一种五金配件加工冲孔磨具及方法与流程
本发明涉及五金配件加工设备领域,尤其涉及一种五金配件加工冲孔磨具及方法。
背景技术:
1、冲压是最常见的一种加工方法,是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法;冲压也可以使用冲头、冲针实现冲孔工艺,在对五金配件进行冲孔加工后,需要对内孔进行打磨处理。
2、如公开号为cn217860354u,名称为《一种五金配件加工用冲孔磨具》,授权公告日为2022.11.22的专利,其包括底座,其特征是:所述底座的上部一侧中心固定套筒,所述套筒内插入方形杆,所述方形杆的上侧固定连接支撑板,所述支撑板一侧固定立板,所述立板的上端固定横杆的一端,所述横杆的另一端下侧固定圆柱,所述圆柱插入圆筒内,所述圆筒的下端固定冲杆。该专利涉及五金配件加工设备领域,具体地讲,涉及一种五金配件加工用冲孔磨具,方便对五金配件的内孔进行冲孔打磨,但是对冲压件冲孔底端的边缘处起到的打磨效果不佳。
3、现有技术的不足之处在于,由于冲压的方式是将冲压件以变形的方式形成槽口,冲压件所形成的底部槽口处产生未分离而断裂的毛刺,需要对冲压件槽口处的毛刺进行打磨,导致冲压件加工过程中,增加冲压件加工的步骤以及冲压件加工的成本。
技术实现思路
1、本发明的目的在于提供一种五金配件加工冲孔磨具及方法,通过冲压机构底端设置的传动组件穿过穿孔的冲压件与打磨机构锁合,使得打磨机构在传动组件的锁合下向上运动,便于打磨机构对冲压件底端槽口处进行打磨,打磨机构对冲压件底端的槽口打磨后传动组件与打磨机构进行分离,使得冲压件内侧槽口打磨光滑,避免对冲压件进行二次加工,增加冲压件加工成本。
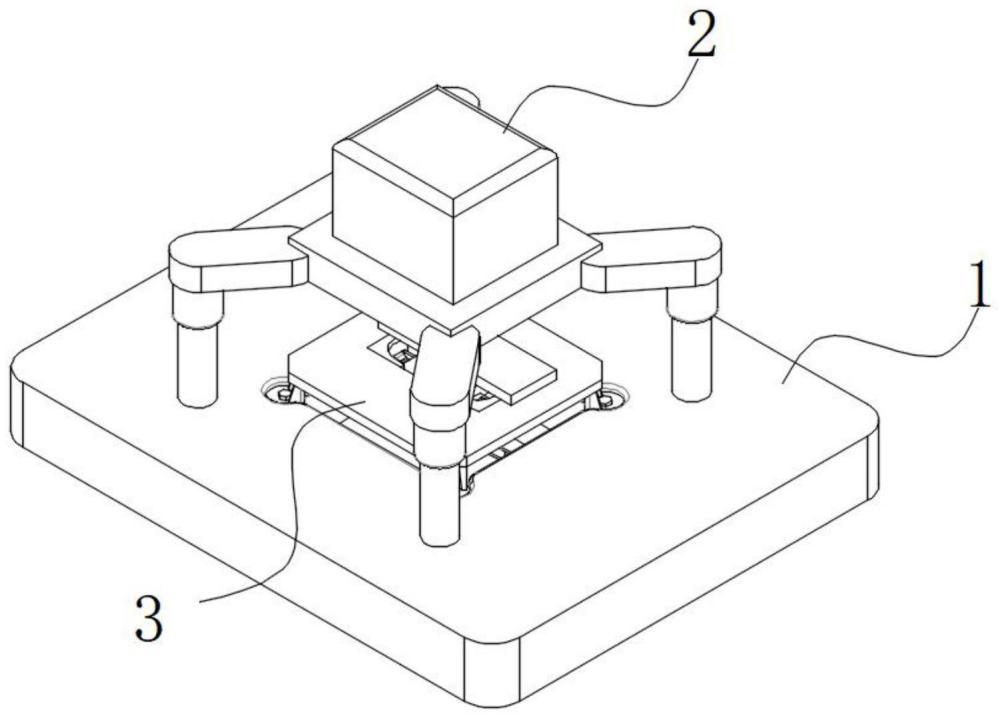
2、为了实现上述目的,本发明采用了如下技术方案:一种五金配件加工冲孔磨具及方法,包括设于工作台上的支撑机构;
3、所述支撑机构底端设有打磨机构,所述支撑机构顶端设有冲压机构,所述冲压机构底端通过传动组件驱动打磨机构对冲压件进行打磨;
4、所述传动组件包括冲压柱,所述冲压柱底端固定连接有冲压块,所述冲压柱靠近冲压块的一端开设有定向槽,所述定向槽内滑动连接有换向件,所述换向件用于打磨机构锁合或闭合,使得打磨机构在冲压机构复位时对冲压件槽口打磨;
5、作为上述技术方案的进一步描述:
6、所述换向件包括活动环,所述活动环内对称滑动连接有滑杆,所述滑杆一端固定连接有挡片,所述滑杆底端固定连接有固定耳,两个所述固定耳之间固定连接有复位弹簧。
7、作为上述技术方案的进一步描述:
8、所述滑杆顶端固定连接有连接轴,所述连接轴上活动设有摇臂,所述摇臂远离滑杆的一端套设有换向杆,所述换向杆底端固定连接有导向环,所述导向环内侧滑动设有连接杆,所述连接杆底端固定连接有拉臂,所述拉臂底端固定连接有锁合块。
9、作为上述技术方案的进一步描述:
10、所述连接杆顶端固定连接有弹性弹簧,所述弹性弹簧顶端固定连接有挡块,且挡块固定在换向杆上。
11、作为上述技术方案的进一步描述:
12、所述打磨机构包括矩形框,且矩形框固定在工作台上,所述矩形框一端固定连接有定向杆,所述定向杆一端滑动连接有横臂,所述横臂两端对称固定连接有拉簧,且拉簧套设在定向杆上,所述横臂一端固定连接有驱动电机,所述驱动电机顶端设有打磨组件。
13、作为上述技术方案的进一步描述:
14、所述打磨组件包括转轴筒,且转轴筒固定在横臂上,所述转轴筒顶端固定连接有限位挡圈,且限位挡圈与锁合块适配;所述转轴筒外侧转动设有打磨凸辊,所述打磨凸辊底端固定连接有齿环块,所述齿环块一端啮合有电机齿轮,且电机齿轮固定在驱动电机上。
15、作为上述技术方案的进一步描述:
16、所述支撑机构包括支撑板,所述支撑板内侧开设有限位滑槽,所述限位滑槽内对称滑动连接有滑块,所述滑块顶端固定连接有定位垫,且定位定位垫设于冲压件待冲压区的正下方。
17、作为上述技术方案的进一步描述:
18、所述滑块一端固定连接有支撑架,所述支撑架一端活动连接有连杆轴,所述连杆轴底端活动连接有支撑柱,所述支撑柱内侧开设有导向槽,且导向槽内设有限位杆,且限位杆固定在工作台上。
19、作为上述技术方案的进一步描述:
20、所述支撑板内固定连接有支撑弹簧,所述支撑弹簧另一端固定在滑块上,所述支撑板两侧对称固定连接有支撑脚,且支撑脚固定在工作台上。
21、作为上述技术方案的进一步描述:
22、所述冲压机构包括支撑框,所述支撑框顶端固定连接有液压缸,所述液压缸顶端对称设有伸缩杆,所述伸缩杆底端固定连接有按压板,且按压板将冲压件抵在支撑板上。
23、一种五金配件加工冲孔方法,通过上述的冲孔磨具实现,首先用于冲压机构对冲压件冲孔,其次,所述冲压机构带动打磨机构对冲压件槽口处打磨,最后,所述打磨机构于冲压件底部冲孔边缘处分离。
24、本发明提供了一种五金配件加工冲孔磨具及方法,具备以下有益效果:
25、本发明中,通过冲压机构底端设置的传动组件穿过穿孔的冲压件与打磨机构锁合,使得打磨机构在传动组件的锁合下向上运动,便于打磨机构对冲压件底端槽口处进行打磨,打磨机构对冲压件底端的槽口打磨后传动组件与打磨机构进行分离,使得冲压件内侧槽口打磨光滑,避免对冲压件进行二次加工,增加冲压件加工成本。
技术特征:
1.一种五金配件加工冲孔磨具,其特征在于,包括设于工作台(1)上的支撑机构(3);
2.根据权利要求1所述的一种五金配件加工冲孔磨具,其特征在于,所述换向件(44)包括活动环(441),所述活动环(441)内对称滑动连接有滑杆(442),所述滑杆(442)一端固定连接有挡片(443),所述滑杆(442)底端固定连接有固定耳(446),两个所述固定耳(446)之间固定连接有复位弹簧(447)。
3.根据权利要求2所述的一种五金配件加工冲孔磨具,其特征在于,所述滑杆(442)顶端固定连接有连接轴(444),所述连接轴(444)上活动设有摇臂(445),所述摇臂(445)远离滑杆(442)的一端套设有换向杆(448),所述换向杆(448)底端固定连接有导向环(4410),所述导向环(4410)内侧滑动设有连接杆(4411),所述连接杆(4411)底端固定连接有拉臂(4413),所述拉臂(4413)底端固定连接有锁合块(4414),所述连接杆(4411)顶端固定连接有弹性弹簧(4412),所述弹性弹簧(4412)顶端固定连接有挡块(449),且挡块(449)固定在换向杆(448)上。
4.根据权利要求1所述的一种五金配件加工冲孔磨具,其特征在于,所述打磨机构(5)包括矩形框(51),且矩形框(51)固定在工作台(1)上,所述矩形框(51)一端固定连接有定向杆(52),所述定向杆(52)一端滑动连接有横臂(54),所述横臂(54)两端对称固定连接有拉簧(53),且拉簧(53)套设在定向杆(52)上,所述横臂(54)一端固定连接有驱动电机(55),所述驱动电机(55)顶端设有打磨组件(56)。
5.根据权利要求4所述的一种五金配件加工冲孔磨具,其特征在于,所述打磨组件(56)包括转轴筒(562),且转轴筒(562)固定在横臂(54)上,所述转轴筒(562)顶端固定连接有限位挡圈(563),且限位挡圈(563)与锁合块(4414)适配;所述转轴筒(562)外侧转动设有打磨凸辊(561),所述打磨凸辊(561)底端固定连接有齿环块(564),所述齿环块(564)一端啮合有电机齿轮(565),且电机齿轮(565)固定在驱动电机(55)上。
6.根据权利要求1所述的一种五金配件加工冲孔磨具,其特征在于,所述支撑机构(3)包括支撑板(31),所述支撑板(31)内侧开设有限位滑槽(32),所述限位滑槽(32)内对称滑动连接有滑块(33),所述滑块(33)顶端固定连接有定位垫(34),且定位定位垫(34)设于冲压件待冲压区的正下方。
7.根据权利要求6所述的一种五金配件加工冲孔磨具,其特征在于,所述滑块(33)一端固定连接有支撑架(36),所述支撑架(36)一端活动连接有连杆轴(37),所述连杆轴(37)底端活动连接有支撑柱(38),所述支撑柱(38)内侧开设有导向槽,且导向槽内设有限位杆(39),且限位杆(39)固定在工作台(1)上。
8.根据权利要求6所述的一种五金配件加工冲孔磨具,其特征在于,所述支撑板(31)内固定连接有支撑弹簧(35),所述支撑弹簧(35)另一端固定在滑块(33)上,所述支撑板(31)两侧对称固定连接有支撑脚(310),且支撑脚(310)固定在工作台(1)上。
9.根据权利要求1所述的一种五金配件加工冲孔磨具,其特征在于,所述冲压机构(2)包括支撑框(21),所述支撑框(21)顶端固定连接有液压缸(22),所述液压缸(22)顶端对称设有伸缩杆(23),所述伸缩杆(23)底端固定连接有按压板(24),且按压板(24)将冲压件抵在支撑板(31)上。
10.一种五金配件加工冲孔方法,其特征在于,通过权利要求1-9任一项所述的冲孔磨具实现,包括如下步骤:首先,冲压机构用于对冲压件冲孔,其次,所述冲压机构带动打磨机构对冲压件槽口处打磨,最后,所述打磨机构于冲压件底部冲孔边缘处分离。
技术总结
本发明公开了一种五金配件加工冲孔磨具及方法,包括设于工作台上的支撑机构;支撑机构底端设有打磨机构,支撑机构顶端设有冲压机构,冲压机构底端通过传动组件驱动打磨机构对冲压件进行打磨;传动组件包括冲压柱,冲压柱底端固定连接有冲压块,冲压柱靠近冲压块的一端开设有定向槽,定向槽内滑动连接有换向件,本发明中,通过冲压机构底端设置的传动组件穿过穿孔的冲压件与打磨机构锁合,使得打磨机构在传动组件的锁合下向上运动,便于打磨机构对冲压件底端槽口处进行打磨,打磨机构对冲压件底端的槽口打磨后传动组件与打磨机构进行分离,使得冲压件内侧槽口打磨光滑,避免对冲压件进行二次加工,增加冲压件加工成本。
技术研发人员:邓碧安,肖斌
受保护的技术使用者:湖南深威科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!