一种车轮轮辋加工用焊接固定装置的制作方法
本发明涉及车轮加工,具体为一种车轮轮辋加工用焊接固定装置。
背景技术:
1、车辆轮辋是连接车辆车轮与车辆悬挂系统之间的重要组件,主要起到支撑车辆重量、提供稳定性和平衡性的作用,当在需要承受重载或恶劣工作环境的情况下则需要使用到钢制车轮,而钢制车轮是由钢板冲压成形的轮辋与轮辐焊接组成,因此为了保证钢制车轮的轮辐与轮辋形成一个稳定的整体结构,则需要在焊接过程中对轮辐与轮辋的位置进行固定,以保证组成的钢制车轮能够承受车辆在行驶中产生的各种力和压力,确保轮胎的稳定性和安全性。
2、现有的车轮轮辋焊接前固定时,先准备好相适配的轮辐和轮辋,并确保二者表面清洁,接着人工使用相应的夹具逐一将轮辐与轮辋待焊接的位置进行固定,并确保轮辐的角度和位置正确随后便可开始焊接,但上述操作存在以下缺点:1、人工对轮辐与轮辋的位置进行调整时存在人为误差,使得轮辐之间的角度出现偏差,从而使得焊接完成的轮辋重量分布不均匀造成轮胎与地面接触不平衡,并且会导致部分焊接点的应力集中,影响轮辐与轮辋的结合强度,降低车轮的强度和耐久性;2、上述焊接固定的全过程均需要人工参与,使得不同钢制车轮的轮辐与轮辋的位置一致性较差,进而导致产品质量的不稳定性,而且人工焊接固定需要较大的劳动强度,因此会导致错误率和生产耗时增加,从而降低钢制车轮的生产效率。
3、所以,为保证组成钢制车轮的轮辐与轮辋形成一个稳定的整体结构,能够承受车辆在行驶中产生的各种力和压力,确保轮胎的稳定性和安全性,本发明提供一种车轮轮辋加工用焊接固定装置。
技术实现思路
1、为了解决上述技术问题,本发明提供一种车轮轮辋加工用焊接固定装置,由以下具体技术手段所达成:
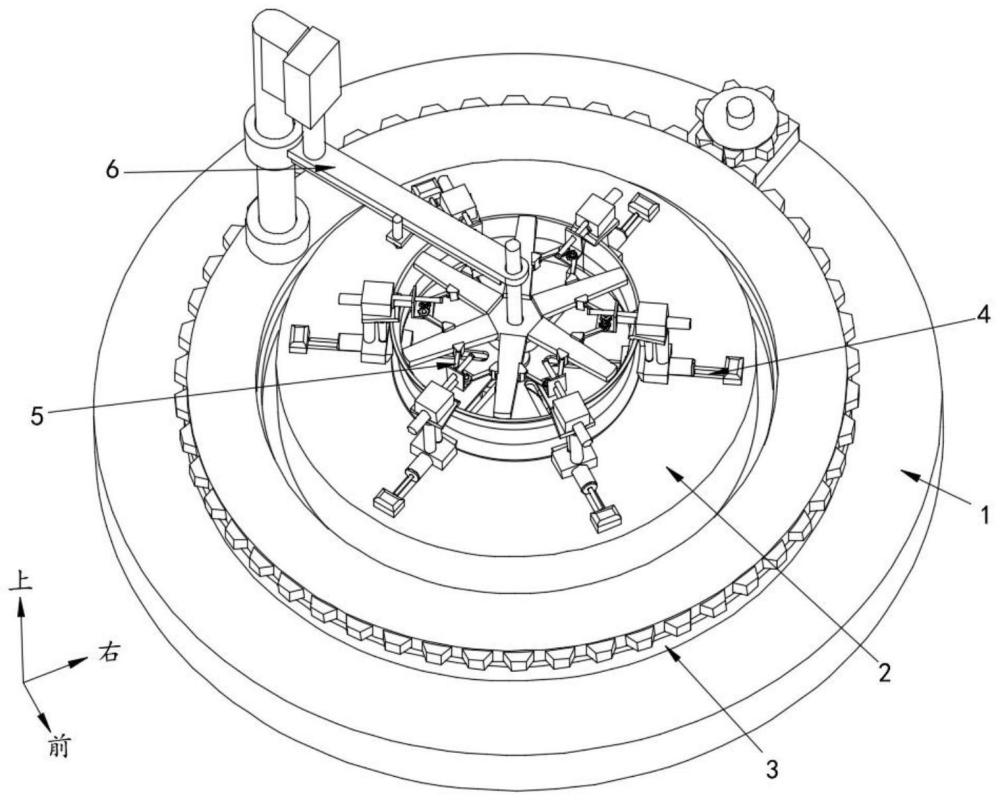
2、一种车轮轮辋加工用焊接固定装置,包括底座,所述底座上端面中心处固定安装有加工圆盘,所述底座上端面固定安装有位于加工圆盘外侧的环滑道,所述加工圆盘上设置有用于自动夹持固定轮辋位置的固辋机构;所述的固辋机构包括设置在加工圆盘上的下夹部,所述下夹部上设置有用于对轮辋上端下压固定的上压部。
3、固辋机构上设置有用于统一夹持限定轮辐位置的固辐机构;所述的固辐机构包括设置在上压部上的伸缩部,所述伸缩部上设置有固角部。
4、环滑道上设置有用于自动焊接轮辐和轮辋连接处的焊接机构;所述的焊接机构包括在底座和环滑道上共同设置的环移部,所述环移部与下夹部上共同设置有移焊部。
5、作为本发明的一种优选技术方案,所述下夹部包括限位滑道、螺杆、第一电机、第一滑块、第二滑块、轴心立杆和载辐架,所述加工圆盘上端面以圆周阵列方式开设有若干限位滑道,所述加工圆盘内转动安装有位于限位滑道下方的螺杆,且螺杆相互靠近的一端均固定套设有第一锥齿轮,所述加工圆盘内部中心处固定安装有第一电机,且第一电机输出端通过固定套设的第二锥齿轮与第一锥齿轮啮合连接,所述限位滑道内滑动安装有第一滑块和第二滑块,且第一滑块和第二滑块通过开设的螺槽与螺杆螺纹连接,第一滑块和第二滑块的螺槽内螺纹为相反设置,螺槽第一滑块和第二滑块的上端面设置有相对应的橡胶抵块,所述加工圆盘的上端面中心处固定安装有轴心立杆,所述轴心立杆上固定安装有用于装载轮辐的载辐架,且载辐架包括中心固定盘与若干承载支架构成。
6、作为本发明的一种优选技术方案,所述上压部包括l型液压管、定拉块、第一活塞杆、伸缩杆和压板,所述第二滑块上固定安装有贯穿橡胶抵块的l型液压管,且l型液压管的下端滑动安装有第一活塞杆,且l型液压管的另一端设置有第二活塞杆,所述加工圆盘上端面固定安装有位于限位滑道远离轴心立杆一端的定拉块,且定拉块与第一活塞杆固定连接,所述第二滑块上端面固定安装有伸缩杆,所述伸缩杆与第二活塞杆的上端共同固定安装有压板,且压板的下端面设置有橡胶板。
7、作为本发明的一种优选技术方案,所述伸缩部包括固定块、液压杆、l型块板和限位滑杆,所述压板的上端面固定安装有固定块,所述固定块内固定安装伸缩端朝向轴心立杆的液压杆,所述液压杆的伸缩端固定安装有l型块板,所述固定块靠近轴心立杆的侧壁固定安装有限位滑杆,且限位滑杆与l型块板滑动连接。
8、作为本发明的一种优选技术方案,所述固角部包括不规则齿轮、支撑臂、定位块、螺栓和齿压板,所述l型块板上通过设置的轴杆转动安装有以液压杆为对称轴左右对称的不规则齿轮,且右侧的不规则齿轮上端面设置有一圈卡齿,左右对称的不规则齿轮相互啮合连接,左右对称所述的不规则齿轮上固定安装有支撑臂,所述支撑臂靠近轴心立杆的一端均铰接有定位块,右侧所述的轴杆上固定安装有螺栓,所述螺栓上螺纹连接有与卡齿配合的齿压板。
9、作为本发明的一种优选技术方案,所述环移部包括齿圈、第二电机、支撑柱和气缸,所述环滑道内滑动连接有齿圈,所述底座上固定安装有第二电机,且第二电机的输出端通过固定套设的齿轮与齿圈啮合连接,所述齿圈的上端面通过设置的轴承转动安装有支撑柱,所述支撑柱的上端固定安装有气缸。
10、作为本发明的一种优选技术方案,所述移焊部包括环移臂、电动滑轨和焊枪,所述气缸伸缩端固定安装有环移臂,且环移臂远离轴心立杆的一端与支撑柱滑动连接,环移臂的另一端套设在轴心立杆上,所述环移臂的下端面固定安装有电动滑轨,所述电动滑轨的移动滑块上固定安装有焊枪。
11、与现有技术相比,本发明具备以下有益效果:
12、1、该车轮轮辋加工用焊接固定装置,通过设置的固辋机构、固辐机构和焊接机构的相互配合使用,将轮辐与轮辋进行自动化固定,并对二者的位置进行自动校准避免二者角度出现偏差影响焊接效果的情况,而且可自动化完成焊接操作,从而在提升焊接固定效率的同时增加车轮的强度和耐久性。
13、2、该车轮轮辋加工用焊接固定装置,通过设置的固辋机构,在焊接前对轮辋的下端进行自动夹持固定同时校准其位置来确定其水平位置,并且同时对轮辋进行下压固定确定其垂直位置,从而保证轮辋与轮辐的相对位置,而且在焊接过程中减少轮辋的振动和晃动,提高焊接质量减少焊接缺陷的产生,确保焊接强度和可靠性。
14、3、该车轮轮辋加工用焊接固定装置,通过设置的固辐机构,在轮辋固定后根据其对轮辐的位置进行限定角度的抵紧夹持,通过特定角度对轮辐的位置进行统一限定,进而确保焊接后轮辐和轮辋的配合度和平衡度,并避免轮辐之间的角度偏差造成焊接点应力集中影响二者结合强度的问题,从而提升车轮的强度和耐久性。
15、4、该车轮轮辋加工用焊接固定装置,通过设置的焊接机构,可以根据固定后轮辋的中心点为旋转中心进行自动转动焊接,并根据二者的固定位置,可更好控制焊接过程中焊接的压力和力度,以达到提高生产效率和一致性的目的,并减少人为因素对焊接质量的影响,提升钢制车轮的生产效率同时确保焊接质量和产品性能。
技术特征:
1.一种车轮轮辋加工用焊接固定装置,包括底座(1),其特征在于:所述底座(1)上端面中心处固定安装有加工圆盘(2),所述底座(1)上端面固定安装有位于加工圆盘(2)外侧的环滑道(3),所述加工圆盘(2)上设置有用于自动夹持固定轮辋位置的固辋机构(4);
2.根据权利要求1所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述下夹部(41)包括限位滑道(411)、螺杆(412)、第一电机(413)、第一滑块(414)、第二滑块(415)、轴心立杆(416)和载辐架(417),所述加工圆盘(2)上端面以圆周阵列方式开设有若干限位滑道(411),所述加工圆盘(2)内转动安装有位于限位滑道(411)下方的螺杆(412),且螺杆(412)相互靠近的一端均固定套设有第一锥齿轮,所述加工圆盘(2)内部中心处固定安装有第一电机(413),且第一电机(413)输出端通过固定套设的第二锥齿轮与第一锥齿轮啮合连接,所述限位滑道(411)内滑动安装有第一滑块(414)和第二滑块(415),且第一滑块(414)和第二滑块(415)通过开设的螺槽与螺杆(412)螺纹连接,第一滑块(414)和第二滑块(415)的螺槽内螺纹为相反设置,螺槽第一滑块(414)和第二滑块(415)的上端面设置有相对应的橡胶抵块,所述加工圆盘(2)的上端面中心处固定安装有轴心立杆(416),所述轴心立杆(416)上固定安装有用于装载轮辐的载辐架(417),且载辐架(417)包括中心固定盘与若干承载支架构成。
3.根据权利要求2所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述上压部(42)包括l型液压管(421)、定拉块(422)、第一活塞杆(423)、伸缩杆(424)和压板(425),所述第二滑块(415)上固定安装有贯穿橡胶抵块的l型液压管(421),且l型液压管(421)的下端滑动安装有第一活塞杆(423),且l型液压管(421)的另一端设置有第二活塞杆,所述加工圆盘(2)上端面固定安装有位于限位滑道(411)远离轴心立杆(416)一端的定拉块(422),且定拉块(422)与第一活塞杆(423)固定连接,所述第二滑块(415)上端面固定安装有伸缩杆(424),所述伸缩杆(424)与第二活塞杆的上端共同固定安装有压板(425),且压板(425)的下端面设置有橡胶板。
4.根据权利要求3所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述伸缩部(51)包括固定块(511)、液压杆(512)、l型块板(513)和限位滑杆(514),所述压板(425)的上端面固定安装有固定块(511),所述固定块(511)内固定安装伸缩端朝向轴心立杆(416)的液压杆(512),所述液压杆(512)的伸缩端固定安装有l型块板(513),所述固定块(511)靠近轴心立杆(416)的侧壁固定安装有限位滑杆(514),且限位滑杆(514)与l型块板(513)滑动连接。
5.根据权利要求4所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述固角部(52)包括不规则齿轮(521)、支撑臂(522)、定位块(523)、螺栓(524)和齿压板(525),所述l型块板(513)上通过设置的轴杆转动安装有以液压杆(512)为对称轴左右对称的不规则齿轮(521),且右侧的不规则齿轮(521)上端面设置有一圈卡齿,左右对称的不规则齿轮(521)相互啮合连接,左右对称所述的不规则齿轮(521)上固定安装有支撑臂(522),所述支撑臂(522)靠近轴心立杆(416)的一端均铰接有定位块(523),右侧所述的轴杆上固定安装有螺栓(524),所述螺栓(524)上螺纹连接有与卡齿配合的齿压板(525)。
6.根据权利要求1所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述环移部(61)包括齿圈(611)、第二电机(612)、支撑柱(613)和气缸(614),所述环滑道(3)内滑动连接有齿圈(611),所述底座(1)上固定安装有第二电机(612),且第二电机(612)的输出端通过固定套设的齿轮与齿圈(611)啮合连接,所述齿圈(611)的上端面通过设置的轴承转动安装有支撑柱(613),所述支撑柱(613)的上端固定安装有气缸(614)。
7.根据权利要求6所述的一种车轮轮辋加工用焊接固定装置,其特征在于:所述移焊部(62)包括环移臂(621)、电动滑轨(622)和焊枪(623),所述气缸(614)伸缩端固定安装有环移臂(621),且环移臂(621)远离轴心立杆(416)的一端与支撑柱(613)滑动连接,环移臂(621)的另一端套设在轴心立杆(416)上,所述环移臂(621)的下端面固定安装有电动滑轨(622),所述电动滑轨(622)的移动滑块上固定安装有焊枪(623)。
技术总结
本发明涉及车轮加工技术领域,具体为一种车轮轮辋加工用焊接固定装置,包括底座,所述底座上端面中心处固定安装有加工圆盘,所述底座上端面固定安装有位于加工圆盘外侧的环滑道,所述加工圆盘上设置有用于自动夹持固定轮辋位置的固辋机构。将轮辐与轮辋进行自动化固定,并对二者的位置进行自动校准避免二者角度出现偏差影响焊接效果的情况,而且可自动化完成焊接操作,从而在提升焊接固定效率的同时增加车轮的强度和耐久性,在焊接前对轮辋的下端进行自动夹持固定同时校准其位置来确定其水平位置,并且同时对轮辋进行下压固定确定其垂直位置,从而保证轮辋与轮辐的相对位置,减少轮辋焊接过程中的振动和晃动,确保焊接强度和可靠性。
技术研发人员:刘芳絮,王相菊,文德华,秦平
受保护的技术使用者:山东山工钢圈有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!