一种冷拉六角钢生产装置的制作方法
本申请涉及型钢生产的,尤其是涉及一种冷拉六角钢生产装置。
背景技术:
1、冷拉操作是指在常温条件下,采用张拉机械设备对钢材进行拉伸的工艺,冷拉工艺会产生冷拉强化效应,当拉伸应力超过钢材屈服强度后卸载,钢材屈服强度将提高至卸载应力水平。钢筋冷拉的工艺方法可以分成单控冷拉与双控冷拉两种。单控冷拉是控制钢筋的拉伸率,也就是在冷拉操作时将钢筋拉伸至合适的长度;双控冷拉是既有应力表来控制拉应力,又有位移计控制拉伸值使其达到应有的拉伸率。
2、目前,钢材由于生产过程中的机械误差以及搬运过程中的撞击以及挤压,可能会出钢材弯曲变形的情况。直接对形变的钢材进行冷拉处理,虽然能一定程度地降低钢材的变形程度,但是由于钢材的中段没有受到支承,在冷拉结束后可能还会存在一定程度的形变,从而对冷拉钢材的生产质量造成影响。
技术实现思路
1、为了提高钢材的冷拉处理质量与效率,本申请提供一种冷拉六角钢生产装置。
2、本申请提供的一种冷拉六角钢生产装置采用如下的技术方案:
3、一种冷拉六角钢生产装置,包括第一底板、锁紧组件、以及校直组件,所述锁紧组件以及所述校直组件均设置于所述第一底板上,所述锁紧组件设置有两组,其中一组所述锁紧组件与所述第一底板滑动设置,所述锁紧组件包括安装块以及锁紧杆,所述安装块设置于所述第一底板上,所述锁紧杆在所述安装块上滑动设置有两个,所述校直组件包括调节架以及校直件,所述调节架在所述第一底板上设置有两个,两所述调节架在两所述锁紧组件连线方向的两侧对称设置,所述校直件在每个所述调节架上均设置有两组,所述校直组件包括抵接块,所述抵接块设置于所述调节架靠近两所述锁紧组件连线位置的一侧,同一所述调节架上的两所述抵接块呈夹角设置。
4、通过采用上述技术方案,将六角型钢连接于两个锁紧组件之间,调整调节架在第一底板上的位置,使抵接块与六角型钢的侧壁抵紧。六角型钢的一端在驱动装置的驱动下进行冷拉,抵接块对六角型钢的侧壁进行支撑,降低了六角型钢在冷拉过程中发生形变的可能性。通过第一底板、锁紧组件以及校直组件的相互配合,具有提高钢材的冷拉处理质量与效率的效果。
5、可选的,所述校直件还包括转动套筒、校直螺杆以及限位杆,所述转动套筒倾斜贯穿所述调节架并与其转动连接,所述校直螺杆螺纹连接于所述转动套筒中,所述校直螺杆的一端伸出所述转动套筒并与所述抵接块连接,所述限位杆连接于所述抵接块上并与所述转动套筒平行设置,所述限位杆贯穿所述调节架并与其滑动配合。
6、通过采用上述技术方案,旋拧转动套筒,校直螺杆在转动套筒的驱动以及限位杆的限位作用下沿着限位杆的长度方向进行移动,直至连接于校直螺杆端部的抵接块能够与六角型钢贴合设置,实现了对抵接块的位置调节,扩大了装置的适用范围。
7、可选的,所述安装块上开设有驱动滑槽,所述驱动滑槽中滑动设置有两个滑移块,两所述滑移块与两个所述锁紧杆一一对应并连接,所述驱动滑槽中沿着其长度方向设置有双向螺杆并与所述安装块转动连接,所述双向螺杆的两端设置有旋向相反的螺纹段,两所述滑移块与所述双向螺杆旋向相反的两个螺纹段一一对应并螺纹连接,所述安装块上设置有用于驱动所述双向螺杆转动的驱动源。
8、通过采用上述技术方案,驱动源驱动双向螺杆进行转动,两个滑移块在双向螺杆的驱动以及驱动滑槽的限位导向作用下向着相互靠近或者远离的方向移动,实现了对两个锁紧杆的同步自动驱动。
9、可选的,所述调节架包括水平设置的调节底板以及竖直连接于所述调节底板顶面的调节支撑板,所述调节底板滑动设置于所述第一底板的顶面,同一所述校直组件中的两所述调节支撑板平行设置,所述第一底板上设置有用于锁紧所述调节底板的锁紧件。
10、通过采用上述技术方案,对于不同直径规格的六角型钢,可以对调节架在第一底板上的具体位置,并使用锁紧件将调节架锁紧固定在第一底板上,扩大了装置的适用范围。
11、可选的,所述第一底板上设置有下料组件,所述下料组件包括下料推板,所述下料推板设置于两组所述锁紧组件之间,所述第一底板上设置有用于驱动所述下料推板沿竖直方向移动的驱动件,所述第一底板的上方设置有输送组件,所述输送组件包括输送盒,所述输送盒的长度方向与两所述锁紧组件的连线方向平行,所述输送盒设置于所述校直组件的一侧,所述输送盒的顶面高度高于所述调节架的高度。
12、通过采用上述技术方案,在完成对六角型钢的冷拉后,下料推板在驱动件的驱动下向上移动并将六角型钢顶起,六角型钢移动至与输送盒等高的位置,将六角型钢推至输送盒的顶面,方便了对六角型钢的快速下料。
13、可选的,所述输送盒的顶面沿着宽度方向开设有若干连通槽,所述输送盒中沿着宽度方向转动连接有若干输送辊,若干所述输送辊与若干连通槽一一对应,所述输送辊上螺旋连接有螺旋输送条,所述螺旋输送条的一部分通过所述连通槽伸出所述输送盒,所述输送盒上设置有用于驱动若干所述输送辊同时转动的驱动源。
14、通过采用上述技术方案,驱动源驱动若干输送辊同时转动,输送盒上的六角型钢在螺旋输送条的驱动下沿着输送盒的宽度方向进行移动实现自动下料。
15、可选的,所述下料推板呈倾斜设置,当所述下料推板移动至最高位置时,所述下料推板较低的侧边与所述输送盒的顶面对应并等高设置。
16、通过采用上述技术方案,六角型钢在被下料推板顶起时,可以沿着倾斜的下料推板滑动至输送盒的顶面上,有助于下料过程连续顺畅地进行。
17、可选的,所述输送盒背离所述下料推板的侧边上连接有下料斜板,所述下料斜板的较高一侧与所述输送盒的顶面等高设置。
18、通过采用上述技术方案,六角型钢在输送组件的驱动下移动至下料斜板上进行下料,降低了六角型钢从输送盒上坠落导致变形受损的可能性。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.通过第一底板、锁紧组件以及校直组件的相互配合,具有提高钢材的冷拉处理质量与效率的效果;
21、2.、对于不同直径规格的六角型钢,可以对调节架在第一底板上的具体位置,并使用锁紧件将调节架锁紧固定在第一底板上,扩大了装置的适用范围;
22、3.六角型钢在输送组件的驱动下移动至下料斜板上进行下料,降低了六角型钢从输送盒上坠落导致变形受损的可能性。
技术特征:
1.一种冷拉六角钢生产装置,其特征在于:包括第一底板(1)、锁紧组件(4)以及校直组件(3),所述锁紧组件(4)以及所述校直组件(3)均设置于所述第一底板(1)上,所述锁紧组件(4)设置有两组,其中一组所述锁紧组件(4)与所述第一底板(1)滑动设置,所述锁紧组件(4)包括安装块(41)以及锁紧杆(42),所述安装块(41)设置于所述第一底板(1)上,所述锁紧杆(42)在所述安装块(41)上滑动设置有两个,所述校直组件(3)包括调节架(31)以及校直件,所述调节架(31)在所述第一底板(1)上设置有两个,两所述调节架(31)在两所述锁紧组件(4)连线方向的两侧对称设置,所述校直件在每个所述调节架(31)上均设置有两组,所述校直组件(3)包括抵接块(32),所述抵接块(32)设置于所述调节架(31)靠近两所述锁紧组件(4)连线位置的一侧,同一所述调节架(31)上的两所述抵接块(32)呈夹角设置。
2.根据权利要求1所述的一种冷拉六角钢生产装置,其特征在于:所述校直件还包括转动套筒(36)、校直螺杆(37)以及限位杆(34),所述转动套筒(36)倾斜贯穿所述调节架(31)并与其转动连接,所述校直螺杆(37)螺纹连接于所述转动套筒(36)中,所述校直螺杆(37)的一端伸出所述转动套筒(36)并与所述抵接块(32)连接,所述限位杆(34)连接于所述抵接块(32)上并与所述转动套筒(36)平行设置,所述限位杆(34)贯穿所述调节架(31)并与其滑动配合。
3.根据权利要求1所述的一种冷拉六角钢生产装置,其特征在于:所述安装块(41)上开设有驱动滑槽(411),所述驱动滑槽(411)中滑动设置有两个滑移块(46),两所述滑移块(46)与两个所述锁紧杆(42)一一对应并连接,所述驱动滑槽(411)中沿着其长度方向设置有双向螺杆(44)并与所述安装块(41)转动连接,所述双向螺杆(44)的两端设置有旋向相反的螺纹段,两所述滑移块(46)与所述双向螺杆(44)旋向相反的两个螺纹段一一对应并螺纹连接,所述安装块(41)上设置有用于驱动所述双向螺杆(44)转动的驱动源。
4.根据权利要求2所述的一种冷拉六角钢生产装置,其特征在于:所述调节架(31)包括水平设置的调节底板(311)以及竖直连接于所述调节底板(311)顶面的调节支撑板(312),所述调节底板(311)滑动设置于所述第一底板(1)的顶面,同一所述校直组件(3)中的两所述调节支撑板(312)平行设置,所述第一底板(1)上设置有用于锁紧所述调节底板(311)的锁紧件。
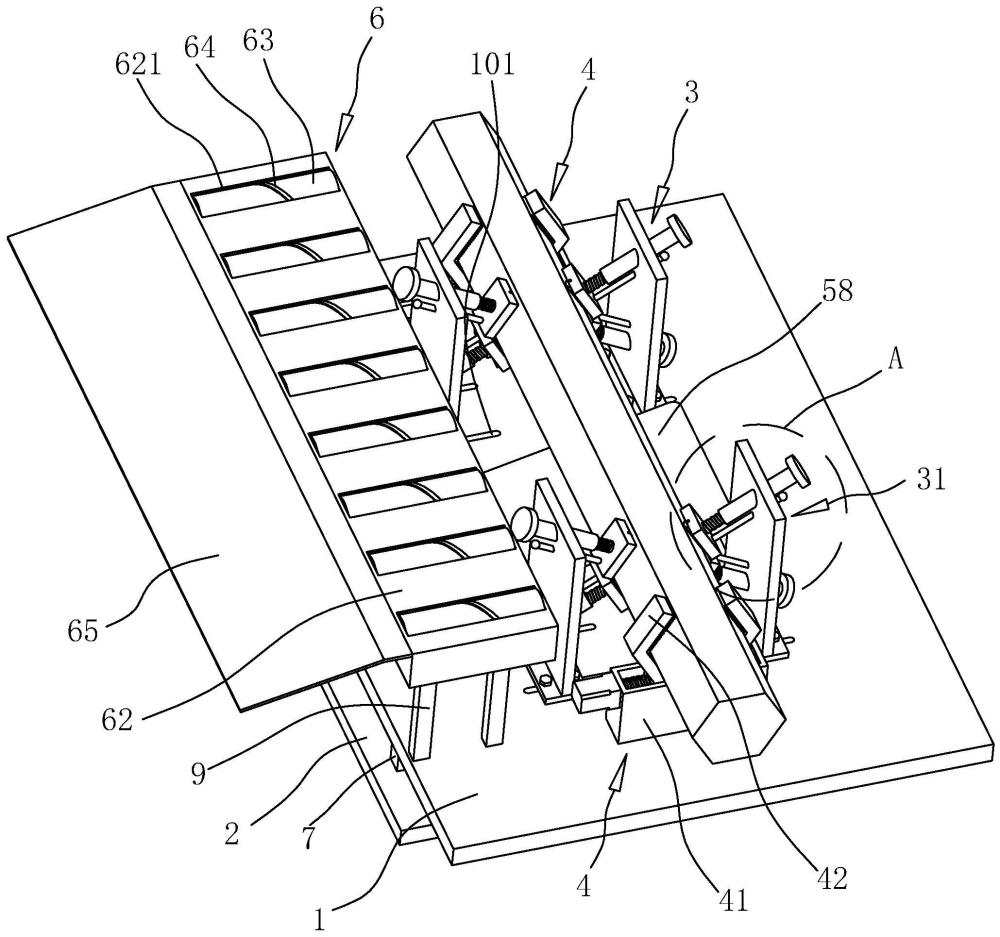
5.根据权利要求1所述的一种冷拉六角钢生产装置,其特征在于:所述第一底板(1)上设置有下料组件(5),所述下料组件(5)包括下料推板(58),所述下料推板(58)设置于两组所述锁紧组件(4)之间,所述第一底板(1)上设置有用于驱动所述下料推板(58)沿竖直方向移动的驱动件,所述第一底板(1)的上方设置有输送组件(6),所述输送组件(6)包括输送盒(62),所述输送盒(62)的长度方向与两所述锁紧组件(4)的连线方向平行,所述输送盒(62)设置于所述校直组件(3)的一侧,所述输送盒(62)的顶面高度高于所述调节架(31)的高度。
6.根据权利要求5所述的一种冷拉六角钢生产装置,其特征在于:所述输送盒(62)的顶面沿着宽度方向开设有若干连通槽(621),所述输送盒(62)中沿着宽度方向转动连接有若干输送辊(63),若干所述输送辊(63)与若干连通槽(621)一一对应,所述输送辊(63)上螺旋连接有螺旋输送条(64),所述螺旋输送条(64)的一部分通过所述连通槽(621)伸出所述输送盒(62),所述输送盒(62)上设置有用于驱动若干所述输送辊(63)同时转动的驱动源。
7.根据权利要求5所述的一种冷拉六角钢生产装置,其特征在于:所述下料推板(58)呈倾斜设置,当所述下料推板(58)移动至最高位置时,所述下料推板(58)较低的侧边与所述输送盒(62)的顶面对应并等高设置。
8.根据权利要求6所述的一种冷拉六角钢生产装置,其特征在于:所述输送盒(62)背离所述下料推板(58)的侧边上连接有下料斜板(65),所述下料斜板(65)的较高一侧与所述输送盒(62)的顶面等高设置。
技术总结
本申请公开了一种冷拉六角钢生产装置,其包括第一底板、锁紧组件以及校直组件,锁紧组件以及校直组件均设置于第一底板上,锁紧组件设置有两组,其中一组锁紧组件与第一底板滑动设置,锁紧组件包括安装块以及锁紧杆,安装块设置于第一底板上,锁紧杆在安装块上滑动设置有两个,校直组件包括调节架以及校直件,调节架在第一底板上设置有两个,两调节架在两锁紧组件连线方向的两侧对称设置,校直件在每个调节架上均设置有两组,校直组件包括抵接块,抵接块设置于调节架靠近两锁紧组件连线位置的一侧,同一调节架上的两抵接块呈夹角设置。本申请具有提高钢材的冷拉处理质量与效率的效果。
技术研发人员:黄龙,张骁园
受保护的技术使用者:无锡市纽威型钢有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!