短脉冲激光海洋金属油管内壁微结构减阻的造型方法及装置与流程
本发明涉及一种油管制造,具体是一种短脉冲激光海洋金属油管内壁微结构减阻的造型方法及装置。
背景技术:
1、稠油是指在油层温度下脱气,原油粘度大于100mps·s,相对密度大于0.92的原油,在国外一般称为重油(包括沥青砂、软沥青),属非常规石油资源。稠油开采工艺的研究自稀油开采成功后就一直没有停止过,据有关专家估计稠油资源部常规原油资源高数倍至十余倍,具有替代石油能源的战略地位。原油在实际输送中,由于原油具有流动性差的特质,输油管线的集输速度受到极大的影响。
2、目前,为了减小原油在输送中的液流阻力,一般是采用给原油加热的方式,然而给原油加热后,在海上输油的过程中,海上输油管道受海水环境的影响,很快会使油温下降,在海上油管中的流动会阻力变大。因此需要对海上输油管道进行改进,以满足实际海上原油输送的要求。
技术实现思路
1、本发明的目的在于提供一种短脉冲激光海洋金属油管内壁微结构减阻的造型方法及装置,在油管内壁面上实现了耐油且减阻的双重功能。
2、为解决上述技术问题,本发明所采用的技术方案是:
3、短脉冲激光海洋金属油管内壁微结构减阻的造型方法,包括以下步骤:
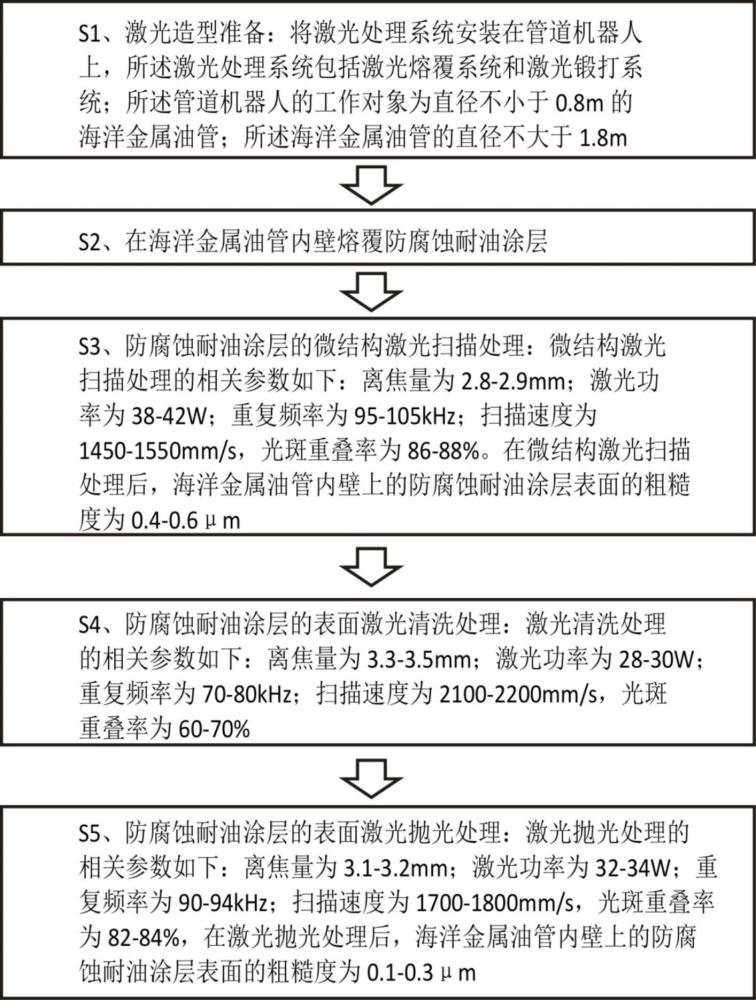
4、s1、激光造型准备:将激光处理系统安装在管道机器人上,所述激光处理系统包括激光熔覆系统和激光锻打系统;所述管道机器人的工作对象为直径不小于0.8m的海洋金属油管;
5、s2、在海洋金属油管内壁熔覆防腐蚀耐油涂层:管道机器人移动到预处理的海洋金属油管内,启动激光熔覆系统的半导体种子光源,半导体种子光源通过分束器并处理后形成了连续激光和短脉冲激光,其中,连续激光传送给激光熔覆系统的熔覆激光头,短脉冲激光传送给激光锻打系统的锻打激光头;对激光熔覆系统的熔覆激光和同轴送粉进行调节控制,使同轴送粉装置与熔覆激光头同步工作,激光熔覆系统中的熔覆激光头沿着预设的运行路径在海洋金属油管内壁面开始熔覆工作,在海洋金属油管内壁面逐渐形成熔覆层;激光锻打系统的锻打激光头沿着熔覆层的轨迹开始激光锻打,管道机器人沿着海洋金属油管的内壁由一端到另一端缓缓移动,直至熔覆层的表面经过全部锻打,在海洋金属油管内壁面上形成了防腐蚀耐油涂层;
6、s3、防腐蚀耐油涂层的微结构激光扫描处理:防腐蚀耐油涂层熔覆完成并降至常温后,管道机器人在海洋金属油管内从海洋金属油管的一端开始,启动激光锻打系统的锻打激光头对防腐蚀耐油涂层的表面进行微结构激光扫描处理,微结构激光扫描处理的相关参数如下:离焦量为2.8-2.9mm;激光功率为108-112w;重复频率为95-105khz;扫描速度为1450-1550mm/s,光斑重叠率为86-88%;
7、s4、防腐蚀耐油涂层的表面激光清洗处理:防腐蚀耐油涂层的微结构激光扫描处理完成并降至常温后,管道机器人在海洋金属油管内从海洋金属油管的一端开始,启动激光锻打系统的锻打激光头对防腐蚀耐油涂层的表面进行激光清洗处理;激光清洗处理的相关参数如下:离焦量为3.3-3.5mm;激光功率为56-60w;重复频率为70-80khz;扫描速度为2100-2200mm/s,光斑重叠率为60-70%;
8、s5、防腐蚀耐油涂层的表面激光抛光处理:防腐蚀耐油涂层表面的激光清洗处理完成后,管道机器人在海洋金属油管内从海洋金属油管的一端开始,启动激光锻打系统的锻打激光头对防腐蚀耐油涂层的表面进行激光抛光处理,激光抛光处理的相关参数如下:离焦量为3.3-3.5mm;激光功率为82-88w;重复频率为90-94khz;扫描速度为1700-1800mm/s,光斑重叠率为82-84%。
9、优选地,所述海洋金属油管的直径不大于1.8m。
10、优选地,所述微结构激光扫描处理的相关参数如下:离焦量为2.85mm;激光功率为110w;重复频率为100khz;扫描速度为1500mm/s,光斑重叠率为87%。
11、优选地,所述激光清洗处理的相关参数如下:离焦量为3.4mm;激光功率为58w;重复频率为75khz;扫描速度为2150mm/s,光斑重叠率为65%。
12、优选地,所述激光抛光处理的相关参数如下:离焦量为3.15mm;激光功率为85w;重复频率为92khz;扫描速度为1750mm/s,光斑重叠率为83%。
13、优选地,所述短脉冲激光中,脉冲串中的脉冲数量为4-6。
14、优选地,在微结构激光扫描处理后,海洋金属油管内壁上的防腐蚀耐油涂层表面的粗糙度为0.4-0.6μm。
15、优选地,在激光抛光处理后,海洋金属油管内壁上的防腐蚀耐油涂层表面的粗糙度为0.1-0.3μm。
16、一种短脉冲激光海洋金属油管内壁微结构减阻的装置,包括管道机器人和激光处理系统,所述激光处理系统包括激光熔覆系统和激光锻打系统,激光熔覆系统,用以利用熔覆激光头的连续激光将同轴送粉装置输送过来的粉材进行熔化并覆盖在海洋金属油管内壁面上,以形成熔覆层;激光锻打系统,用以对由激光熔覆系统形成的熔覆层进行激光锻打,并与激光熔覆系统协同作用,实现边熔覆边;所述管道机器人包括圆柱状车体、输出轴和驱动装置,圆柱状车体的前后端沿着圆周方向分别分布有3个前滚轮开合架和3个后滚轮开合架,输出轴从圆柱状车体的一端伸入到圆柱状车体内与驱动装置传动联接,输出轴的另一端设有激光锻打系统的锻打激光头和激光熔覆系统的熔覆激光头,驱动装置通过输出轴驱动锻打激光头和熔覆激光头360º旋转;所述驱动装置还为前滚轮开合架的滚轮和后滚轮开合架的滚轮提供动力。
17、优选地,所述激光处理系统,还包括多激光总控系统、半导体种子光源、分束器、mopa构型光纤激光器、调q脉冲光纤激光器,分束器将半导体种子光源将种子光分别传送给mopa构型光纤激光器、调q脉冲光纤激光器;mopa构型光纤激光器,用以给所述的激光熔覆系统提供连续激光;mopa构型光纤激光器包括依次连接的连续振荡器、增益光纤、固体放大器;调q脉冲光纤激光器,用以给所述的激光锻打系统提供脉冲激光,所述调q脉冲光纤激光器包括依次连接的调q振荡器、增益光纤和固体放大器,调q振荡器采用电光调制器控制和压缩脉宽;所述激光熔覆系统包括同轴送粉装置与所述的熔覆激光头,同轴送粉装置与熔覆激光头连接,熔覆激光头和mopa构型光纤激光器连接;所述激光锻打系统的锻打激光头与调q脉冲光纤激光器连接。
18、本发明的有益效果在于:
19、本发明在油管内壁采用熔覆涂层与激光处理相结合的方式,大大降低涂层表面的粗糙度,在防腐蚀耐油涂层表面形成了光滑的镜面,从而在油管内壁面实现了耐油且减阻的功能,使粘性石油在输送中更加流畅。
20、本发明经过大量的实验,获得了相应激光处理的相应技术参数,不仅进一步降低了粗糙度值,而且还提高了激光处理效率。
技术特征:
1.一种短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:所述海洋金属油管的直径不大于1.8m。
3.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:所述微结构激光扫描处理的相关参数如下:离焦量为2.85mm;激光功率为110w;重复频率为100khz;扫描速度为1500mm/s,光斑重叠率为87%。
4.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:所述激光清洗处理的相关参数如下:离焦量为3.4mm;激光功率为58w;重复频率为75khz;扫描速度为2150mm/s,光斑重叠率为65%。
5.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:所述激光抛光处理的相关参数如下:离焦量为3.15mm;激光功率为85w;重复频率为92khz;扫描速度为1750mm/s,光斑重叠率为83%。
6.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:所述短脉冲激光中,脉冲串中的脉冲数量为4-6。
7.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:在微结构激光扫描处理后,海洋金属油管内壁上的防腐蚀耐油涂层表面的粗糙度为0.4-0.6μm。
8.根据权利要求1所述的短脉冲激光海洋金属油管内壁微结构减阻的造型方法,其特征在于:在激光抛光处理后,海洋金属油管内壁上的防腐蚀耐油涂层表面的粗糙度为0.1-0.3μm。
9.一种短脉冲激光海洋金属油管内壁微结构减阻的装置,其特征在于:包括权利要求1所述的管道机器人和激光处理系统,所述激光处理系统包括激光熔覆系统和激光锻打系统,激光熔覆系统,用以利用熔覆激光头的连续激光将同轴送粉装置输送过来的粉材进行熔化并覆盖在海洋金属油管内壁面上,以形成熔覆层;激光锻打系统,用以对由激光熔覆系统形成的熔覆层进行激光锻打,并与激光熔覆系统协同作用,实现边熔覆边;所述管道机器人包括圆柱状车体、输出轴和驱动装置,圆柱状车体的前后端沿着圆周方向分别分布有3个前滚轮开合架和3个后滚轮开合架,输出轴从圆柱状车体的一端伸入到圆柱状车体内与驱动装置传动联接,输出轴的另一端设有激光锻打系统的锻打激光头和激光熔覆系统的熔覆激光头,驱动装置通过输出轴驱动锻打激光头和熔覆激光头360º旋转;所述驱动装置还为前滚轮开合架的滚轮和后滚轮开合架的滚轮提供动力。
10.根据权利要求9所述的短脉冲激光海洋金属油管内壁微结构减阻的装置,其特征在于:所述激光处理系统,还包括多激光总控系统、半导体种子光源、分束器、mopa构型光纤激光器、调q脉冲光纤激光器,分束器将半导体种子光源将种子光分别传送给mopa构型光纤激光器、调q脉冲光纤激光器;mopa构型光纤激光器,用以给所述的激光熔覆系统提供连续激光;mopa构型光纤激光器包括依次连接的连续振荡器、增益光纤、固体放大器;调q脉冲光纤激光器,用以给所述的激光锻打系统提供脉冲激光,所述调q脉冲光纤激光器包括依次连接的调q振荡器、增益光纤和固体放大器,调q振荡器采用电光调制器控制和压缩脉宽;所述激光熔覆系统包括同轴送粉装置与所述的熔覆激光头,同轴送粉装置与熔覆激光头连接,熔覆激光头和mopa构型光纤激光器连接;所述激光锻打系统的锻打激光头与调q脉冲光纤激光器连接。
技术总结
本发明公开了一种短脉冲激光海洋金属油管内壁表面微结构减阻的造型方法及装置,属于海上油管制造技术领域,该方法包括以下步骤:将激光处理系统安装在管道机器人上,激光处理系统包括激光熔覆系统和激光锻打系统;在海洋金属油管内壁熔覆防腐蚀耐油涂层;防腐蚀耐油涂层的微结构激光扫描处理;防腐蚀耐油涂层的表面激光清洗处理;防腐蚀耐油涂层的表面激光抛光处理,经激光抛光处理,防腐蚀耐油涂层表面的粗糙度为0.1‑0.3μm。本发明在油管内壁采用熔覆涂层与激光处理相结合的方式,降低了涂层表面的粗糙度,在防腐蚀耐油涂层表面形成了光滑的镜面,从而实现了耐油且减阻的功能,使粘性石油在输送中更加流畅。
技术研发人员:张永康,吴平,周志杰
受保护的技术使用者:江苏西沙科技有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!