释放在导轨供料组件一侧的导轨上料位置,右侧的两个凸形夹板将汽车滑轨释放至出料传送带上;第二气缸带动连接板向上移动;第一直线模组滑台驱动横移动板反向平移复位,使得左侧的两个凸形夹板移动至推板的上方,右侧的两个凸形夹板移动至汽车滑轨下料位置处的下焊接电阻的上方;
22、步骤3:减速机带动转盘转动,转盘带动下焊接电阻移动,下焊接电阻移动至马鞍支架供料组件一侧的马鞍支架上料位置;通过震动盘将马鞍支架从出料端排出,在震动盘的直孔作用下,凸起部位朝下的马鞍支架,由于重力作用插入直孔中,实现位置自动调整;凸起部位不朝下的马鞍支架,若未插入直孔中,则通过弧形分流板的作用将其重新导入震动盘内;在直震的作用下,通过横导向板的直孔实现马鞍支架的移动,第三气缸驱动手指气缸向下移动,手指气缸对马鞍支架进行夹持,第三气缸驱动手指气缸向上移动,第二直线模组滑台驱动第三气缸水平移动至马鞍支架上料位置上方;第三气缸驱动手指气缸向下移动,手指气缸对马鞍支架进行释放实现安装在导轨上,第三气缸驱动手指气缸向上移动,第二直线模组滑台驱动第三气缸水平移动复位至横导向板的直孔上方;
23、步骤4:减速机带动转盘转动,转盘带动下焊接电阻移动,下焊接电阻移动至焊接组件一侧的焊接位置处;启动液压缸带动横活动板向下移动,横活动板在第二滑杆的导向作用下带动上焊接电阻向下移动,上焊接电阻向下移动至与焊接位置处下焊接电阻上的马鞍支架接触,进行焊接;
24、步骤5:减速机带动转盘转动,转盘带动下焊接电阻移动,下焊接电阻移动至出料传送带一侧的汽车滑轨下料位置处,通过同步夹持组件完成下料过程。
25、有益效果:本发明可实现对未准确插接在直孔中的马鞍支架的排除,以及将马鞍支架放置在导轨上实现自动组合,有利于提高加工效率;
26、本发明可实现多工位的同步处理过程,同时在工位处完成导轨上料、马鞍支架上料、焊接、汽车滑轨下料过程;同时从导轨供料组件上取导轨时,同步完成对出料传送带一侧的汽车滑轨下料位置处的汽车滑轨的夹持,将导轨释放在导轨供料组件一侧的导轨上料位置时,同步完成汽车滑轨释放至出料传送带上;有效提高了加工效率。
- 还没有人留言评论。精彩留言会获得点赞!