一种用于飞机唇口蒙皮的焊接夹具及使用方法与流程
本申请涉及航空制造,进一步是钣金焊接技术,具体是一种用于飞机唇口蒙皮的焊接夹具及使用方法。
背景技术:
1、飞机唇口由于其工作环境受高速、高压气流、共振等复杂载荷的影响,因此对其成型精度及装配精度要求极高。目前飞机唇口多采用钣金加焊接的方法成形,成形后采用铆接与钛合金骨架进行装配连接。由于唇口焊接处存在外形不规则和曲率变化大等问题,导致该处焊接变形较难控制,焊接变形校正难度较大,从而导致后续装配在带有应力状态下进行,存在一定的安全隐患。尤其针对由多个唇口零件拼焊连接且焊接部位曲率变化复杂且的薄壁不规则唇口,焊后需和机加零件进行装配,焊接过程中产生的焊接变形若无法控制并及时消除,则难以保证装配精度。飞机唇口零件传统的焊接方法是采用模胎进行逐步修配,保证唇口焊接部位对缝间隙和外形尺寸后进行点焊定位,定位完成后从模胎上拆卸,再自由状态下进行满焊。采用模胎对唇口零件进行定位焊接的传统焊接方法存在以下缺点:①唇口焊接部位修配完成后只能观察到正面的对缝间隙及阶差,反面的对缝间隙、阶差及贴胎情况无法确定,难以保证定位焊接时对缝及成形精度;②唇口零件只能在自由状态下进行满焊,无焊接保形工装导致零件变形大,焊后校正困难。为解决以上问题,亟需一种用于飞机唇口的焊接夹具及焊接方法。
技术实现思路
1、为了解决由多个零件拼焊连接且焊接部位曲率变化复杂的薄壁不规则唇口零件焊接过程中变形控制困难的问题,本申请提供了一种用于飞机唇口蒙皮的焊接夹具及使用方法,既可实现唇口零件修配时焊接部位正反面对缝间隙、阶差及外形控制,又能实现焊接过程中焊接变形控制。
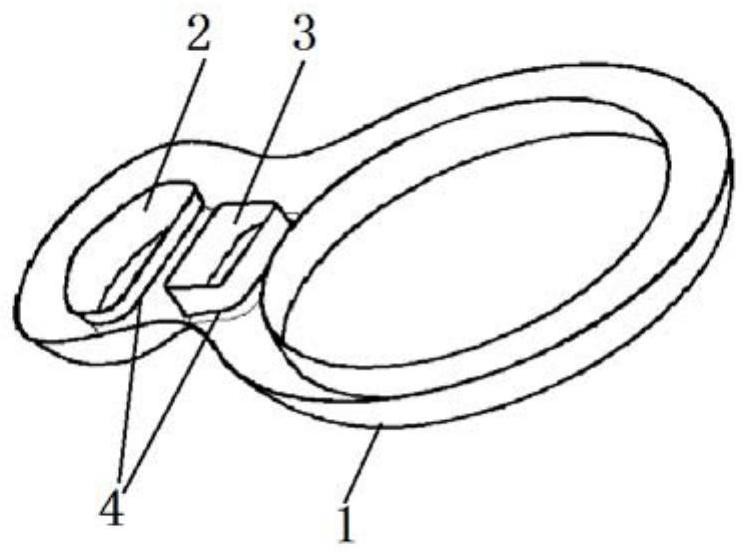
2、一种用于飞机唇口蒙皮零件的焊接夹具,该飞机唇口蒙皮零件包含大唇口和两个小唇口,需要将两个小唇口焊接在大唇口一侧,其特征在于,焊接夹具包含支撑框、支撑架和大唇口支撑器、第一小唇口支撑板、第二小唇口支撑板,所述的支撑框是一个平板状框架结构、框架上的间隙大于大唇口与两个小唇口之间对接焊缝的外形尺寸;支撑框的两端通过轴承连接在支撑架两端的支撑柱上,在支撑架两端的支撑柱的顶部分别设有轴承座,轴承座上设有限位销,通过限位销可以锁定支撑框的翻转位置,所述的大唇口支撑器和第一小唇口支撑板、第二小唇口支撑板固定在支撑框的上表面。
3、所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述支撑框的两端轴承外侧分别设有一个翻转用的手轮。
4、所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述的支撑架两端的支撑柱之间有开敞空间。
5、所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述的支撑架上有移动脚轮和定位支脚。
6、所述的任一项用于飞机唇口蒙皮零件的焊接夹具的使用方法,其特征在于包含以下内容:1)将支撑框连接在支撑架两端的支撑柱上,通过手轮转动支撑框,使支撑框的上表面向上,并用限位销锁定轴承转动,使支撑框限位;2)将已成形的大唇口通过大唇口支撑器固定在支撑框的上表面;3)用第一小唇口支撑板将第一小唇口的空间位置固定,使第一小唇口与大唇口之间的焊接位置符合飞机唇口蒙皮焊接设计要求,用第二小唇口支撑板将第二小唇口的空间位置固定,使第二小唇口与大唇口之间的焊接位置符合飞机唇口蒙皮焊接设计要求,形成大唇口与两个小唇口之间的预装配结构,该预装配结构中大唇口与两个小唇口之间对接焊缝处于支撑框的间隙处;5)对预装配结构中大唇口与两个小唇口之间的对接缝隙进行点焊定位,定位焊点对称分布;6)解除限位销对轴承锁定,通过手轮转动支撑框,使支撑框的上表面向下,使大唇口与两个小唇口的预装配结构以及大唇口支撑器和第一小唇口支撑板、第二小唇口支撑板处于支撑架两端支撑柱之间的开敞空间内,再用限位销锁定轴承转动,使支撑框限位;7)通过支撑框的间隙实施对大唇口与两个小唇口之间对接缝的焊接;8)焊接完成后,解除限位销对轴承锁定,通过手轮转动支撑框,使支撑框的上表面向上后,再用限位销锁定轴承转动,解除大唇口支撑器以及两个小唇口支撑板对大唇口和两个小唇口的装夹,将焊接完成后的飞机唇口蒙皮零件与焊接夹具分离。
7、本申请的有益效果在于:1)有效地解决了曲率变化复杂的薄壁唇口蒙皮组件拼焊过程中定位、焊接及校正难度大的问题;2)可实现该类唇口蒙皮组件的微变形焊接;3)实现了唇口蒙皮组件修配、钳装、定位、焊接及校正在一套焊接夹具上完成,解决了使用模胎定位焊接时拆装困难、变形难以观察且校正困难问题;4)夹具结构简单,拆装方便且不会对零件造成损伤。
8、以下结合实施例附图对本申请做进一步详细说明。
技术特征:
1.一种用于飞机唇口蒙皮零件的焊接夹具,该飞机唇口蒙皮包含大唇口和两个小唇口,需要将两个小唇口焊接在大唇口一侧,其特征在于,焊接夹具包含支撑框、支撑架和大唇口支撑器、第一小唇口支撑板、第二小唇口支撑板,所述的支撑框是一个平板状框架结构、框架上的间隙大于大唇口与两个小唇口之间对接焊缝的外形尺寸;支撑框的两端通过轴承连接在支撑架两端的支撑柱上,在支撑架两端的支撑柱的顶部分别设有轴承座,轴承座上设有限位销,通过限位销可以锁定支撑框的翻转位置,所述的大唇口支撑器和第一小唇口支撑板、第二小唇口支撑板固定在支撑框的上表面。
2.如权利要求1所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述支撑框的两端轴承外侧分别设有一个翻转用的手轮。
3.如权利要求1所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述的支撑架两端的支撑柱之间有开敞空间。
4.如权利要求1所述的用于飞机唇口蒙皮零件的焊接夹具,其特征在于,所述的支撑架上有移动脚轮和定位支脚。
5.如权利要求1-4所述的任一项用于飞机唇口蒙皮零件的焊接夹具的使用方法,其特征在于包含以下内容:1)将支撑框连接在支撑架两端的支撑柱上,通过手轮转动支撑框,使支撑框的上表面向上,并用限位销锁定轴承转动,使支撑框限位;2)将已成形的大唇口通过大唇口支撑器固定在支撑框的上表面;3)用第一小唇口支撑板将第一小唇口的空间位置固定,使第一小唇口与大唇口之间的焊接位置符合飞机唇口蒙皮焊接设计要求,用第二小唇口支撑板将第二小唇口的空间位置固定,使第二小唇口与大唇口之间的焊接位置符合飞机唇口蒙皮焊接设计要求,形成大唇口与两个小唇口之间的预装配结构,该预装配结构中大唇口与两个小唇口之间对接焊缝处于支撑框的间隙处;5)对预装配结构中大唇口与两个小唇口之间的对接缝隙进行点焊定位,定位焊点对称分布;6)解除限位销对轴承锁定,通过手轮转动支撑框,使支撑框的上表面向下,使大唇口与两个小唇口的预装配结构以及大唇口支撑器和第一小唇口支撑板、第二小唇口支撑板处于支撑架两端支撑柱之间的开敞空间内,再用限位销锁定轴承转动,使支撑框限位;7)通过支撑框的间隙实施对大唇口与两个小唇口之间对接缝的焊接;8)焊接完成后,解除限位销对轴承锁定,通过手轮转动支撑框,使支撑框的上表面向上后,再用限位销锁定轴承转动,解除大唇口支撑器以及两个小唇口支撑板对大唇口和两个小唇口的装夹,将焊接完成后的飞机唇口蒙皮与焊接夹具分离。
技术总结
一种用于飞机唇口蒙皮零件的焊接夹具及使用方法,该飞机唇口蒙皮包含大唇口和两个小唇口,需要将两个小唇口焊接在大唇口一侧,焊接夹具包含支撑框、支撑架和大唇口支撑器、第一小唇口支撑板、第二小唇口支撑板,所述的支撑框是一个平板状框架结构、框架上的间隙大于大唇口与两个小唇口之间对接焊缝的外形尺寸;支撑框的两端通过轴承连接在支撑架两端的支撑柱上,在支撑架两端的支撑柱的顶部分别设有轴承座,轴承座上设有限位销,通过限位销可以锁定支撑框的翻转位置,所述的大唇口支撑器和第一小唇口支撑板、第二小唇口支撑板固定在支撑框的上表面。
技术研发人员:王维贤,章文亮,庄明祥,郭全庆,王刚,刘永强,王康,王志伟
受保护的技术使用者:中航西安飞机工业集团股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!