一种焊接机构及焊接方法与流程
本发明涉及电池生产,尤其涉及一种焊接机构及焊接方法。
背景技术:
1、由于锂电池的高能量密度以及相比于其他可充电电池来说优异的循环稳定性,使得锂离子电池被广泛应用于各种商业电子产品之中。但是随着锂离子电池的大规模商业化使用,频发的安全事故引起大家的广泛重视,其中由短路等引发的热失控起火爆炸的问题更是广大电池厂商急需解决的难题。目前,研究人员尝试使用复合箔材取代传统的金属箔材来作为正负极的集流体,复合箔材通常由金属层及聚合物层组成,采用这种金属-聚合物层的复合箔材可有效提高电池防针刺、挤压和重物冲击的性能。
2、但是,采用复合箔材代替金属箔材作为电极的集流体时,由于聚合物层的存在,复合箔材无法直接与极耳进行焊接。现有技术中通常采用过渡焊的方式连接复合箔材和极耳,即在复合箔材的上下表面拼接金属箔材,并将金属箔材与复合箔材通过焊接连接以实现电流导通。该连接方式经常出现虚焊的现象,导致复合箔材在使用时出现电流无法导通、焊接位置脱落的现象,造成锂电池的使用性能下降,甚至失效。
3、因此,亟需提出一种焊接机构,以解决上述问题。
技术实现思路
1、基于以上问题,本发明的目的在于提供一种焊接机构及焊接方法,焊接质量较高,且能避免出现虚焊,保证成品的使用性能。
2、为实现上述目的,提供以下技术方案:
3、一种焊接机构,所述焊接机构包括预焊接装置,所述预焊接装置包括:
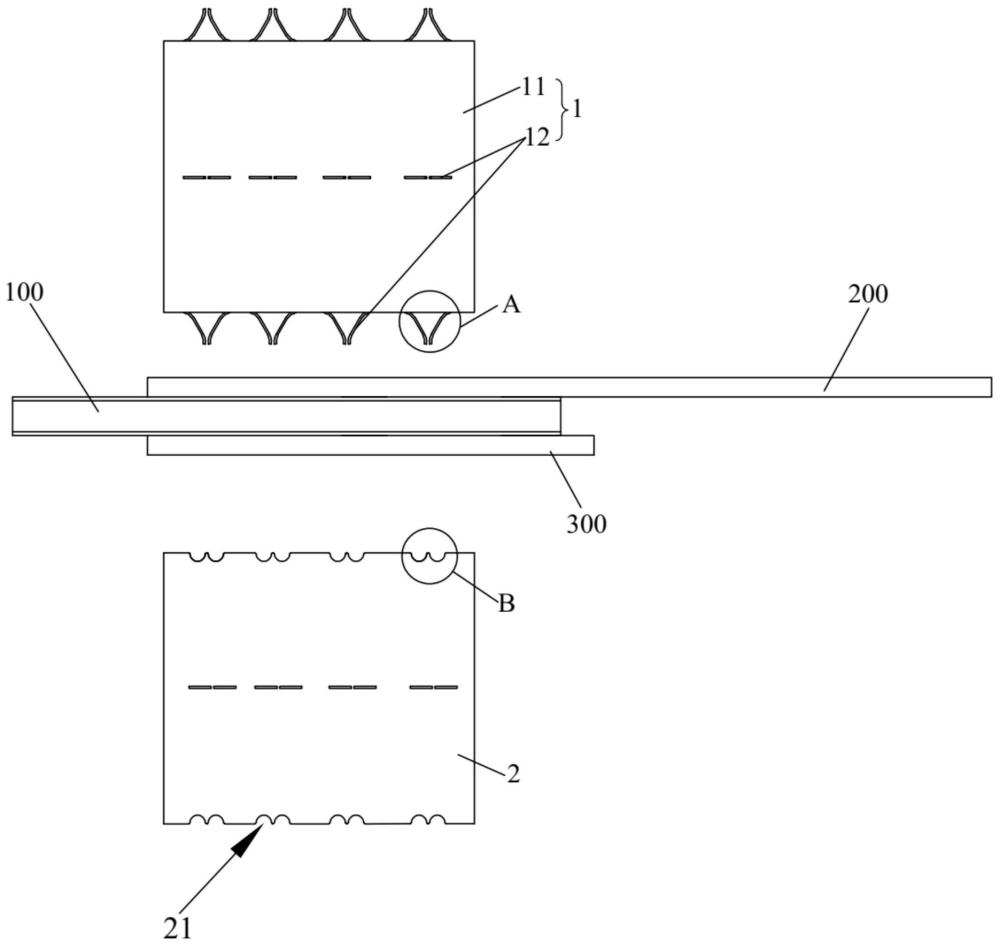
4、第一预焊焊头,包括第一焊头本体和设置于所述第一焊头本体上的第一焊齿;
5、第二预焊焊头,其上设置有与所述第一焊齿相对应的焊接凹槽;
6、当所述第一预焊焊头与所述第二预焊焊头接触时,所述第一焊齿伸入所述焊接凹槽中并沿着所述焊接凹槽的槽壁变形。
7、作为本发明提供的焊接机构的一种优选方案,所述第一焊齿包括至少两个焊齿片,且每个所述焊齿片的一端连接于所述第一焊头本体,另一端相互靠近,至少两个所述焊齿片形成锥形结构;所述焊接凹槽包括与所述焊齿片一一对应的变形槽。
8、作为本发明提供的焊接机构的一种优选方案,所述焊齿片为弧形结构;和/或所述变形槽为弧形结构。
9、作为本发明提供的焊接机构的一种优选方案,所述焊齿片远离所述第一焊头本体的一端设置尖锐部,所述尖锐部能刺穿复合极片。
10、作为本发明提供的焊接机构的一种优选方案,所述焊齿片远离所述第一焊头本体的一端垂直伸入对应的所述变形槽中。
11、作为本发明提供的焊接机构的一种优选方案,所述第一预焊焊头与所述第二预焊焊头均为圆柱结构,沿所述第一焊头本体的周向方向间隔设置有多个所述第一焊齿,沿所述第二预焊焊头的周向方向间隔设置有多个所述焊接凹槽;和/或
12、沿所述第一焊头本体的轴向方向间隔设置有多个所述第一焊齿,沿所述第二预焊焊头的轴向方向间隔设置有多个所述焊接凹槽。
13、作为本发明提供的焊接机构的一种优选方案,所述第一焊头本体和/或所述第二预焊焊头上设有加热组件。
14、作为本发明提供的焊接机构的一种优选方案,所述焊接机构还包括焊接装置,所述焊接装置位于所述预焊接装置的下游,所述焊接装置被配置为对经所述预焊接装置预焊接后的复合极片进行焊接,以使所述复合极片的两个金属箔材相连接。
15、作为本发明提供的焊接机构的一种优选方案,所述焊接装置包括两个相对设置且能相对运动的焊接焊头,两个所述焊接焊头中的至少一个上设置有至少一个第二焊齿。
16、为达上述目的,本发明还提供一种焊接方法,基于如上所述的焊接机构,所述焊接方法包括如下步骤:
17、将复合集流体的一侧端部与第一金属箔材和第二金属箔材堆叠,以使第一金属箔材、复合集流体和第二金属箔材自上而下设置;
18、第一预焊焊头向靠近第二预焊焊头的方向运动,以使第一焊齿依次刺穿第一金属箔材、复合集流体及第二金属箔材,并使靠近第一焊齿的第一金属箔材部分穿过复合极片的穿孔并贴合于第二金属箔材;
19、焊接装置对预焊接后的复合极片进行焊接,以使第一金属箔材、复合集流体及第二金属箔材焊接连接,实现电流导通。
20、本发明的有益效果为:
21、本发明提供的焊接机构,包括预焊接装置,预焊接装置包括第一预焊焊头和第二预焊焊头,第一预焊焊头包括第一焊头本体和设置于第一焊头本体上的第一焊齿;第二预焊焊头上设置有与第一焊齿相对应的焊接凹槽;当第一预焊焊头与第二预焊焊头接触时,第一焊齿伸入焊接凹槽中并沿着焊接凹槽的槽壁变形。在使用时,第一预焊焊头的第一焊齿能够刺穿复合极片,并带动靠近第一焊齿一侧的金属箔材向下延伸至复合极片的穿孔的另一侧与另一个金属箔材相贴合,从而形成电流导通通道,以保证复合极片在后续焊接工序中的焊接质量,避免其出现虚焊的问题。
22、本发明提供的焊接方法,基于上述焊接机构,可以使位于复合集流体两侧的第一金属箔材和第二金属箔材稳定连接,并形成电流导通通道,从而提高复合极片的焊接质量,避免出现虚焊,保证成品的使用性能。
技术特征:
1.一种焊接机构,其特征在于,所述焊接机构包括预焊接装置,所述预焊接装置包括:
2.根据权利要求1所述的焊接机构,其特征在于,所述第一焊齿(12)包括至少两个焊齿片(121),且每个所述焊齿片(121)的一端连接于所述第一焊头本体(11),另一端相互靠近,至少两个所述焊齿片(121)形成锥形结构;所述焊接凹槽包括与所述焊齿片(121)一一对应的变形槽(21)。
3.根据权利要求2所述的焊接机构,其特征在于,所述焊齿片(121)为弧形结构;和/或所述变形槽(21)为弧形结构。
4.根据权利要求2所述的焊接机构,其特征在于,所述焊齿片(121)远离所述第一焊头本体(11)的一端设置尖锐部,所述尖锐部能刺穿复合极片。
5.根据权利要求2所述的焊接机构,其特征在于,所述焊齿片(121)远离所述第一焊头本体(11)的一端垂直伸入对应的所述变形槽(21)中。
6.根据权利要求1所述的焊接机构,其特征在于,所述第一预焊焊头(1)与所述第二预焊焊头(2)均为圆柱结构,沿所述第一焊头本体(11)的周向方向间隔设置有多个所述第一焊齿(12),沿所述第二预焊焊头(2)的周向方向间隔设置有多个所述焊接凹槽;和/或
7.根据权利要求1-6中任一项所述的焊接机构,其特征在于,所述第一焊头本体(11)和/或所述第二预焊焊头(2)上设有加热组件。
8.根据权利要求1所述的焊接机构,其特征在于,所述焊接机构还包括焊接装置,所述焊接装置位于所述预焊接装置的下游,所述焊接装置被配置为对经所述预焊接装置预焊接后的复合极片进行焊接,以使所述复合极片的两个金属箔材相连接。
9.根据权利要求8所述的焊接机构,其特征在于,所述焊接装置包括两个相对设置且能相对运动的焊接焊头(3),两个所述焊接焊头(3)中的至少一个上设置有至少一个第二焊齿(31)。
10.一种焊接方法,基于如权利要求1-9中任一项所述的焊接机构,其特征在于,所述焊接方法包括如下步骤:
技术总结
本发明涉及电池生产技术领域,公开一种焊接机构及焊接方法。所述焊接机构包括预焊接装置,预焊接装置包括第一预焊焊头和第二预焊焊头,第一预焊焊头包括第一焊头本体和设置于第一焊头本体上的第一焊齿;第二预焊焊头上设置有与第一焊齿相对应的焊接凹槽;当第一预焊焊头与第二预焊焊头接触时,第一焊齿伸入焊接凹槽中并沿着焊接凹槽的槽壁变形。在使用时,第一预焊焊头的第一焊齿能够刺穿复合极片,并带动靠近第一焊齿一侧的金属箔材向下延伸至复合极片的穿孔的另一侧与另一个金属箔材相贴合,从而形成电流导通通道,以保证复合极片在后续焊接工序中的焊接质量,避免其出现虚焊的问题。
技术研发人员:韩波,陈凯,刘波,李峥,冯玉川
受保护的技术使用者:苏州清陶新能源科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!