一种对称分体式支板的肋条装配定位焊控制工具及方法与流程
本发明涉及航空发动机制造,尤其涉及一种对称分体式支板的肋条装配定位焊控制工具及方法。
背景技术:
1、结合图1至图4所示,为某航空发动机上的钛合金支板零件的结构示意图,该钛合金支板零件是支承机匣上重要的组件之一,由两个相互对称的支板1相互对接后焊接而成,在内部间隔设置有两块肋条2;在肋条2的两长侧边间隔设置有多个榫齿2a;在支板1上设置有榫槽1a,肋条2的榫齿2a插入至榫槽1a后进行焊接。
2、如图3所示,该钛合金支板共有20处焊缝,其中1处(№3焊缝)采用真空电子束焊接,其余19处(№1、№2焊缝)采用手工氩弧焊焊接。该该钛合金支板在装配定位焊时,需要两位工人配合操作,一人手动将肋条2固定在支板1上,另外一人采用手工氩弧焊定位,造成人员浪费。而且,徒手装配肋条2很难保证两个肋条2与支板1之间的垂直度,给装配定位焊第二个支板带来阻碍。在焊接过程中经常需要反复校正,才能完成支板1的装配定位焊,焊接效率较低。手工扶着定位,两个肋条2与支板1的垂垂直度不易保证,若倾斜,整个支板1的型面都会发生改变,在后面线切割扩孔工序中,很容易切伤支板1。支板1后面还需焊接安装座、盖板和管子。为了保证后续的装配尺寸,所以整个钛合金支板零件的前期焊接工艺尤为重要。
技术实现思路
1、本发明的主要目的是提出一种对称分体式支板的肋条装配定位焊控制工具及方法,旨在解决上述技术问题。
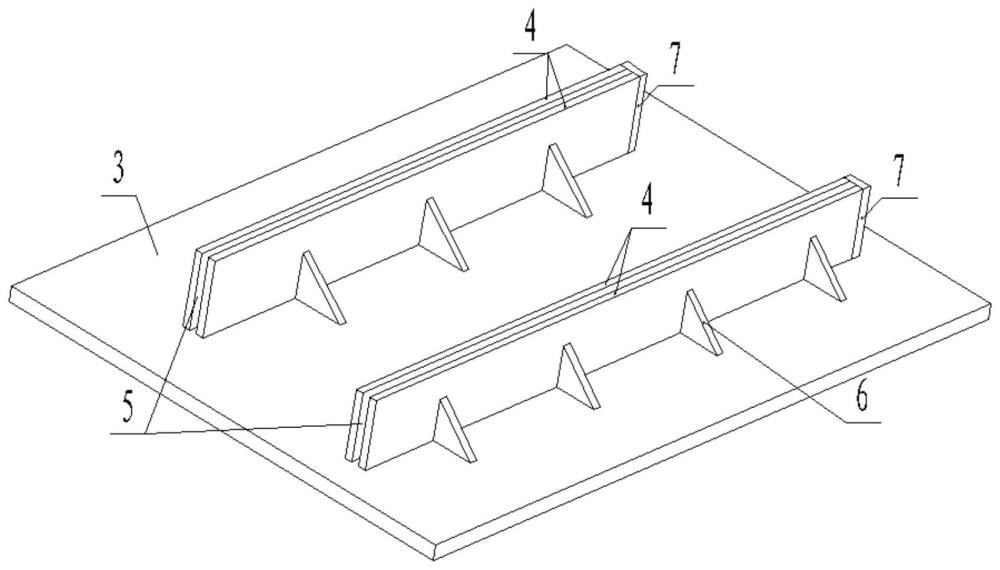
2、为实现上述目的,一方面,本发明提出一种对称分体式支板的肋条装配定位焊控制工具,包括底板、在底板垂直焊接有两对支撑条,每对支撑条之间形成卡槽;该卡槽的间距与钛合金支板零件上的肋条的厚度相适配。
3、优选的,在所述支撑条与底板之间设置有多块加强筋板。
4、优选的,在每对支撑条的其中一端部设置有挡块用于封堵在所述卡槽的一端。
5、另一方面,本发明提出一种对称分体式支板的肋条装配定位焊控制方法,采用上述肋条装配定位焊控制工具,包括以下步骤:
6、s1:将肋条装配定位焊控制工具放置在焊接工作台上,将两块肋条分别放置在卡槽内;
7、s2:将一个支板装配在两块肋条上,使得肋条的榫齿插入至支板的榫槽上;
8、s3:采用手工氩弧焊对榫齿与榫槽连接位置处进行定位焊;之后将肋条装配定位焊控制工具取下,得到具备一块支板与两块肋条的半成品零件;
9、s4:将另一块支板对接安装到步骤s3得到半成品零件中,使得该块支板的榫槽与肋条另一侧的榫齿相互配合,并采用手工氩弧焊进行定位焊;完成了肋条和支板的装配定位焊。
10、由于采用了上述技术方案,本发明的有益效果如下:
11、(1)在进行焊接时,通过使用每对支撑条之间形成卡槽安装肋条,再将将一个支板扣接上去,使得支板装配在两块肋条上,肋条和支板之间的垂直度得到了保证。除此之外,使用该夹具一个人就能独立完成支板与肋条的装配定位焊,不需要他人的辅助,减少了人力。而且,有采用本发明提供的肋条装配定位焊控制工具辅助定位,比手工定位更加精确,后续不需要反复校正,提高了工作效率,缩短了产品交付的周期。
12、(2)现有技术中的焊接方法完成一个支板零件的装配定位焊至少需要20分钟,而采用本发明所提供的肋条装配定位焊控制工具及方法只需要5分钟就能完成。目前,该工具已应用于多种型号支板零件的肋条装配定位焊。
技术特征:
1.一种对称分体式支板的肋条装配定位焊控制工具,其特征在于:包括底板(2)、在底板(3)垂直焊接有两对支撑条(4),每对支撑条(4)之间形成卡槽(5);该卡槽(5)的间距与钛合金支板零件上的肋条(2)的厚度相适配。
2.如权利要求1所述的一种对称分体式支板的肋条装配定位焊控制工具,其特征在于:在所述支撑条(4)与底板之间设置有多块加强筋板(6)。
3.如权利要求1所述的一种对称分体式支板的肋条装配定位焊控制工具,其特征在于:在每对支撑条(4)的其中一端部设置有挡块(7)用于封堵在所述卡槽(5)的一端。
4.一种对称分体式支板的肋条装配定位焊控制方法,其特征在于,采用权利要求1至3任一项所述肋条装配定位焊控制工具,包括以下步骤:
技术总结
一种对称分体式支板的肋条装配定位焊控制工具及方法,该工具包括底板、在底板垂直焊接有两对支撑条,每对支撑条之间形成卡槽;该卡槽的间距与钛合金支板零件上的肋条的厚度相适配。方法包括S1:将肋条装配定位焊控制工具放置在焊接工作台上,将两块肋条分别放置在卡槽内;S2:将一个支板装配在两块肋条上,使得肋条的榫齿插入至支板的榫槽上;S3:采用手工氩弧焊对榫齿与榫槽连接位置处进行定位焊;之后将肋条装配定位焊控制工具取下,得到具备一块支板与两块肋条的半成品零件;S4:将另一块支板对接安装到步骤S3得到半成品零件中,使得该块支板的榫槽与肋条另一侧的榫齿相互配合,并采用手工氩弧焊进行定位焊;完成了肋条和支板的装配定位焊。
技术研发人员:蔡丽,李延旭,杨森,井启芳,周礼顺
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!