一种金属桶盖卷边冲压装置及冲压方法与流程
本发明涉及金属桶盖加工,具体来说,涉及一种金属桶盖卷边冲压装置及冲压方法。
背景技术:
1、金属桶是一种经常用来作为盛装物品的容器,一般主要用来盛装液体物品,而为了方便前期液体物品的加注以及后续的倾倒,这类金属桶较多的采用桶体桶盖分体加工而成。
2、常规金属桶盖加工过程中,为了确保其美观和强度,一般会在桶盖的中部进行冲压成型,而金属桶盖冲压之后还需要与环形金属铁片进行连接,此连接过程之前需要对冲压后的桶盖的外侧进行卷边,卷边后的桶盖就很容易与环形铁片进行组装,组装之后在对环形铁片的内侧进行加工,即成为最终金属桶盖。不难发现,现有的金属桶盖的冲压和卷边一般都是分别进行的,其实桶盖在冲压时会因为上模具与下模具的挤压而非常稳定,而桶盖卷边时也需要一个非常稳定的状态,因此两者实际可以结合,同时,现有的冲压在对桶盖上进行冲压成型时内外环往往都是同时成型的,这就会导致内外环之间的部位在成型时会被模具拉伸,造成其最终强度的减弱。
3、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、本发明的目的在于提供一种金属桶盖卷边冲压装置及冲压方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
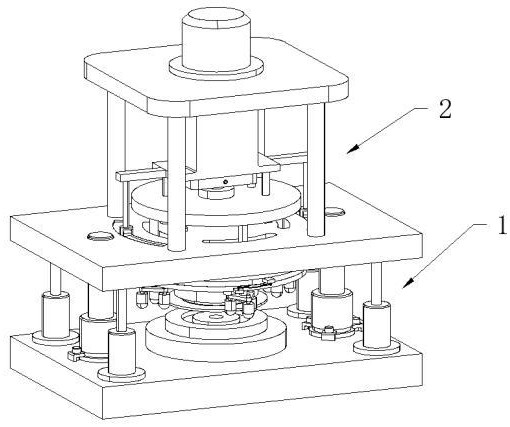
3、一种金属桶盖卷边冲压装置,包括冲压机构和卷边机构,所述卷边机构设于冲压机构的顶部,所述冲压机构包括底座板,底座板的正上方设有下压板,所述下压板的底部中心安装有上模具,所述底座板的顶部中心安装有正对上模具设置的下模具,所述底座板沿其长度方向设置的两端顶部固定安装有液压缸,所述底座板的顶部四角固定安装有限位套,所述限位套内滑动安装有限位杆,所述限位杆的顶端端部固定安装在下压板上,所述卷边机构的底部穿过下压板并套设于上模具的外部,所述底座板的顶部中心固定安装有下安装座,所述下模具固定安装在下安装座上,所述下模具的顶部中心开设有内心槽,所述下模具的顶部还开设有与内心槽同心设置的外环槽,所述下压板上开设有弧形孔,所述下压板沿其长度方向设置的两端处还开设有安装孔,所述液压缸的输出轴端部固定安装在安装孔内,下压板的顶部沿中心对称开设有滚槽,所述下压板的底部中心固定安装有上安装座,所述上模具包括固定安装在上安装座底部的固定圆块,所述固定圆块的底部外侧固定安装有外压模,所述固定圆块的底部中心安装有内压模,所述外压模的底部外侧开设有外压边,所述外压模的中心一体设有凸起环,所述固定圆块的中心开设有装配孔,所述内压模包括固定安装在装配孔内的定位套,所述定位套的底端内部设有内压块,所述内压块的顶端端部固定安装有顶紧弹簧,所述顶紧弹簧的顶端端部安装有顶封板,所述内压块与内心槽之间的距离小于凸起环与外环槽之间的距离。
4、进一步的,所述内压块的外侧壁顶部固定安装有导块,所述定位套的内侧壁上开设有导槽,所述顶封板的底部中心固定安装有弹簧座,所述弹簧座的底部开设有上安装槽,所述内压块的顶部开设有下安装槽,所述顶紧弹簧的两端分别固定安装在上安装槽与下安装槽内,所述定位套的底端端部固定安装有环形挡板,所述环形挡板的内径小于定位套的内径,所述固定圆块的顶部中心开设有容纳槽,所述顶封板的边侧开设有固定槽,所述定位套的外侧壁上开设有定位槽。
5、进一步的,所述固定圆块的底部开设有环形设置的装配槽,所述装配槽的内部安装有调节套,所述外压模固定安装在调节套的底部,所述调节套的侧壁上开设有限位孔,所述固定圆块的底部中心一体设置有定位凸环,所述固定圆块的外侧壁上开设有第一豁口槽,所述第一豁口槽内部安装有用于对调节套进行定位的第一定位件,所述定位凸环的外侧壁上开设有第二豁口槽,所述第二豁口槽的内部固定安装有用于对定位套的进行定位的第二定位件,所述装配槽靠近定位凸环的内侧壁上开设有插孔,所述插孔正对第二豁口槽设置。
6、进一步的,所述第一定位件包括固定套和定位帽,所述固定套固定安装在第一豁口槽内,所述固定套内部贯穿设有第一定位杆,所述第一定位杆远离固定套的一端端部穿过限位孔并设于插孔内,所述固定套的外侧壁上开设有外螺纹,所述定位帽的内侧壁上开设有内螺纹,所述定位帽固定安装在固定套外部,所述第二定位件包括第二定位杆,所述第二定位杆的一端穿过第二豁口槽的内壁并插入定位槽内,所述第二豁口槽的内部还固定安装有定位环,所述第二定位杆远离定位槽的一端端部开设有环形槽,所述定位环卡设于定位环内。
7、进一步的,所述卷边机构包括升降组件,升降组件固定安装在下压板的顶部,升降组件的底部固定安装有连接架,连接架的底部穿过下压板上的弧形孔设置,且连接架的底端端部固定安装有卷边组件,所述卷边组件包括固定安装在连接架底端端部的调节件,所述调节件的底部固定安装有翻边件,所述调节件包括固定环板,所述固定环板固定安装在连接架的底端端部,所述固定环板的底部同轴心滑动设有调节环板,且所述固定环板与调节环板之间通过连接件相连接,所述固定环板的外侧与调节环板的外侧还通过伸缩件相连接,所述翻边件固定安装在连接件的底部。
8、进一步的,所述固定环板的底部外侧固定安装有导向轴,所述固定环板的底部内侧固定安装有第一铰接轴,所述调节环板上开设有沿其轴心设置的导向孔,所述调节环板上还开设有位于导向孔端部一侧的第一铰接孔,所述连接件包括弧形杆,所述弧形杆的一端铰接有连接杆,所述连接杆远离弧形杆的一端端部开设有第二铰接孔,所述弧形杆远离连接杆的一端安装有第二铰接轴,所述第二铰接轴安装在第一铰接孔内,所述第一铰接轴安装在第二铰接孔内,所述弧形杆远离调节环板的一端面中部开设有固定孔。
9、进一步的,所述固定环板的外侧壁上固定安装有第一连接块,所述调节环板的外侧壁上固定安装有第二连接块,所述伸缩件包括伸缩杆,所述伸缩杆的两端分别通过万向节连接有安装柱,两个所述安装柱分别固定安装在第一连接块与第二连接块上,所述翻边件包括固定安装在固定孔内部的固定柱,所述固定柱的底端端部转动安装有三角板,所述三角板的边角处固定安装有安装轴,所述安装轴的底端端部转动安装有压边辊,所述压边辊的底端端部一体设置有半球形块。
10、进一步的,所述升降组件包括设于下压板正上方的顶板,所述顶板的底部四角通过支撑柱固定安装在下压板上,所述顶板的顶部安装有伺服电机,所述伺服电机的输出轴穿过顶板并固定安装有气缸,所述气缸的底部设有伸缩轴,所述连接架包括升降板,所述伸缩轴与升降板的固定连接,所述升降板的底部固定安装有竖杆,且所述固定环板固定安装在竖杆的底端端部。
11、进一步的,所述升降板上开设有导孔,所述气缸的底部外侧固定安装有导向杆,导向杆的底端端部穿过导孔并固定安装有挡块,所述气缸的底部两端处固定安装有延伸块,所述延伸块远离气缸的一端底部固定安装有支撑杆,所述支撑杆的底端端部转动安装有滚轮,所述滚轮滚动设于下压板顶部的滚槽内。
12、一种根据上述的金属桶盖卷边冲压装置的冲压方法,主要包括如下步骤:
13、s1、调节上模具:根据桶盖板所需冲压成型的深度调节外压模与内压模的初始位置;
14、s2、上料:将桶盖板原料板送入冲压机构内;
15、s3、冲压:启动液压缸,对桶盖板进行冲压操作;
16、s4、卷边:桶盖板冲压后,启动气缸,使半球形块对桶盖板边侧进行翻边,并同时启动伺服电机转动压边辊,对翻边后的桶盖板的边缘进行平整。
17、与现有技术相比,本发明具有以下有益效果:
18、本发明当下压板带动上模具朝向下模具移动时,内压块会最先与桶盖板接触,并对桶盖板的中心进行冲压成型,此时下压板继续下移,顶紧弹簧持续收缩,直至凸起环对桶盖板的外侧进行冲压成型,这样冲压可以使桶盖板上的内槽和外环先后成型,采用本冲压方式避免了内槽与外环之间部分的桶盖板被拉扯的情况发生,相应提高了桶盖冲压后的强度,而且固定圆块底部开设的装配槽以及装配槽内部的调节套可以对外压模的初始位置进行调节,而固定圆块底部开设中心设置的定位凸环可以对内压模的初始位置进行调节,两者的配合可以实现对桶盖板上进行不同深度的冲压操作,大大提高了其适应性。
19、本发明压边辊与半球形块的升降,可以实现对桶盖板边缘的翻边,而当压边辊移动到合适位置后,可以启动伺服电机,最终可以实现压边辊在桶盖板边缘的滚动,对整个桶盖板进行翻边并压平整,而且设置的调节件可以对压边辊相距上模具的距离进行调节,可以针对不同模具冲压后的桶盖板进行卷边操作且,半球形块形成的缓冲面可以降低对桶盖板卷边出的损伤。
- 还没有人留言评论。精彩留言会获得点赞!