Q500qENH免涂装桥梁焊接的焊条、药皮及熔敷金属的制作方法
本技术涉及焊材,尤其涉及一种q500qenh免涂装桥梁焊接的焊条、药皮及熔敷金属。
背景技术:
1、在美国,1964年开始建造免涂装耐候钢桥,大约45%的钢桥采用免涂装的耐候钢制作,到现在已有23000座以上是免涂装耐候钢桥。日本1967年开始建造免涂装耐候钢钢桥,现在约20%以上的钢桥采用免涂装耐候钢制作。桥梁建设中多选用钢桥,是充分利用钢材可重复利用、实现可持续发展的上策,而钢材选用免涂装耐候钢,又是推广绿色建筑和建材的重要环节,符合国家发展战略方向。目前钢桁梁选材采用的是常规普通桥梁钢,需要油漆涂装,并且以后每隔若干年需要重新涂装油漆维护。涂装过程和原有油漆膜脱落均不可避免存在水库水源地的污染。免涂装的使用,避免了涂装和再涂装时对环境的污染,很好解决了水库水源地的保护。
2、免涂装桥梁用的焊接材料在适应大温差,强紫外线等恶劣环境的同时,需要兼顾焊接材料的焊接性、力学性能、低温韧性等。目前尚未有合适的免涂装桥梁用的焊接材料,尤其是500mpa级桥梁钢q500qenh用的焊接材料。因此,如何在保证免涂装桥梁用的焊接材料在具有高耐候性能的基础上提高焊接性能,是目前亟需解决的技术问题。
技术实现思路
1、本技术提供了一种q500qenh免涂装桥梁焊接的焊条、药皮及熔敷金属,以解决现有焊接材料在保证高耐候性能的基础上难以提高焊接性能的技术问题。
2、第一方面,本技术提供了一种免涂装桥梁焊接的药皮,所述药皮的原料以重量份计包括:
3、碳酸盐:30份~35份,氟化物:20份~25份,金红石:4份~7.5份,二氧化硅:2份~5份,电解锰:3份~6份,硅铁:8份~11份,镍:1份~3份,金属铬:1份~3份,铜:0.5份~1.0份,铁粉:15份~20份,纯碱:0.5份~1.0份,海藻酸钠:0.5份~1.0份,石墨:0.10份~0.15份。
4、可选的,所述药皮的原料以重量份计为:
5、碳酸盐:30份,氟化物:24份,金红石:5份,二氧化硅:4份,电解锰:5份,硅铁:8份,镍:1.5份,金属铬1.5份,铜0.8份,铁粉:18份,纯碱0.5份,海藻酸钠0.8份,石墨:0.1份;或,
6、碳酸盐:30份,氟化物:24份,金红石:5份,二氧化硅:4份,电解锰:5份,硅铁:8份,镍:2份,金属铬1.5份,铜1.0份,铁粉:16份,纯碱0.5份,海藻酸钠0.8份,石墨:0.1重量份;或,
7、碳酸盐:30份,氟化物:24份,金红石:5份,二氧化硅:4份,电解锰:5份,硅铁:8份,镍:1.5份,金属铬1.8份,铜0.8份,铁粉:18份,纯碱0.5份,海藻酸钠0.8份,石墨:0.1份。
8、可选的,所述碳酸盐中,caco3的质量占比≥96%、s的质量占比≤0.03%、p的质量占比≤0.03%;和/或,
9、所述氟化物中,caf2的质量占比≥96%、sio2的质量占比≤3.0%、c的质量占比≤0.08%、s的质量占比≤0.03%、p的质量占比≤0.03%;和/或,
10、所述金红石中,tio2的质量占比≥96%、s的质量占比≤0.03%、p的质量占比≤0.03%;和/或,
11、所述二氧化硅中,si的质量占比为42%~47%、c的质量占比≤0.50%、s的质量占比≤0.020%、p的质量占比≤0.040%;和/或,
12、所述电解锰中,mn的质量占比≥99.5%、c的质量占比≤0.08%、s的质量占比≤0.10%、p的质量占比≤0.010%、se、si及fe的质量占比之和≤0.310%;和/或,
13、所述铁粉中,fe的质量占比≥97%、si的质量占比≤0.20%、c的质量占比≤0.10%、s的质量占比≤0.020%、p的质量占比≤0.020%;和/或,
14、所述纯碱中,na2co3的质量占比≥99%、nacl的质量占比≤0.7%;和/或,
15、所述海藻酸钠中,na2o的质量占比为9.5%~13.0%、p的质量占比≤0.050%;和/或,
16、所述石墨中,固定碳的质量占比≥90.0%、s的质量占比≤0.05%。
17、可选的,所述碳酸盐的颗粒度要求为:-30目的质量占比为100%、-40目的质量占比≥97%、-170目的质量占比≤70%;和/或,
18、所述氟化物的颗粒度要求为:-30目的质量占比为100%、-40目的质量占比≥97%、-170目的质量占比≤70%;和/或,
19、所述金红石的颗粒度要求为:-40目的质量占比≥100%、-160目的质量占比≤30%;和/或,
20、所述二氧化硅的颗粒度要求为:-30目的质量占比为100%、-40目的质量占比≥98%、-200目的质量占比≤20%;和/或,
21、所述电解锰的颗粒度要求为:-30目的质量占比为100%、-40目的质量占比≥98%、-170目的质量占比≤50%;和/或,
22、所述铁粉的松装密度为2.9g/cm3~3.1g/cm3,颗粒度要求为:-30目的质量占比为100%、-40目的质量占比≥98%、-170目的质量占比≤20%;和/或,
23、所述纯碱的颗粒度要求为:-30目的质量占比为100、-40目的质量占比≥98%;和/或,
24、所述海藻酸钠的灰分为20.0%~30.0%,颗粒度要求为:-100目的质量占比为100%;和/或,
25、所述石墨的失重率≤2.0%,颗粒度要求为:-200目的质量占比为100%。
26、第二方面,本技术提供了一种免涂装桥梁焊接的焊条,所述焊条包括低硫磷焊芯以及药皮,所述药皮包覆于所述低硫磷焊芯的外部,所述药皮为第一方面中任意一项实施例所述的药皮,所述低硫磷焊芯为h08gx(l)焊芯盘条,所述h08gx(l)焊芯盘条的直径偏差≤0.4mm,盘条椭圆度≤0.5mm。
27、可选的,其特征在于,所述h08gx(l)焊芯盘条的化学成分以质量分数计为:
28、c≤0.10%,mn:0.30%~0.55%,si≤0.08%,s≤0.0045%,p≤0.008%,ni≤0.30%,cr≤0.10%,cu≤0.20%,as≤0.007%,al≤0.030%,余量为fe及不可避免杂质。
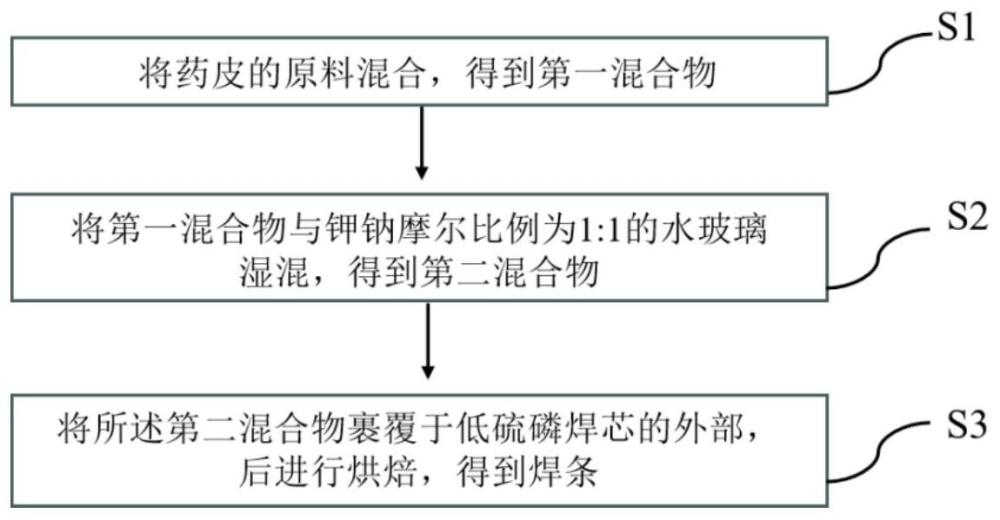
29、第三方面,本技术提供了一种第二方面中任意一项实施例所述的免涂装桥梁焊接的焊条的制备方法,所述方法包括:
30、将药皮的原料混合,得到第一混合物;
31、将第一混合物与钾钠摩尔比例为1:1的水玻璃湿混,得到第二混合物;
32、将所述第二混合物裹覆于低硫磷焊芯的外部,后进行烘焙,得到焊条。
33、可选的,所述水玻璃的加入质量占所述第一混合物质量的分数为21%~23%,所述水玻璃的波美密度为41be~42be。
34、第四方面,本技术提供了一种免涂装桥梁焊接的熔覆金属,所述熔覆金属由第二方面中中任意一项实施例所述的焊条在焊接过程中制得;其中,所述熔覆金属满足如下至少一种性能:抗拉强度≥630mpa、屈服强度≥500mpa、伸长率≥18%、i值>6.5、-40℃冲击≥60j。
35、可选的,所述熔覆金属的化学成分以质量分数计为:
36、c:0.050%~0.055%,mn:1.40%~1.48%,si:0.30%~0.35%,s≤0.005%,p≤0.008%,cr:0.45%~0.60%,ni:0.60%~0.70%,mo:0.08%~0.09%,v:0.003%~0.005%,cu:0.30%~0.35%,余量为fe及不可避免杂质。
37、本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
38、本技术提供了一种q500qenh免涂装桥梁焊接的药皮,合理设计组成药皮的原料,通过碳酸盐、氟化物、合金、金红石和改善压涂的物质的有机结合,焊条焊接后形成的常温熔敷金属的抗拉强度≥630mpa、屈服强度≥500mpa、伸长率≥18%、i值>6.5、-40℃冲击≥60j。焊条生产工艺性能优良,电弧稳定、基本无飞溅,脱渣性良好,焊缝成型美观,熔敷金属中合金元素控制恰当,各项力学性能良好,有效提高了焊接材料的焊接性能。
- 还没有人留言评论。精彩留言会获得点赞!