一种无主栅光伏组件的热压焊接装置的制作方法
本发明涉及光伏组件生产,尤其是涉及一种无主栅光伏组件的热压焊接装置。
背景技术:
1、太阳能电池板是利用太阳能发电的绿色能源产品,其主要核心部分为太阳能电池片,太阳能电池片主要有无主栅电池片和有主栅电池片,相比于有主栅电池片,无主栅电池片具有转化效率高、稳定性好、制造难度低等优点。
2、在对无主栅电池片进行串焊时,通常需要将电池片、焊带放置于传输带上后,利用压针机构将焊带和电池片压紧,通常焊带的长度略小于电池片的两倍,焊带的一端被其中一个压针机构压紧于电池片正面,而另一端被压紧于电池片背面,因此,而后再将压针机构、电池片和焊带送入灯箱内进行红外加热,实现电池片之间通过焊带进行焊接操作,再送出灯箱后,将压针机构取回放置于待进入灯箱的电池片和焊带上。
3、采用上述方式进行串焊时,需要频繁放置和取回压针机构,不仅操作繁琐,降低了电池片之间的焊接效率,而且由于压针机构的放置和取回操作,增加了能耗,且压针机构中由于压针和弹簧需要频繁更换,进一步增加了电池片焊接的成本。
4、因此,有必要对现有技术中的电池片焊接装置进行改进。
技术实现思路
1、本发明的目的在于克服现有技术中存在的缺陷,提供一种减少功耗、降低成本并增加效率的无主栅光伏组件的热压焊接装置。
2、为实现上述技术效果,本发明的技术方案为:一种无主栅光伏组件的热压焊接装置,包括:
3、供片传输组件,所述供片传输组件用于平放并传输电池片;
4、供带裁切组件,所述供带裁切组件包括线盘、裁切台和裁切单元,所述线盘上卷绕有焊带且所述线盘绕自身轴心线转动以将焊带放卷并铺设于裁切台上,所述裁切单元用于裁切铺设于所述裁切台上的焊带,以形成长度小于电池片长度两倍的焊接带;
5、焊接传输组件,所述焊接传输组件包括沿自身宽度方向分布的多个传输带和驱动所述传输带转动的驱动单元,相邻两个传输带之间设置有宽度大于或者等于焊接带宽度的焊接间隙;
6、负压取放组件,所述负压取放组件用于吸取电池片和焊接带后将电池片平放于所述传输带上、焊接带放于相邻两个传输带之间,使焊接带的两端分别位于所述传输带上相邻两个电池片中其中一个的上方、另一个的下方;
7、上热压组件,所述上热压组件包括设置于所述焊接间隙正上方的且沿平行于所述焊接间隙长度方向延伸的上热压条,所述上热压条连接有第一升降组件;
8、下热压组件,所述下热压组件包括设置于相邻两个传输带之间且沿平行于所述焊接间隙长度方向延伸的下热压条,所述下热压条连接有第二升降组件;
9、所述上热压组件和所述下热压组件相互配合以将焊接带的两端分别焊接于所述传输带上相邻两个电池片中其中一个的正面、另一个的背面。
10、优选的,为了节约成本,同时提高焊接效率,所述供片传输组件、所述焊接传输组件和所述供带裁切组件沿所述传输带的宽度方向等间隔分布,所述负压取放组件包括用于取放电池片的第一取放组件、用于取放焊接带的第二取放组件和驱动所述第一取放组件和第二取放组件沿平行于所述传输带宽度方向移动的平移组件,所述第一取放组件和所述第二取放组件沿平行于所述传输带的宽度方向间隔分布且二者的间隔与所述供片传输组件和所述焊接传输组件的间隔相等。
11、优选的,为了进一步降低成本,提高焊接精度和焊接效率,所述平移组件的输出端与所述第一升降组件连接,所述第一升降组件的输出端与所述第一取放组件连接。
12、优选的,为了提高焊接质量,所述上热压条相对于所述第一升降组件的输出端沿铅垂方向滑动连接且二者之间设置有上弹性件;所述下热压条相对于所述第二升降组件的输出端沿铅垂方向滑动连接且二者之间设置有下弹性件。
13、优选的,为了进一步提高焊接质量,所述下热压组件设置于所述第一取放组件移动路径的正下方。
14、优选的,为了减少驱动源的数量,进一步降低焊接成本,所述供片传输组件包括输送带和位于所述输送带内侧两端的输送辊;所述驱动单元与所述输送辊和所述线盘传动连接。
15、优选的,为了引导焊带平铺于裁切台上,所述裁切台上设置有沿平行于所述传输带传输方向延伸的导槽,所述导槽与焊接带相适配。
16、优选的,为了提高裁切质量,所述裁切台上还设置有沿垂直于所述导槽长度方向延伸的条形通孔,所述裁切单元包括设置于所述条形通孔内侧的切刀和驱动所述切刀沿铅垂方向移动的伸缩单元,所述伸缩单元设置于所述裁切台的下方。
17、优选的,为了进一步提高裁切质量,所述裁切台的上方设置有限位条,所述限位条跨设且贴合于所述导槽的槽口,所述限位条位于所述线盘所述条形通孔之间。
18、优选的,为了防止下热压条将热量传递给传输带,影响传输带的正常转动,所述下热压条与所述传输带相邻的一侧设置有隔热片,所述隔热片在水平面上的投影位于所述焊接间隙在水平面上的投影内。
19、综上所述,本发明无主栅光伏组件的热压焊接装置与现有技术相比,通过负压取放组件完成电池片和焊接带的吸取和放置操作后,通过上热压组件和下热压组件相互配合,将焊接带与电池片压紧后加热,直接完成焊接,无需压针机构压紧后送入灯箱进行红外加热焊接,一方面减少了能耗,另一方面降低了焊接成本,并提高了焊接效率。
技术特征:
1.一种无主栅光伏组件的热压焊接装置,其特征在于,包括:
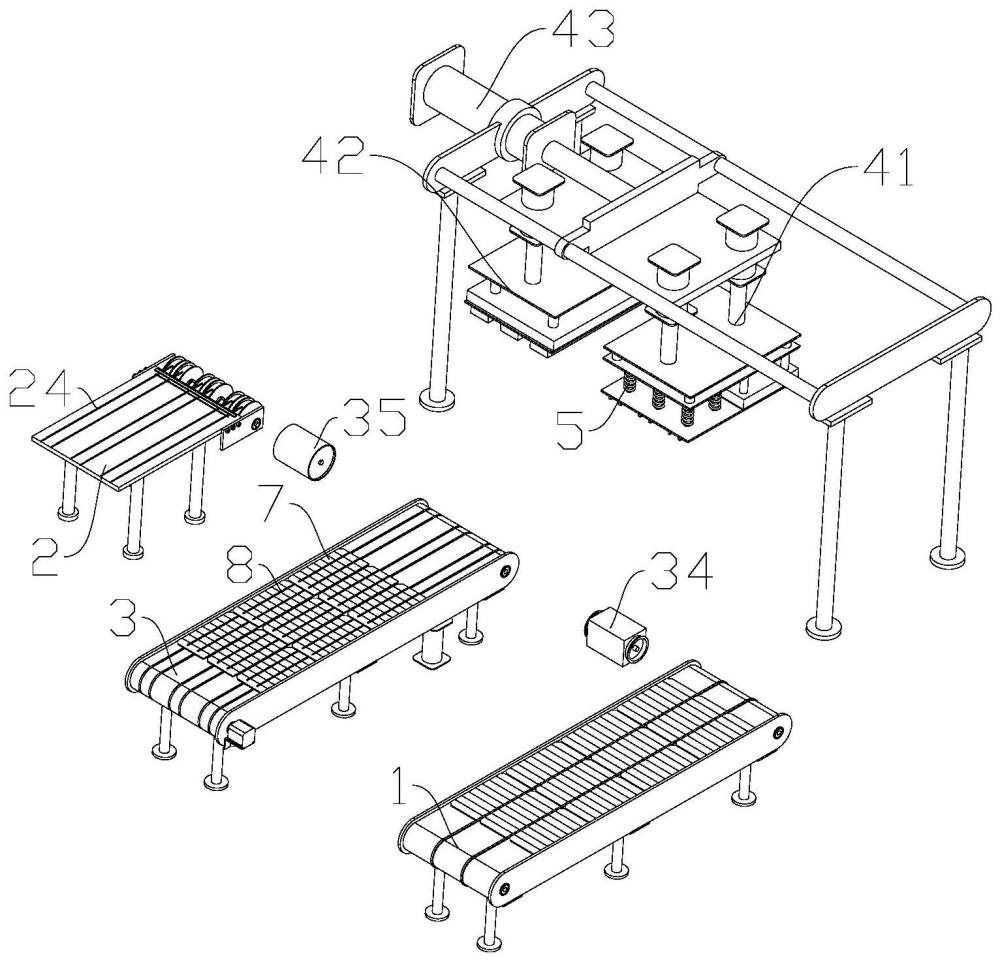
2.根据权利要求1所述的无主栅光伏组件的热压焊接装置,其特征在于:所述供片传输组件(1)、所述焊接传输组件(3)和所述供带裁切组件(2)沿所述传输带(31)的宽度方向等间隔分布,所述负压取放组件(4)包括用于取放电池片(7)的第一取放组件(41)、用于取放焊接带(8)的第二取放组件(42)和驱动所述第一取放组件(41)和第二取放组件(42)沿平行于所述传输带(31)宽度方向移动的平移组件(43),所述第一取放组件(41)和所述第二取放组件(42)沿平行于所述传输带(31)的宽度方向间隔分布且二者的间隔与所述供片传输组件(1)和所述焊接传输组件(3)的间隔相等。
3.根据权利要求2所述的无主栅光伏组件的热压焊接装置,其特征在于:所述平移组件(43)的输出端与所述第一升降组件(52)连接;所述第一升降组件(52)的输出端与所述第一取放组件(41)连接。
4.根据权利要求3所述的无主栅光伏组件的热压焊接装置,其特征在于:所述上热压条(51)相对于所述第一升降组件(52)的输出端沿铅垂方向滑动连接且二者之间设置有上弹性件(53);所述下热压条(61)相对于所述第二升降组件(62)的输出端沿铅垂方向滑动连接且二者之间设置有下弹性件(63)。
5.根据权利要求4所述的无主栅光伏组件的热压焊接装置,其特征在于:所述下热压组件(6)设置于所述第一取放组件(41)移动路径的正下方。
6.根据权利要求1所述的无主栅光伏组件的热压焊接装置,其特征在于:所述供片传输组件(1)包括输送带(11)和位于所述输送带(11)内侧两端的输送辊(12);所述驱动单元与所述输送辊(12)和所述线盘(21)传动连接。
7.根据权利要求1所述的无主栅光伏组件的热压焊接装置,其特征在于:所述裁切台(22)上设置有沿平行于所述传输带(31)传输方向延伸的导槽(221),所述导槽(221)与焊接带(8)相适配。
8.根据权利要求7所述的无主栅光伏组件的热压焊接装置,其特征在于:所述裁切台(22)上还设置有沿垂直于所述导槽(221)长度方向延伸的条形通孔(222),所述裁切单元(23)包括设置于所述条形通孔(222)内侧的切刀(231)和驱动所述切刀(231)沿铅垂方向移动的伸缩单元(232),所述伸缩单元(232)设置于所述裁切台(22)的下方。
9.根据权利要求8所述的无主栅光伏组件的热压焊接装置,其特征在于:所述裁切台(22)的上方设置有限位条(223),所述限位条(223)跨设且贴合于所述导槽(221)的槽口,所述压条位于所述线盘(21)所述条形通孔(222)之间。
10.根据权利要求1所述的无主栅光伏组件的热压焊接装置,其特征在于:所述下热压条(61)与所述传输带(31)相邻的一侧设置有隔热片(611),所述隔热片(611)在水平面上的投影位于所述焊接间隙(32)在水平面上的投影内。
技术总结
本发明公开了一种无主栅光伏组件的热压焊接装置,包括:供片传输组件;供带裁切组件,包括线盘、裁切台和裁切单元;焊接传输组件,包括多个传输带和驱动单元,相邻两个传输带之间设置有焊接间隙;负压取放组件;上热压组件,包括上热压条,上热压条连接有第一升降组件;下热压组件,包括设置于下热压条,下热压条连接有第二升降组件。该无主栅光伏组件的热压焊接装置通过负压取放组件完成电池片和焊接带的吸取和放置操作后,通过上热压组件和下热压组件相互配合,将焊接带与电池片压紧后加热,直接完成焊接,无需压针机构压紧后送入灯箱进行红外加热焊接,一方面减少了能耗,另一方面降低了焊接成本,并提高了焊接效率。
技术研发人员:胡燕,吴昊,曹思远,郭万武,徐闯
受保护的技术使用者:中建材浚鑫科技有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!