斜楔式卷筒扇形板的修复方法与流程
本发明属于冶金加工制造,具体涉及斜楔式卷筒扇形板的修复方法。
背景技术:
1、卷取机在很多行业有应用,冶金行业钢板卷取机最具代表性,它是将热轧或冷轧钢材卷取成卷筒状的轧钢车间辅助设备。该类设备在世界先进钢铁生产企业已得到广泛推广。卷筒通常的主要设备包括:主轴、拉杆、斜楔、十字头、扇形板等。
2、卷取机中扇形板通常由3件或4件组成,使用过程中,扇形板在工作中由于受力不均匀或磨损的情况,导致个别扇形板出现断裂或者磨损严重的情况,无法继续使用。因此,在节约成本的考虑下,将出现损坏的扇形板重新制作并和仍能使用的扇形板一起配合使用,成为当前钢铁厂主流操作。但是由于新制作的扇形板与仍可使用的旧扇形板磨损程度不一、加工方式不同,导致返修后,在运行过程造成钢卷内孔易存在折痕、划伤,影响使用。
技术实现思路
1、本发明的目的是提供斜楔式卷筒扇形板的修复方法,解决现有技术中存在的新扇形板与旧扇形板配合使用过程中精度不高的问题。
2、本发明所采用的技术方案是,斜楔式卷筒扇形板的修复方法,具体按照以下步骤实施:将新扇形板和旧扇形板、斜楔、主轴、拉杆、十字头一起按图组装成卷筒,通过改变拉杆轴向位置,使新扇形板与旧扇形板外圆以相同直径涨大,通过螺栓将新扇形板和旧扇形板固定连接在棱锥套上,记录扇形板外圆径向涨大尺寸,通过三角函数计算拉杆轴向位置的变化距离,并按偏移方向在十字头与拉杆之间增加垫板进行补偿;将直径涨大的卷筒放置到车床上,通过新扇形板与旧扇形板外圆拉表找正;将新扇形板与旧扇形板拆除。
3、本发明的特点还在于:
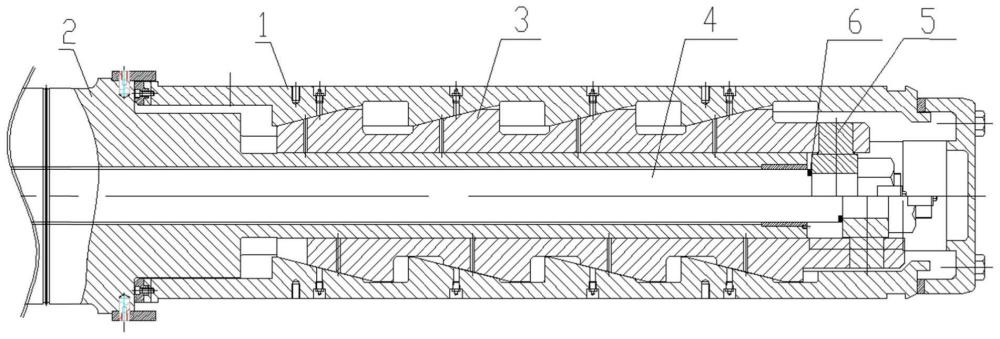
4、卷筒的具体构成为:在拉杆外滑动外套接主轴,主轴端部为外延结构,主轴外滑动套接棱锥套,棱锥套外部接触套接新扇形板和旧扇形板,新扇形板和旧扇形板端部连接主轴的外延结构,拉杆位于远离外延结构的一端通过十字头连接棱锥套,棱锥套与新扇形板和旧扇形板接触面均为斜楔面。
5、卷筒在同一截面上的新扇形板和旧扇形板共有4个。
6、新扇形板、旧扇形板均至少一个。
7、步骤中使新扇形板与旧扇形板外圆以相同直径涨大的范围是1mm-3mm。
8、通过扇形板外圆拉表找正的具体过程为通过百分表检测零件状态。
9、将新扇形板与旧扇形板拆除后还包括对新扇形板与旧扇形板外圆进行氮化处理。
10、新扇形板采用损坏的扇形板下料制作。
11、本发明有益效果是:
12、将新扇形板与旧扇形板同时进行加工,消除零件单件加工的加工误差累计。
13、将新扇形板与旧扇形板同时进行热处理氮化操作,避免零件热处理硬度不一致。
14、本发明的方法还具有将旧扇形板进行合理利用节约材料成本、降低制造成本、生产周期短的优点。
技术特征:
1.斜楔式卷筒扇形板的修复方法,其特征在于,具体按照以下步骤实施:将新扇形板和旧扇形板、棱锥套(3)、主轴(2)、拉杆(4)、十字头(5)一起按图组装成卷筒,通过改变拉杆(4)轴向位置,使新扇形板与旧扇形板外圆以相同直径涨大,通过螺栓将新扇形板和旧扇形板固定连接在棱锥套(3)上,记录扇形板外圆径向涨大尺寸,通过三角函数计算拉杆(4)轴向位置的变化距离,并按偏移方向在十字头(5)与拉杆(4)之间增加垫板(6)进行补偿;将直径涨大的卷筒放置到车床上,通过新扇形板与旧扇形板外圆拉表找正;将新扇形板与旧扇形板拆除。
2.根据权利要求1所述斜楔式卷筒扇形板的修复方法,其特征在于,所述卷筒的具体构成为:在拉杆(4)外滑动外套接主轴(2),所述主轴(2)端部为外延结构,所述主轴(2)外滑动套接棱锥套(3),所述棱锥套(3)外部接触套接新扇形板和旧扇形板,所述新扇形板和旧扇形板端部连接主轴(2)的外延结构,所述拉杆(4)位于远离外延结构的一端通过十字头(5)连接棱锥套(3),所述棱锥套(3)与新扇形板和旧扇形板接触面均为斜楔面。
3.根据权利要求2所述斜楔式卷筒扇形板的修复方法,其特征在于,所述卷筒在同一截面上的新扇形板和旧扇形板共有4个。
4.根据权利要求2所述斜楔式卷筒扇形板的修复方法,其特征在于,所述新扇形板、旧扇形板均至少一个。
5.根据权利要求1所述斜楔式卷筒扇形板的修复方法,其特征在于,步骤1中所述使新扇形板与旧扇形板外圆以相同直径涨大的范围是1mm-3mm。
6.根据权利要求1所述斜楔式卷筒扇形板的修复方法,其特征在于,所述通过扇形板外圆拉表找正的具体过程为通过百分表检测零件状态。
7.根据权利要求1所述斜楔式卷筒扇形板的修复方法,其特征在于,所述将新扇形板与旧扇形板拆除后还包括对新扇形板与旧扇形板外圆进行氮化处理。
8.根据权利要求1所述斜楔式卷筒扇形板的修复方法,其特征在于,所述新扇形板采用损坏的扇形板下料制作。
技术总结
本发明公开了斜楔式卷筒扇形板的修复方法,具体按照以下步骤实施:将新扇形板和旧扇形板、棱锥套、主轴、拉杆、十字头一起按图组装成卷筒,通过改变拉杆轴向位置,使新扇形板与旧扇形板外圆以相同直径涨大,通过螺栓将新扇形板和旧扇形板固定连接在棱锥套上,记录扇形板外圆径向涨大尺寸,通过三角函数计算拉杆轴向位置的变化距离,并按偏移方向在十字头与拉杆之间增加垫板进行补偿;将直径涨大的卷筒放置到车床上,通过新扇形板与旧扇形板外圆拉表找正;将新扇形板与旧扇形板拆除。本发修复方法将新扇形板与旧扇形板同时进行加工,能够消除零件单件加工的加工误差累计。
技术研发人员:王凯,王飞,王升
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!