一种薄壁型材铝产品机加工用夹具的制作方法
本发明涉及薄壁型材夹具的,具体涉及一种薄壁型材铝产品机加工用夹具。
背景技术:
1、薄壁型材,特别是铝制品的薄壁型材,在机加工过程中极其容易出现变形,导致产品不合格。为了使得薄壁型材不变形,薄壁型材的夹具通常会大面积覆盖薄壁型材表面,形成阻挡,导致加工不顺畅,甚至无法加工,故加工效率极低,并且在铣削薄壁型材中部的台阶时,目前夹具均无法一次铣削完成,难以满足加工要求;且在加工过程中,薄壁型材工件容易松动,导致工件振动,从而引起振刀纹。
2、现有技术中,公告号为cn217832829u的专利文献公开了一种镁合金薄壁型材专用夹具;包括底板、夹紧组件和多组压紧组件,夹紧组件包括双轴推紧气缸、动定位块和静定位块,静定位块与底板固定连接,并位于底板的上方,双轴推紧气缸与底板固定连接,动定位块与双轴推紧气缸的输出端固定连接,通过将型材型腔对准静定位块,然后双轴推紧气缸往前推动动定位块,使型材型腔同时插入动定位块和静定位块,使型材中心线与夹具的中心线重合,同时通过开口槽内的压紧组件在上、下方向上压紧型材,使得型材被牢牢固定在底板上。上述方案通过夹紧组件和多组压紧组件能够牢牢固定薄壁型材,夹紧和压紧组件遮挡面积也较小,但在边缘部仍有部分遮挡,且不适用于铣削薄壁型材,因为压紧组件阻挡了铣刀的进给路线,且将夹具整体竖立起来适应铣刀切削后,其中部会出现松动,不利于精准稳定地完成加工,其夹具安装和拆卸薄壁型材也较为复杂,影响加工效率。
技术实现思路
1、本发明为弥补现有薄壁型材夹具技术方面的不足,提出一种结构简单,适用于铣削薄壁型材中部的台阶,夹具部件不会阻挡铣刀的进给路线,且安装和拆卸薄壁型材便捷稳定,避免产生振刀纹,加工效率高的薄壁型材铝产品机加工用夹具。
2、具体技术方案如下:
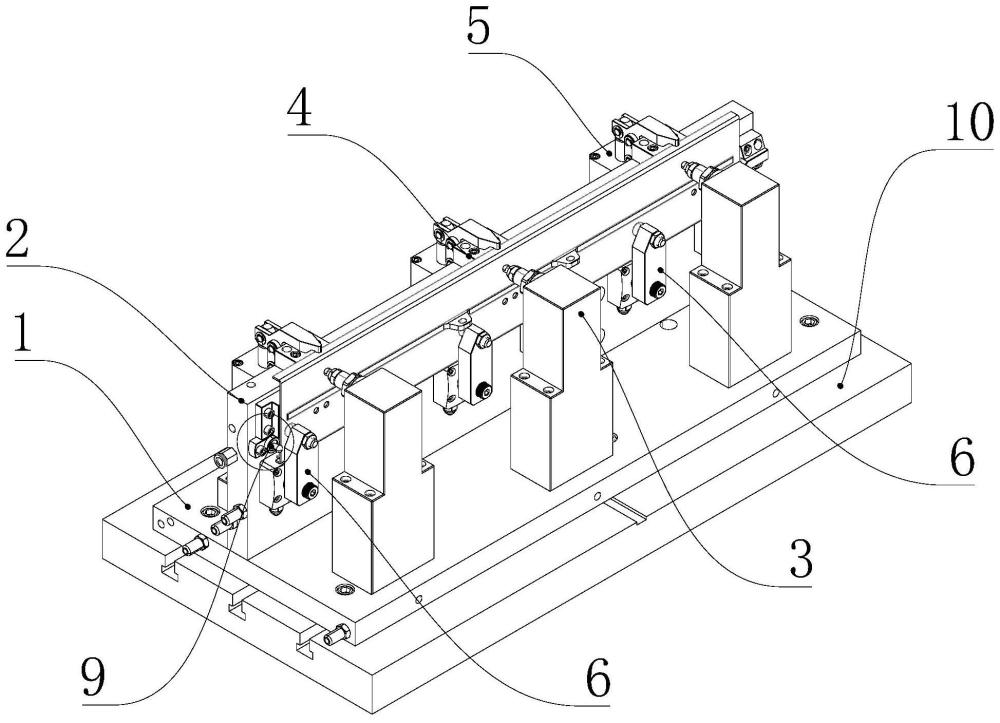
3、一种薄壁型材铝产品机加工用夹具,包括有安装底板和安装立板,所述安装立板竖直设立在安装底板中部,在所述安装底板上安装有侧推预定位机组,所述安装立板顶部设置有工件上支撑台,所述侧推预定位机组输出端正对该工件上支撑台端面,还包括有工件下压机组,该工件下压机组输出端正对工件上支撑台上表面,所述安装立板中部均匀安装有工件侧压机构。
4、作为优选:在所述安装立板中部还安装有工件下支撑台,所述工件侧压机构输出端正对该工件下支撑台的台面,且工件下支撑台的台面与工件上支撑台端面竖向平齐。
5、作为优选:在所述工件下支撑台中设置有气密检测机构,用于检测工件侧压机构对薄壁型材铝产品是否压紧到位。
6、作为优选:在所述安装立板左右侧部分别设置有限位块和限位柱塞,用于限定薄壁型材铝产品端面位置。
7、作为优选:所述限位柱塞设置有限位座和柱塞卡头,所述柱塞卡头具有球状安装部和倒圆锥柱状卡头部,倒圆锥柱状卡头部用于与夹紧薄壁型材铝产品端面位置,所述限位座设有安装槽,所述柱塞卡头球状安装部活动安装在该安装槽中,且安装槽设有弹簧结构,弹簧结构分别与限位座和柱塞卡头连接,用于柱塞卡头在弹性作用下复位。
8、作为优选:所述侧推预定位机组包括有至少一个侧推预定位机构。
9、作为优选:所述侧推预定位机组由三个侧推预定位机构组成,所述侧推预定位机构设置有侧推安装座,所述侧推安装座通过螺钉结构安装在安装底板上,所述侧推安装座中设置有侧推油缸,所述侧推油缸具有伸缩输出轴,该伸缩输出轴端面开设有螺孔,所述伸缩输出轴端面通过该螺孔安装有侧推压头,该侧推压头具有螺杆安装部,该螺杆安装部与所述螺孔配合,所述侧推压头呈圆柱状。
10、作为优选:所述工件下压机组安装在安装底板或安装立板上,且工件下压机组包括有至少两个工件下压机构。
11、作为优选:所述工件下压机组由三个工件下压机构组成,所述工件下压机构设置有下压安装座,该下压安装座通过螺钉结构安装在安装底板上,所述下压安装座中设置有下压驱动油缸,所述下压驱动油缸具有推拉输出轴,所述推拉输出轴端部连接有压板,且推拉输出轴端部与压板一端部转动连接,所述压板中部与下压安装座顶部铰接,且压板另一端部为压头部,用于压紧薄壁型材铝产品上侧。
12、作为优选:所述工件侧压机构设置有侧压转动油缸,该侧压转动油缸通过螺钉安装在安装立板上,且侧压转动油缸具有旋转输出轴,所述旋转输出轴末端为螺杆,在所述旋转输出轴末端安装有转动支板,并通过在螺杆上套设螺母限位固定,所述转动支板另一端部通过螺杆安装有侧压头。
13、本发明的有益效果为:
14、1、设置有柱塞卡头与限位座配合卡紧在薄壁型材铝产品端面,且柱塞卡头与侧压头65转动设计均便于工件安装,提高工件安装效率;
15、2、通过侧推预定位机组先将薄壁型材铝产品上侧部紧压到工件上支撑台端面上,进行前后方向的压紧定位,再通过工件下压机组将薄壁型材工件上侧折弯部紧压到折弯部上表面,故而工件下压机组在对薄壁型材工件上下方向进行限位夹紧的同时,也对薄壁型材铝产品前后方向也具有夹紧限位作用,特别是对于薄壁型材铝产品上侧部前后方向的夹紧限位作用更大,故而可移除侧推预定位机组的输出端,使得对薄壁型材中部的台阶铣削加工路线将不再有夹具阻挡,故而一次走刀完成即可完成整个加工路线的铣削加工,加工效率高;
16、3、通过工件侧压机构转动侧压头将薄壁型材铝产品下侧部紧压到工件下支撑台台面上,完成对薄壁型材工件下侧部前后方向的夹紧限位作用,补足对对薄壁型材工件限位不稳定因素,做到完全限位,避免加工过程中产生振刀纹,且工件侧压机构设置位置也不会对铣削加工路线造成干扰。
技术特征:
1.一种薄壁型材铝产品机加工用夹具,其特征在于:包括有安装底板(1)和安装立板(2),所述安装立板(2)竖直设立在安装底板(1)中部,在所述安装底板(1)上安装有侧推预定位机组(3),所述安装立板(2)顶部设置有工件上支撑台(4),所述侧推预定位机组(3)输出端正对该工件上支撑台(4)端面,还包括有工件下压机组(5),该工件下压机组(5)输出端正对工件上支撑台(4)上表面,所述安装立板(2)中部均匀安装有工件侧压机构(6)。
2.根据权利要求1所述的薄壁型材铝产品机加工用夹具,其特征在于:在所述安装立板(2)中部还安装有工件下支撑台(7),所述工件侧压机构(6)输出端正对该工件下支撑台(7)的台面,且工件下支撑台(7)的台面与工件上支撑台(4)端面竖向平齐。
3.根据权利要求2所述的薄壁型材铝产品机加工用夹具,其特征在于:在所述工件下支撑台(7)中设置有气密检测机构,用于检测工件侧压机构(6)对薄壁型材铝产品是否压紧到位。
4.根据权利要求1-3任一项所述的薄壁型材铝产品机加工用夹具,其特征在于:在所述安装立板(2)左右侧部分别设置有限位块(8)和限位柱塞(9),用于限定薄壁型材铝产品端面位置。
5.根据权利要求4所述的薄壁型材铝产品机加工用夹具,其特征在于:所述限位柱塞(9)设置有限位座(91)和柱塞卡头(92),所述柱塞卡头(92)具有球状安装部和倒圆锥柱状卡头部,倒圆锥柱状卡头部用于与夹紧薄壁型材铝产品端面位置,所述限位座(91)设有安装槽,所述柱塞卡头(92)球状安装部活动安装在该安装槽中,且安装槽设有弹簧结构,弹簧结构分别与限位座(91)和柱塞卡头(92)连接,用于柱塞卡头(92)在弹性作用下复位。
6.根据权利要求1-3或5任一项所述的薄壁型材铝产品机加工用夹具,其特征在于:所述侧推预定位机组(3)包括有至少一个侧推预定位机构。
7.根据权利要求6所述的薄壁型材铝产品机加工用夹具,其特征在于:所述侧推预定位机组(3)由三个侧推预定位机构组成,所述侧推预定位机构设置有侧推安装座(31),所述侧推安装座(31)通过螺钉结构安装在安装底板(1)上,所述侧推安装座(31)中设置有侧推油缸(32),所述侧推油缸(32)具有伸缩输出轴(33),该伸缩输出轴(33)端面开设有螺孔,所述伸缩输出轴(33)端面通过该螺孔安装有侧推压头(34),该侧推压头(34)具有螺杆安装部,该螺杆安装部与所述螺孔配合,所述侧推压头(34)呈圆柱状。
8.根据权利要求1-3、5或7任一项所述的薄壁型材铝产品机加工用夹具,其特征在于:所述工件下压机组(5)安装在安装底板(1)或安装立板(2)上,且工件下压机组(5)包括有至少两个工件下压机构。
9.根据权利要求8所述的薄壁型材铝产品机加工用夹具,其特征在于:所述工件下压机组(5)由三个工件下压机构组成,所述工件下压机构设置有下压安装座(51),该下压安装座(51)通过螺钉结构安装在安装底板(1)上,所述下压安装座(51)中设置有下压驱动油缸(52),所述下压驱动油缸(52)具有推拉输出轴(53),所述推拉输出轴(53)端部连接有压板(54),且推拉输出轴(53)端部与压板(54)一端部转动连接,所述压板(54)中部与下压安装座(51)顶部铰接,且压板(54)另一端部为压头部,用于压紧薄壁型材铝产品上侧。
10.根据权利要求1-3、5、7或9任一项所述的薄壁型材铝产品机加工用夹具,其特征在于:所述工件侧压机构(6)设置有侧压转动油缸(61),该侧压转动油缸(61)通过螺钉安装在安装立板(2)上,且侧压转动油缸(61)具有旋转输出轴(62),所述旋转输出轴(62)末端为螺杆,在所述旋转输出轴(62)末端安装有转动支板(64),并通过在螺杆上套设螺母限位固定,所述转动支板(64)另一端部通过螺杆安装有侧压头(65)。
技术总结
一种薄壁型材铝产品机加工用夹具,包括有安装底板和安装立板,所述安装立板竖直设立在安装底板中部,在所述安装底板上安装有侧推预定位机组,所述安装立板顶部均匀设置有工件上支撑台,所述侧推预定位机组输出端正对该工件上支撑台端面,还包括有工件下压机组,该工件下压机组输出端正对工件上支撑台上表面,所述安装立板中部均匀安装有工件侧压机构。本发明结构简单,适用于铣削薄壁型材中部的台阶,夹具部件不会阻挡铣刀的进给路线,且安装和拆卸薄壁型材便捷稳定,避免产生振刀纹,加工效率高。
技术研发人员:黄川
受保护的技术使用者:重庆渝江压铸股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!