一种镍基合金复合板设备的维修方法与流程
本发明属于化工设备维修,具体涉及一种镍基合金复合板设备的维修方法。
背景技术:
1、反应器是一种实现反应过程的设备,广泛应用于化工、炼油、冶金等领域,具有设备简单、产品质量稳定等优点。为节约设备成本,设备通常为镍基复合板设备,但该设备长期高温高压运行,设备本体基层、复层被不同程度腐蚀,为保证设备本质安全,需对设备进行维修。
2、由于设备腐蚀严重,若对复层进行堆焊处理,施工周期长,且堆焊焊接变形量大,筒体易发生较大变形,现场设备吊装位置受限,设备上方设备无法拆除,无法进行筒节整体更换,需分半制作,基层筒体卷制尺寸与复层尺寸配合紧密,是设备基层复层贴合的关键。
3、由于封头尺寸无法进行卷制,若封头衬板料不进行加工,封头衬板下料及压制尺寸与封头吻合性,设备基层复层贴合的关键。封头衬板、筒体衬板组焊完成后,若焊缝质量不达标,需重新进行更换,且在设备内部作业人员处于受限空间内作业,存在一定安全隐患。因此,衬板气密性试验是十分必要的。
4、综上所述,镍基合金复合板设备维修过程中存在堆焊变形大、周期长、筒体、封头复层与基层贴合率低、封头衬板加工困难、衬板气密性难以保障的技术问题,需要进一步解决。
技术实现思路
1、针对现有技术中镍基合金复合板设备维修过程中堆焊变形大、周期长、筒体、封头复层与基层贴合率低、封头衬板加工困难、衬板气密性难以保障的问题,本发明提供了一种镍基合金复合板设备的维修方法,保证了设备复层与基层贴合率,解决了封头复层板与封头贴合率,同时保证了衬板与基层焊缝及塞焊点焊接质量。
2、本发明通过以下技术方案实现:
3、一种镍基合金复合板设备的维修方法,包括以下步骤:
4、(1)根据待维修设备的基层筒体尺寸对筒体衬板进行下料、卷制、分半,根据衬板长度在衬板上开设塞焊孔和检漏孔,并进行预弯,预弯弯曲半径与基层筒体一致;
5、(2)利用专用组对工装将筒体衬板和基层筒体进行组对,确保筒体衬板和基层筒体紧密贴合,并对塞焊点及筒体衬板边缘焊缝进行焊接,在检漏孔处通入压缩空气进行气密性检测,保证焊缝无渗漏现象;
6、(3)根据封头展开尺寸,对封头衬板进行均分,并下料,根据衬板长度在衬板上开设塞焊孔和检漏孔,采用封头压制工装进行压制,压制后封头衬板与封头吻合,将封头衬板与封头组焊,并经气密检测,保证焊缝无渗漏现象。
7、进一步地,所述的专用组对工装包括7字形板、支撑梁、千斤顶和垫板;所述的7字形板一端连接筒体,另一端连接支撑梁,将衬板置于筒体上,使用千斤顶将衬板压紧在筒体上,千斤顶与衬板之间用垫板隔开,避免污染衬板。
8、进一步地,所述的专用组对工装的使用方法为将衬板放置与专用组对工装与筒体之间,衬板与千斤顶之间采用垫板隔开,通过调整千斤顶升降高度,将衬板压紧在筒体上。
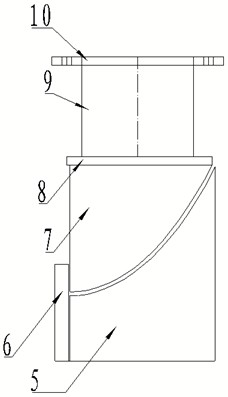
9、进一步地,所述的封头压制工装包括封头下模,定位板,封头上模,支撑圆板,支撑管,连接法兰;所述的封头下模放置在工作台上,定位板位于封头下模上,用于定位,支撑圆板用于连接封头下模,通过支撑管与连接法兰紧固在油压机上。
10、进一步地,所述的连接法兰与油压机设备连接法兰配对,通过螺栓进行连接固定;所述支撑管用于连接固定连接法兰、支撑圆板,其长度应保证压力机行程满足衬板加工要求;所述封头上、下模用于封头压制成型,保证封头衬板与封头紧密贴合;所述定位板用于封头衬板定位,保证衬板压制方向及角度。
11、进一步地,所述的封头压制工装的使用方法为:将封头压制工装使用螺栓连接在油压机法兰上,并紧固,保证上下模间距及吻合,将封头衬板料片置于上、下模之间,通过油压机上、下运动压制。
12、进一步地,所述的检漏孔连接试压管路。
13、进一步地,所述的待维修设备的基层筒体的材料为s30409或q345r。
14、进一步地,所述的筒体衬板和封头衬板的材料为n02201或n10276。
15、本发明取得的有益效果为:
16、(1)本发明镍基合金复合板设备的维修方法避免了采用堆焊工艺造成基层筒体变形量大、焊接应力大的问题,保证维修质量;
17、(2)本发明使用专用组对工装,将筒体衬板和基层筒体紧密贴合,保证了贴合率;
18、(3)本发明使用封头压制工装,将封头衬板加工成型,与封头内壁吻合程度好;
19、(4)本发明通过在衬板上设置检漏孔,并进行气密性检测,实现了衬板与复层焊缝及塞焊点检测,保证了产品质量。
技术特征:
1.一种镍基合金复合板设备的维修方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的专用组对工装包括7字形板(1)、支撑梁(2)、千斤顶(3)和垫板(4);所述的7字形板(1)一端连接筒体,另一端连接支撑梁(2)。
3.根据权利要求2所述的镍基合金复合板设备的维修方法,其特征在于,所述的专用组对工装的使用方法为将衬板放置与专用组对工装与筒体之间,衬板与千斤顶(3)之间采用垫板隔开,通过调整千斤顶(3)升降高度,将衬板压紧在筒体上。
4.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的封头压制工装包括封头下模(5), 定位板(6),封头上模(7),支撑圆板(8),支撑管(9),连接法兰(10);所述的封头下模(5)放置在工作台上,定位板(6)位于封头下模(5)上,用于定位,支撑圆板(8)用于连接封头下模,通过支撑管(9)与连接法兰(10)紧固在油压机上。
5.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的连接法兰(10)与油压机设备连接法兰配对,通过螺栓进行连接固定;所述支撑管(9)用于连接固定连接法兰(10)、支撑圆板(8),其长度应保证压力机行程满足衬板加工要求;所述封头上模(7)、封头下模(5)用于封头压制成型,保证封头衬板与封头紧密贴合;所述定位板(6)用于封头衬板定位,保证衬板压制方向及角度。
6.根据权利要求4所述的镍基合金复合板设备的维修方法,其特征在于,所述的封头压制工装的使用方法为:将封头压制工装使用螺栓连接在油压机法兰上,并紧固,保证上下模间距及吻合,将封头衬板料片置于封头上模(7)和封头下模(5)之间,通过油压机上、下运动压制。
7.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的检漏孔连接试压管路。
8.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的待维修设备的基层筒体的材料为s30409或q345r。
9.根据权利要求1所述的镍基合金复合板设备的维修方法,其特征在于,所述的筒体衬板和封头衬板的材料为n02201或n10276。
技术总结
本发明公开了一种镍基合金复合板设备的维修方法,对筒体衬板进行下料、卷制、分半,根据衬板长度在衬板上开设塞焊孔和检漏孔,并进行预弯,预弯弯曲半径与基层筒体一致;利用专用组对工装将筒体衬板和基层筒体进行组对,确保筒体衬板和基层筒体紧密贴合,并对塞焊点及筒体衬板边缘焊缝进行焊接,进行气密性检测,保证焊缝无渗漏现象;根据封头展开尺寸,对封头衬板进行均分、下料,根据衬板长度在衬板上开设塞焊孔和检漏孔,采用封头压制工装进行压制,压制后封头衬板与封头吻合,将封头衬板与封头组焊。本发明方法避免了采用堆焊工艺造成基层筒体变形量大、焊接应力大的问题,保证维修质量。
技术研发人员:黄孝鹏,张文明,李庆凯,白忠建,祁正友,马晓泽,史瑞芳,许燕芹,陈国财,姚忠娟,王珊珊
受保护的技术使用者:鲁西工业装备有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!