活套控制方法、装置、控制器及存储介质与流程
本发明涉及轧钢领域,具体而言,涉及一种活套控制方法、装置、控制器及存储介质。
背景技术:
1、棒线材产线活套安装于两个机架之间,用来检测和调整相邻机架间速度关系以实现无张力轧制,减小或消除轧件尺寸波动。
2、如图1所示,活套控制系统由活套器、气动执行器及电气控制装置三部分组成,活套器包含过钢通道、入口导轮、起套轮和出口导轮组成;气动执行器部分包含气缸及电磁阀组成;电气控制装置部分包含控制器、活套检测器以及电磁阀线圈组成。如图1所示,活套动作包括起套轮的抬起,称为起套,起套轮收回,称为落套两个动作。控制器发送起套指令,控制电磁阀通断气源,气缸动作,起套轮抬起;控制器发出落套指令,控制电磁阀通断气源,气缸动作,起套轮收回。
3、如图2所示,活套起套:当轧件头部依次通过上上游机架(n-1)h、上游机架nh,经过活套器通道后,进入下游机架(n+1)h,控制系统结合活套检测器信号、下游机架(n+1)h咬钢信号以及人机界面设定的起套延时时间t1(轧件头部咬入(n-1)h后开始计时),发出起套指令。
4、活套落套:当轧件尾部离开上上游机架(n-1)h,控制系统结合活套检测器信号、机架咬钢信号及人机界面设定的落套延时时间t2(轧件尾部脱离(n-1)h后开始计时),发出落套指令。
5、活套调节:活套起套后,当活套检测器检测到的轧件高度h(套量)高于人机界面设定的起套高度h,控制系统自动计算出速度修正值δ(此时δ<0),并发送到上游机架nh,上游机架nh的速度vn=vn+δ,上游机架nh减速,以减少上游机架nh轧件秒流量,从而使轧件高度h等于设定高度h。当活套检测器检测到的轧件高度h低于人机界面设定的起套高度h,控制系统自动计算出速度修正值δ(此时δ>0),并发送到上游机架nh,上游机架nh的速度vn=vn+δ,上游机架nh加速,增加上游机架nh轧件秒流量,从而使轧件高度h等于设定高度h。
6、基于现有的活套控制方法,速度修正值大小由h-h的大小决定,速度修正值δ以及响应速度k受传动系统影响,剧烈速度负修正直接带来的就是传动系统速度剧烈波动,当瞬间大幅度减速时,对于一些老的产线,电机产生的能量无法及时通过变频器回馈到电网,触发变频器过电压保护停机,机架压钢,既影响生产顺行,又带来安全隐患。
7、剧烈速度负修正产生原因:因现场环境原因,或者活套检测器本身故障等原因,检测高度h瞬间远远大于实际高度或设定高度h,从而瞬间产生一个或多个非常大的负修正值δ。因轧辊导卫等原因,造成轧件直接从上游机架nh出口飞出,无法进入下游机架(n+1)h,活套检测器检测到非常大高度值h后,控制系统仍按原有设定的规则进行调节,控制系统也不能发出报警,造成大范围堆钢或飞钢,轻者设备损坏,重者造成安全事故。
技术实现思路
1、本发明的目的在于提供一种活套控制方法、装置、控制器及存储介质,能够避免设备事故的发生。
2、为了实现上述目的,本技术实施例采用的技术方案如下:
3、第一方面,本技术实施例提供了一种活套控制方法,应用于活套控制系统的控制器,所述活套控制系统还包括活套器和气动执行器,所述方法包括:
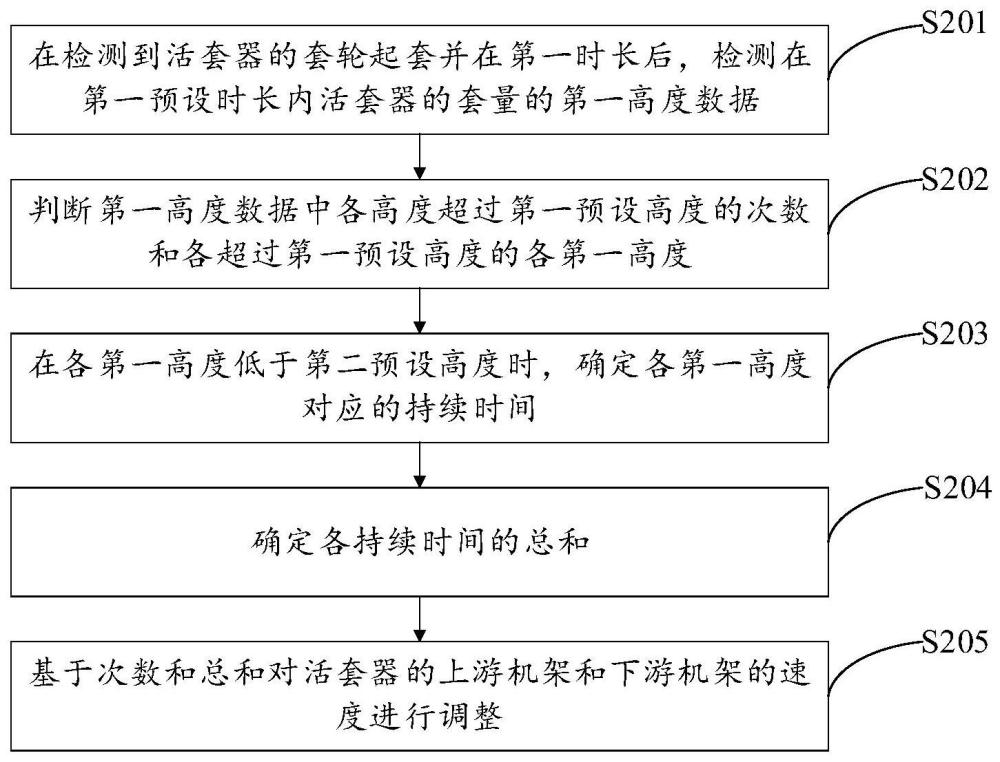
4、在检测到所述活套器的套轮起套并在第一时长后,检测在第一预设时长内所述活套器的套量的第一高度数据;
5、判断所述第一高度数据中各高度超过第一预设高度的次数和各超过所述第一预设高度的各第一高度;
6、在各所述第一高度低于第二预设高度时,确定各所述第一高度对应的持续时间,其中,第一预设高度小于第二预设高度;
7、确定各所述持续时间的总和;
8、基于所述次数和所述总和对所述活套器的上游机架和下游机架的速度进行调整。
9、在可选的实施方式中,所述基于所述次数和所述总和对所述活套器的上游机架和下游机架的速度进行调整的步骤,包括:
10、将所述次数与预设次数进行比较;
11、在所述次数小于所述预设次数时,将所述持续时间的总和与第二预设时长进行比较;
12、在所述持续时间的总和小于所述第二预设时长时,基于各所述第一高度数据确定速度修正量;
13、基于所述速度修正量对上游机架的速度进行调整。
14、在可选的实施方式中,所述方法还包括:
15、在所述次数大于所述预设次数或者所述持续时间大于所述第二预设时长时,输出报警提示信息。
16、在可选的实施方式中,所述方法还包括:
17、在检测到轧件通过上游机架且在第一时长后,判断在第二时长后,是否接收到所述活套器的活套检测器的有钢信号,其中,第二时长为上游机架与所述活套器的活套检测器之间的距离与所述上游机架的运行速度的比值,所述上游机架设置在所述活套器的活套检测器的上游;
18、若否,则输出报警提示信息。
19、在可选的实施方式中,所述方法还包括:
20、在检测到轧件通过上游机架且在第一时长后,接收到所述活套器的活套检测器的有钢信号,判断第三时长后是否向所述活套器发出起套指令,其中,所述第三时长为所述活套器的活套检测器与下游机架之间的距离与所述上游机架的运行速度的比值,所述活套检测器设置在所述上游机架和所述下游机架之间;
21、若否,则输出报警提示信息。
22、在可选的实施方式中,所述方法还包括:
23、确定所述活套器的活套检测器在第四时长内检测的套量的第二高度数据,其中,所述第四时长表示在接收到所述活套检测器的活套检测器的有钢信号时至在检测到所述活套器的套轮起套并延时第一时长时的时长;
24、判断所述第二高度数据中是否包含大于所述第二预设高度的第二高度;
25、若是,则输出报警提示信息。
26、第二方面,本技术实施例提供了一种活套控制装置,所述装置包括:
27、检测模块,用于在检测到活套器的套轮起套并在第一时长后,检测在第一预设时长内所述活套器的套量的第一高度数据;
28、判断模块,用于判断所述第一高度数据中各高度超过第一预设高度的次数和各超过所述第一预设高度的各第一高度;
29、确定模块,用于在各所述第一高度低于第二预设高度时,确定各所述第一高度对应的持续时间,其中,第一预设高度小于第二预设高度确定各所述持续时间的总和;
30、调整模块,用于基于所述次数和所述总和对所述活套器的前后机架的速度进行调整。
31、第三方面,本技术实施例提供了一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现所述活套控制方法的步骤。
32、第四方面,本技术实施例提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现所述活套控制方法的步骤。
33、本技术具有以下有益效果:
34、本技术通过在检测到活套器的套轮起套并在第一时长后,检测在第一预设时长内活套器的套量的第一高度数据,判断第一高度数据中各高度超过第一预设高度的次数和各超过第一预设高度的各第一高度,在各第一高度低于第二预设高度时,确定各第一高度对应的持续时间,其中,第一预设高度小于第二预设高度,确定各持续时间的总和,基于次数和总和对活套器的上游机架和下游机架的速度进行调整。通过对活套检测器反馈的信号进行处理,可有效消除因干扰等因素产生误信号指导控制系统发出错误指令,影响正常生产,甚至产生设备事故或安全事故。通过对轧件通过上游机架后的活套检测器有钢信号、高度信号及起套信号的逻辑处理,可以第一时间对活套状态进行判断,并发出报警信息,提示岗位人员手动介入,避免故障扩大。
- 还没有人留言评论。精彩留言会获得点赞!