一种焊接反变形补偿工装及方法与流程
本发明涉及焊接相关,特别涉及一种焊接反变形补偿工装及方法。
背景技术:
1、为了提高新能源汽车的续航,电池需要增加容量,而大容量续航的关键点在于在箱体设置二层支架,即在车身内部电磁模组上端增加多一层电磁模组,在箱体高度方向较高的情况下,可增加二层支架与箱体配合。但是,再生产过程中,上层支架焊接后,产品轮廓度存在超差问题。现有技术中,是通过在焊接后使用矫正工装进行矫正,但此方法整形轮廓度范围局限,整形达不到材料变形屈服点,对于平面度改善效果十分局限。但若整形达到材料变形屈服点,又有焊缝开裂风险及零件凹凸变形严重现象存在。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种焊接反变形补偿工装及方法,能够解决工件焊接后产生变形的问题。
2、根据本发明的第一方面实施例的一种焊接反变形补偿工装,包括:机架、第一定位机构、第二定位机构、限位支撑机构及变形补偿装置,至少一个所述第一定位机构设于所述机架,所述第一定位机构用于对所述第一工件的长度方向进行定位,两个所述第二定位机构设于至少一个所述第一定位机构的相对两侧的机架上,所述第二工件用于设置在两个所述第二定位机构之间,且两个所述第二定位机构用于对所述第二工件的长度方向进行定位,至少两个所述限位支撑机构设于所述机架,至少两个所述限位支撑机构用于对对应的所述第一工件和所述第二工件进行支撑限位,所述变形补偿装置设于所述机架,所述变形补偿装置用于驱使所述第二工件和/或所述第一工件在焊接前产生预定的反变形补偿量。
3、根据本发明实施例的一种焊接反变形补偿工装,至少具有如下有益效果:通过第一定位机构能够把第一工件焊接于第二工件之前进行定位,再通过两个第二定位机构能够将第二工件定位放置,然后通过限位支撑机构能够限制第一工件及第二工件的移动,通过变形补偿装置能够作用于第一工件和/或第二工件焊接后会产生变形的目标区域,并且驱动其进行反方向变形,使其在后续焊接工艺过后,能够抵消焊接应力形成的变形,使工件轮廓变形量处于合理范围内。
4、根据本发明的一些实施例,所述第一定位机构包括相对设置的第一定位块及第一压紧部件,所述第一工件位于对应的所述第一定位块及所述第一压紧部件之间,所述第一压紧部件能够朝向所述第一定位块的方向运动,以将所述第一工件的长度方向压紧定位。
5、根据本发明的一些实施例,所述第一工件设置有至少三个,其中两个所述第一工件设置在所述第二工件的两端,所述第二定位机构包括第二定位块和第二压紧部件,所述第二定位块和所述第二压紧部件相对设置,所述第二定位块和所述第二压紧部件之间设有对应的所述第一工件,所述第一工件用于与对应的所述第二工件的端部抵接,以对所述第二工件定位。
6、根据本发明的一些实施例,所述变形补偿装置包括第一直线驱动机构及支撑组件,所述第二工件位于所述第一直线驱动机构与所述支撑组件之间,所述第一直线驱动机构能够驱动所述第二工件发生形变。
7、根据本发明的一些实施例,所述支撑组件包括第一直线驱动件、调节限位件及支撑部,所述第一直线驱动件设于所述机架,所述支撑部设于所述第一直线驱动件输出端,所述第一直线驱动件能够驱动所述支撑部向所述第二工件运动,所述调节限位件可拆卸地设于所述机架,并且所述调节限位件能够与所述支撑部抵接,以限制所述第一直线驱动件的驱动行程。
8、根据本发明的一些实施例,所述第一直线驱动机构包括驱动部及工作部,所述工作部设于所述驱动部,所述驱动部能够驱动所述工作部向所述支撑部施压,所述支撑部包括两个间隔设置的支撑块,所述工作部能够向两个所述支撑块之间的方向施压。
9、根据本发明的一些实施例,所述限位支撑机构包括至少一个第一限位组件及至少一个第二限位组件,所述第一限位组件能够对所述第一工件进行支撑限位,所述第二限位组件能够对所述第二工件进行支撑限位。
10、根据本发明的一些实施例,所述第一限位组件包括第一横向限位块、第一横向压紧件、第一纵向限位块及第一纵向压紧件,所述第一横向限位块与所述第一横向压紧件相对地设于所述第一工件的宽度方向两侧,所述第一纵向限位块与所述第一纵向压紧件位于所述第一工件的上下两侧,所述第一横向压紧件能够向所述第一横向限位块的方向运动以将所述第一工件横向支撑限位,所述第一纵向压紧件能够向所述第一纵向限位块的方向运动以将所述第一工件的纵向支撑限位。
11、根据本发明的一些实施例,所述第二限位组件包括第二横向限位块、第二横向压紧件、第二纵向限位块及第二纵向压紧件,所述第二横向限位块与所述第二横向压紧件相对地设于所述第二工件的宽度方向两侧,所述第二纵向限位块与所述第二纵向压紧件位于所述第二工件的上下两侧,所述第二横向压紧件能够向所述第二横向限位块的方向运动以将所述第二工件横向支撑限位,所述第二纵向压紧件能够向所述第二纵向限位块的方向运动以将所述第二工件的纵向支撑限位。
12、根据本发明的第二方面实施例的一种焊接反变形补偿方法,包括采用上述的一种焊接反变形补偿工装,其步骤包括:步骤一:更换所述调节限位件,以调节变形行程;步骤二:启动所述第一直线驱动件,以驱动所述支撑部与所述调节限位件抵接;步骤三:放置所述第二工件,并采用所述第二定位机构定位,放置所述第一工件,并采用所述第一定位机构定位,启动所述限位支撑机构对各个所述第一工件及所述第二工件进行支撑限位;步骤四:启动所述第一直线驱动机构,对所述第一工件和/或所述第二工件进行施压,焊接变形量为xmm,所述第一直线驱动机构驱动所述工件的补偿反变形量为xmm-2xmm之间;步骤五:对各个所述工件进行焊接,并且所述变形补偿装置靠近所述工件的焊接位置设置,并且两个相互焊接的所述工件之间的焊接缝隙<0.5mm。
13、根据本发明实施例的一种焊接反变形补偿方法,至少具有如下有益效果:通过使用上述的焊接反变形补偿工装,再结合上述步骤,能够使交叉搭接的两个工件在焊接后的轮廓变形量小,焊接质量好。
14、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
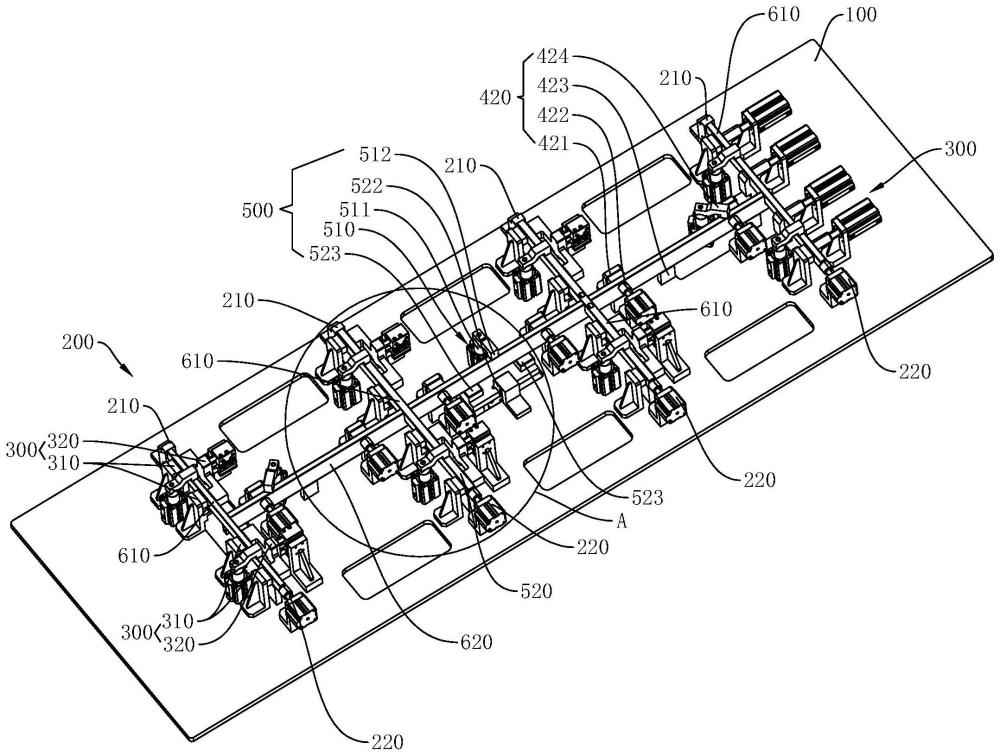
1.一种焊接反变形补偿工装,用于焊接需交叉连接的两种工件,所述工件包括第二工件(620)和至少一个第一工件(610),其特征在于,包括:
2.根据权利要求1所述的一种焊接反变形补偿工装,其特征在于,所述第一定位机构(200)包括相对设置的第一定位块(210)及第一压紧部件(220),所述第一工件(610)位于对应的所述第一定位块(210)及所述第一压紧部件(220)之间,所述第一压紧部件(220)能够朝向所述第一定位块(210)的方向运动,以将所述第一工件(610)的长度方向压紧定位。
3.根据权利要求2所述的一种焊接反变形补偿工装,其特征在于,所述第一工件(610)设置有至少三个,其中两个所述第一工件(610)设置在所述第二工件(620)的两端,所述第二定位机构(300)包括第二定位块(310)和第二压紧部件(320),所述第二定位块(310)和所述第二压紧部件(320)相对设置,所述第二定位块(310)和所述第二压紧部件(320)之间设有对应的所述第一工件(610),所述第一工件(610)用于与对应的所述第二工件(620)的端部抵接,以对所述第二工件(620)定位。
4.根据权利要求1所述的一种焊接反变形补偿工装,其特征在于,所述变形补偿装置(500)包括第一直线驱动机构(510)及支撑组件(520),所述第二工件(620)位于所述第一直线驱动机构(510)与所述支撑组件(520)之间,所述第一直线驱动机构(510)能够驱动所述第二工件(620)发生形变。
5.根据权利要求4所述的一种焊接反变形补偿工装,其特征在于,所述支撑组件(520)包括第一直线驱动件(521)、调节限位件(522)及支撑部(523),所述第一直线驱动件(521)设于所述机架(100),所述支撑部(523)设于所述第一直线驱动件(521)输出端,所述第一直线驱动件(521)能够驱动所述支撑部(523)向所述第二工件(620)运动,所述调节限位件(522)可拆卸地设于所述机架(100),并且所述调节限位件(522)能够与所述支撑部(523)抵接,以限制所述第一直线驱动件(521)的驱动行程。
6.根据权利要求5所述的一种焊接反变形补偿工装,其特征在于,所述第一直线驱动机构(510)包括驱动部(511)及工作部(512),所述工作部(512)设于所述驱动部(511),所述驱动部(511)能够驱动所述工作部(512)向所述支撑部(523)施压,所述支撑部(523)包括两个间隔设置的支撑块,所述工作部(512)能够向两个所述支撑块之间的方向施压。
7.根据权利要求1所述的一种焊接反变形补偿工装,其特征在于,所述限位支撑机构包括至少一个第一限位组件(410)及至少一个第二限位组件(420),所述第一限位组件(410)能够对所述第一工件(610)进行支撑限位,所述第二限位组件(420)能够对所述第二工件(620)进行支撑限位。
8.根据权利要求7所述的一种焊接反变形补偿工装,其特征在于,所述第一限位组件(410)包括第一横向限位块(411)、第一横向压紧件(412)、第一纵向限位块(413)及第一纵向压紧件(414),所述第一横向限位块(411)与所述第一横向压紧件(412)相对地设于所述第一工件(610)的宽度方向两侧,所述第一纵向限位块(413)与所述第一纵向压紧件(414)位于所述第一工件(610)的上下两侧,所述第一横向压紧件(412)能够向所述第一横向限位块(411)的方向运动以将所述第一工件(610)横向支撑限位,所述第一纵向压紧件(414)能够向所述第一纵向限位块(413)的方向运动以将所述第一工件(610)的纵向支撑限位。
9.根据权利要求8所述的一种焊接反变形补偿工装,其特征在于,所述第二限位组件(420)包括第二横向限位块(421)、第二横向压紧件(422)、第二纵向限位块(423)及第二纵向压紧件(424),所述第二横向限位块(421)与所述第二横向压紧件(422)相对地设于所述第二工件(620)的宽度方向两侧,所述第二纵向限位块(423)与所述第二纵向压紧件(424)位于所述第二工件(620)的上下两侧,所述第二横向压紧件(422)能够向所述第二横向限位块(421)的方向运动以将所述第二工件(620)横向支撑限位,所述第二纵向压紧件(424)能够向所述第二纵向限位块(423)的方向运动以将所述第二工件(620)的纵向支撑限位。
10.一种焊接反变形补偿方法,其特征在于,包括采用权利要求6所述的一种焊接反变形补偿工装,其步骤包括:
技术总结
本发明公开了一种焊接反变形补偿工装及方法,包括机架、第一定位机构、第二定位机构、限位支撑机构及变形补偿装置,至少一个第一定位机构设于机架,第一定位机构用于对第一工件的长度方向进行定位,两个第二定位机构设于至少一个第一定位机构的相对两侧的机架上,第二工件用于设置在两个第二定位机构之间,且两个第二定位机构用于对第二工件的长度方向进行定位,至少两个限位支撑机构设于机架,至少两个限位支撑机构用于对对应的第一工件和第二工件进行支撑限位,变形补偿装置设于机架,变形补偿装置用于驱使第二工件和/或第一工件在焊接前产生预定的反变形补偿量。
技术研发人员:吴敏豪,薛松平,黄先亮,宾炜,杨征天
受保护的技术使用者:广东和胜新能源科技有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!