一种锥形穿孔辊辊套锻造的方法与流程
本发明涉及自由锻造,尤其是一种锥形穿孔辊辊套锻造的方法。
背景技术:
1、穿孔辊辊套一般与辊轴装配后用于生产无缝钢管,其辊套外圆为锥形,内孔为圆柱形直孔。在锻造时可以设计专用锥度斜面砧锻造外圆,其斜面砧需随辊套外圆锥度的变化而改变,会造成工具费用的增加;或者直接锻造为短筒形锻件造成原材料的巨大浪费及加工费用的增加,而且在加工时造成纤维组织的破断,有损锻件的使用性能。
技术实现思路
1、本发明需要解决的技术问题是提供一种锥形穿孔辊辊套锻造的方法,利用普通上平下v型砧和芯轴配合锻造穿孔辊辊套的锻造方法,可以实现近终成形锻造,而且保证内部探伤质量和避免锻造纤维的加工破坏,提高锻件的使用性能。
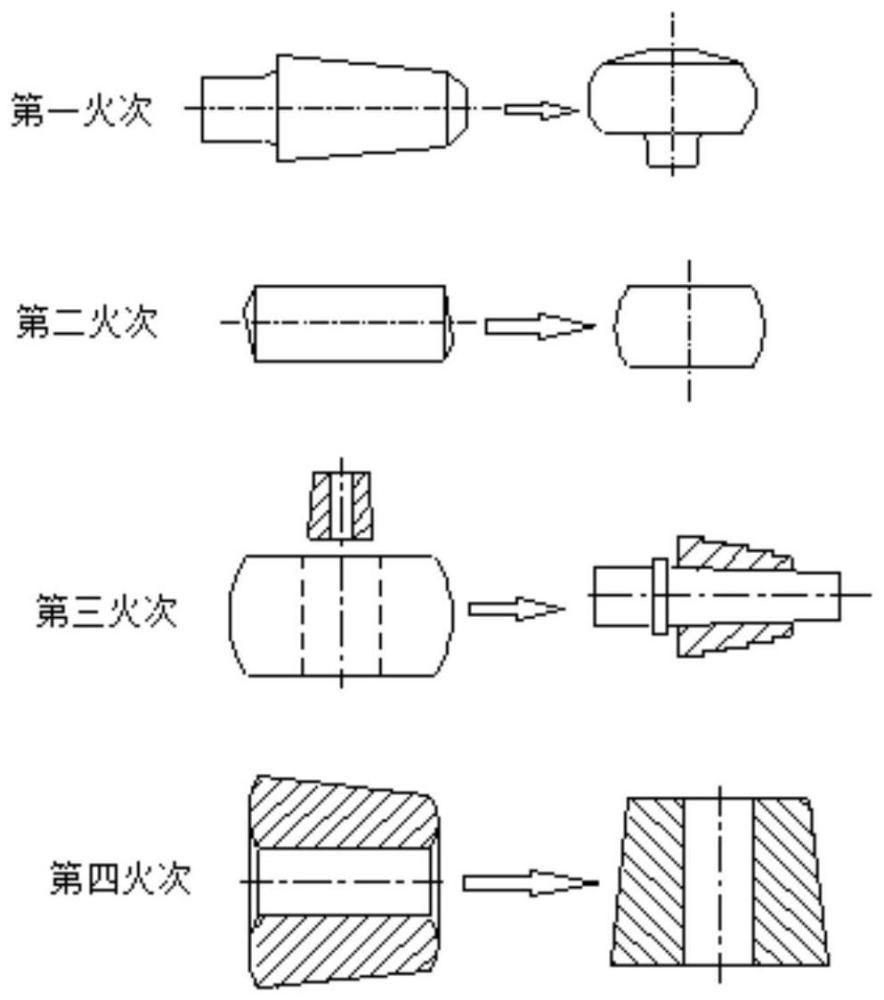
2、为解决上述技术问题,本发明所采用的技术方案是:一种锥形穿孔辊辊套锻造的方法,以钢锭或钢坯为原材料,按以下四个火次步骤成形:
3、第一火次:将钢锭置入炉内加热至始锻温度并保温;
4、取出炉内第一火次保温后的钢锭,将钢锭的浇注冒口一端压出与钳把套筒匹配的钳把,并切除余料,对钢锭的锭身倒棱,对钢锭的外表面进行滚圆;
5、第二火次:将切除余料后形成的锻坯放入炉内加热至始锻温度并保温;
6、取出炉内第二火次保温后的锻坯进行镦粗拔长生产下料,要求达到一定镦粗比和拔长比,保证对坯料压实锻透;
7、第三火次:将下料后的锻坯放入炉内加热至始锻温度并保温;
8、取出炉内第三火次保温后的锻坯进行镦粗冲孔生产,要选用与坯料匹配的冲头工具;
9、第四火次:将冲孔后的锻坯放入炉内加热至始锻温度并保温;
10、取出炉内第四火次保温后的锻坯,利用芯轴和上平砧下v砧进行拔长生产,首先压远端端部至接近工艺尺寸,然后自芯轴法兰每150-200mm压出一个台阶,锻造外圆为阶梯形状,接着修整压下阶梯棱边光整外圆为锥形,最后脱出芯轴,然后平整两端面即可完成锻造。
11、本发明技术方案的进一步改进在于:所述第一火次中将钢锭置入炉内加热至始锻温度1200℃并保温5-8h。
12、本发明技术方案的进一步改进在于:所述原材料为钢坯时,省略第一火次和第二火次,直接进行第三火次和第四火次。
13、本发明技术方案的进一步改进在于:所述第二火次中将切除余料后形成的锻坯放入炉内加热至始锻温度1200℃并保温10-12h。
14、本发明技术方案的进一步改进在于:所述第三火次中将下料后的锻坯放入炉内加热至始锻温度1200℃并保温8-10h。
15、本发明技术方案的进一步改进在于:所述第四火次中将冲孔后的锻坯放入炉内加热至始锻温度1200℃并保温4-8h
16、由于采用了上述技术方案,本发明取得的技术进步是:
17、本发明提供的一种锥形穿孔辊辊套锻造的方法,利用普通上平下v型砧和芯轴配合锻造穿孔辊辊套的锻造方法,仅采用普通常用工具锻造出外圆为锥形的辊套,可以实现近终成形锻造,节约工具费、加工费和避免原材料的浪费而且保证内部探伤质量和避免锻造纤维的加工破坏,提高锻件的使用性能。
技术特征:
1.一种锥形穿孔辊辊套锻造的方法,其特征在于:以钢锭或钢坯为原材料,按以下四个火次步骤成形:
2.根据权利要求1所述的一种锥形穿孔辊辊套锻造的方法,其特征在于:所述第一火次中将钢锭置入炉内加热至始锻温度1200℃并保温5-8h。
3.根据权利要求1所述的一种锥形穿孔辊辊套锻造的方法,其特征在于:所述原材料为钢坯时,省略第一火次和第二火次,直接进行第三火次和第四火次。
4.根据权利要求1所述的一种锥形穿孔辊辊套锻造的方法,其特征在于:所述第二火次中将切除余料后形成的锻坯放入炉内加热至始锻温度1200℃并保温10-12h。
5.根据权利要求1所述的一种锥形穿孔辊辊套锻造的方法,其特征在于:所述第三火次中将下料后的锻坯放入炉内加热至始锻温度1200℃并保温8-10h。
6.根据权利要求1所述的一种锥形穿孔辊辊套锻造的方法,其特征在于:所述第四火次中将冲孔后的锻坯放入炉内加热至始锻温度1200℃并保温4-8h。
技术总结
本发明公开一种锥形穿孔辊辊套锻造的方法,以钢锭或钢坯为原材料,按以下四个火次步骤成形:第一火次:将钢锭置入炉内加热至始锻温度并保温;取出炉内第一火保温后的钢锭,将钢锭的浇注冒口一端压出与钳把套筒匹配的钳把,并切除余料,对钢锭的锭身倒棱,钢锭的外表面进行滚圆;第二火次:将切除余料后形成的锻坯放入炉内加热至始锻温度并保温;取出炉内第二火保温后的锻坯进行镦粗拔长生产下料;第三火次:将下料后的锻坯放入炉内加热至始锻温度并保温;取出炉内第三火保温后的锻坯进行镦粗冲孔生产;第四火次:将冲孔后的锻坯放入炉内加热至始锻温度并保温;取出炉内第四火保温后的锻坯,利用芯轴和上平砧下V砧进行拔长生产,最后修整成型。
技术研发人员:王永军,李周
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!