光伏组件焊接加工设备的制作方法
本申请涉及太阳能电池加工领域,且更为具体的涉及一种光伏组件焊接加工设备。
背景技术:
1、光伏组件焊接加工设备是用于太阳能光伏组件生产过程中的焊接工艺的设备。光伏组件通常由多个太阳能电池片组成,这些电池片需要通过焊接来连接成串或并联的电路,形成完整的光伏组件。焊接检测设备用于对焊接质量进行检测和评估,以确保焊接质量符合要求。传统的传统的光伏组件焊接质量检测方法包括以下几种:1、目视检查:操作人员通过目视观察焊接接头的外观来评估焊接质量。这种方法简单直观,但主观性较强,容易受到操作人员经验和主观判断的影响,存在一定的不确定性。2、手工测量:使用测量工具(如卡尺、游标卡尺等)对焊接接头的尺寸进行测量,以判断焊接质量。这种方法需要操作人员具备一定的测量技能,而且对于大批量生产来说,效率较低。3、电阻测量:通过测量焊接接头的电阻值来评估焊接质量。这种方法需要使用专用的电阻测量仪器,可以提供比目视检查更客观的评估结果。然而,传统的电阻测量方法对于大规模生产来说,仍然存在效率低、操作繁琐等缺点。
2、因此,期待一种优化的光伏组件焊接加工方案。
技术实现思路
1、为了解决上述技术问题,提出了本申请。本申请的实施例提供了一种光伏组件焊接加工设备,其使用基于深度学习模型的人工智能技术来对焊接过程中的参数以及焊接接头图像进行特征提取和编码,以得到用于表示光伏组件焊接质量是否合格的分类结果。这样通过智能检测光伏组件的焊接质量,提高了检测精度,降低了人力成本。
2、根据本申请的一个方面,提供了一种光伏组件焊接加工设备,其包括:
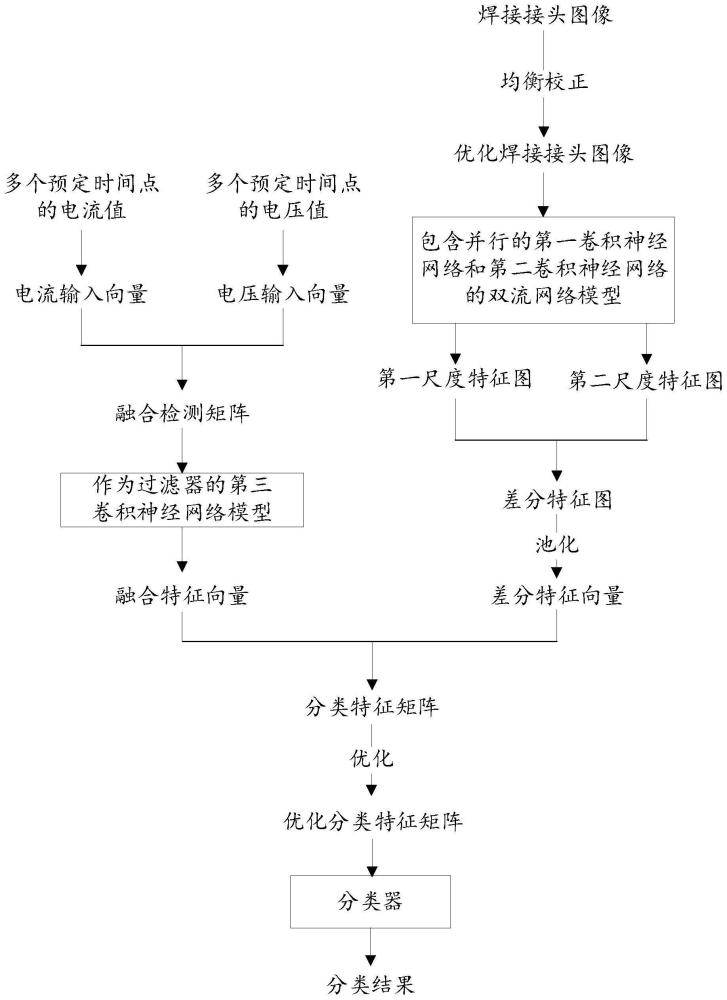
3、图像采集模块,用于获取焊接接头图像;
4、颜色校正模块,用于对所述焊接接头图像进行直方图均衡化预处理和clahe校正颜色以得到优化焊接接头图像;
5、双流检测模块,用于将所述优化焊接接头图像通过包含并行的第一卷积神经网络和第二卷积神经网络的双流网络模型以得到第一尺度特征图和第二尺度特征图;
6、差分模块,用于计算所述第一尺度特征图和所述第二尺度特征图之间的差分特征图;
7、降维模块,用于将所述差分特征图进行沿通道维度的各个特征矩阵进行池化以得到差分特征向量;
8、数据采集模块,用于获取多个预定时间点的电流值和电压值;
9、矩阵化模块,用于将所述多个预定时间点的电流值和电压值分别排列为电流输入向量和电压输入向量后进行融合以得到融合检测矩阵;
10、特征过滤模块,用于将所述融合检测矩阵通过作为过滤器的第三卷积神经网络模型以得到融合特征向量;
11、融合模块,用于融合所述融合特征向量和所述差分特征向量以得到分类特征矩阵;
12、优化模块,用于计算所述分类特征矩阵相对于目标分类函数的运动分布模型的后验表达以得到优化分类特征矩阵;
13、检测结果生成模块,用于将所述优化分类特征矩阵通过分类器以得到分类结果,所述分类结果用于表示光伏组件焊接质量是否合格。
14、在上述的光伏组件焊接加工设备中,所述第一卷积神经网络使用具有第一空洞率的第一卷积核,所述第二卷积神经网络使用具有第二空洞率的第二卷积核,所述第一空洞率不同于所述第二空洞率。
15、在上述的光伏组件焊接加工设备中,所述第一卷积核的尺寸与所述第二卷积核的尺寸相等。
16、在上述的光伏组件焊接加工设备中,所述差分模块,用于:
17、以如下差分公式来计算所述第一尺度特征图和所述第二尺度特征图之间的所述差分特征图;
18、其中,所述差分公式为:
19、
20、其中,f1表示所述第一尺度特征图,f2表示第二尺度特征图,表示按位置作差。
21、在上述的光伏组件焊接加工设备中,所述矩阵化模块,用于:
22、使用联合编码器以如下联合编码公式对所述电流输入向量和所述电压输入向量进行联合编码以生成所述融合检测矩阵;
23、其中,所述联合编码公式为:
24、
25、其中表示向量相乘,m表示所述分类特征矩阵,fa表示所述电流输入向量,fb表示所述电压输入向量,表示所述电压输入向量的转置。
26、在上述的光伏组件焊接加工设备中,所述特征过滤模块,用于:
27、使用所述作为过滤器的第三卷积神经网络模型的各层在层的正向传递中分别进行:
28、对输入数据进行卷积处理以得到卷积特征图;
29、对所述卷积特征图进行沿通道维度的各个特征矩阵池化以得到池化特征图;
30、对所述池化特征图进行非线性激活以得到激活特征图;
31、其中,所述第三卷积神经网络模型的最后一层的输出为所述融合特征向量,所述第三卷积神经网络模型的第一层的输入为所述融合检测矩阵。
32、在上述的光伏组件焊接加工设备中,,所述融合模块,用于:
33、计算所述融合特征向量的转置向量和所述差分特征向量之间的乘积以得到所述分类特征矩阵。
34、在上述的光伏组件焊接加工设备中,所述优化模块,用于:
35、以如下优化公式计算所述分类特征矩阵相对于目标分类函数的运动分布模型的后验表达以得到优化分类特征矩阵;
36、其中,所述优化公式为:
37、
38、其中,mi,j是所述分类特征矩阵的第(i,j)位置的特征值,是所述分类特征矩阵的全局特征均值,log表示以2为底的对数函数值,λ表示预定超参数,mi,j′是所述优化分类特征矩阵的第(i,j)位置的特征值,e为自然常数。
39、在上述的光伏组件焊接加工设备中,所述检测结果生成模块,包括:
40、展开单元,用于将所述优化分类特征矩阵按照行向量或者列向量展开为分类特征向量;
41、全连接编码单元,用于使用所述分类器的全连接层对所述分类特征向量进行全连接编码以得到编码分类特征向量;
42、分类结果生成单元,用于将所述编码分类特征向量输入所述分类器的softmax分类函数以得到所述分类结果。
43、与现有技术相比,本申请提供的光伏组件焊接加工设备,其使用基于深度学习模型的人工智能技术来对焊接过程中的参数以及焊接接头图像进行特征提取和编码,以得到用于表示光伏组件焊接质量是否合格的分类结果。这样通过智能检测光伏组件的焊接质量,提高了检测精度,降低了人力成本。
技术特征:
1.一种光伏组件焊接加工设备,其特征在于,包括:
2.根据权利要求1所述的光伏组件焊接加工设备,其特征在于,所述第一卷积神经网络使用具有第一空洞率的第一卷积核,所述第二卷积神经网络使用具有第二空洞率的第二卷积核,所述第一空洞率不同于所述第二空洞率。
3.根据权利要求2所述的光伏组件焊接加工设备,其特征在于,所述第一卷积核的尺寸与所述第二卷积核的尺寸相等。
4.根据权利要求3所述的光伏组件焊接加工设备,其特征在于,所述差分模块,用于:
5.根据权利要求4所述的光伏组件焊接加工设备,其特征在于,所述矩阵化模块,用于:
6.根据权利要求5所述的光伏组件焊接加工设备,其特征在于,所述特征过滤模块,用于:
7.根据权利要求6所述的光伏组件焊接加工设备,其特征在于,所述融合模块,用于:
8.根据权利要求7所述的光伏组件焊接加工设备,其特征在于,所述优化模块,用于:
9.根据权利要求8所述的光伏组件焊接加工设备,其特征在于,所述检测结果生成模块,包括:
技术总结
本申请涉及太阳能电池加工领域,其具体公开了一种光伏组件焊接加工设备,其使用基于深度学习模型的人工智能技术来对焊接过程中的参数以及焊接接头图像进行特征提取和编码,以得到用于表示光伏组件焊接质量是否合格的分类结果。这样通过智能检测光伏组件的焊接质量,提高了检测精度,降低了人力成本。
技术研发人员:陈文科,李梦宝,王陈
受保护的技术使用者:凤阳瞩日精细科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!