一种防火门门板折弯生产线的制作方法
本发明属于防火门生产加工,具体涉及到一种防火门门板折弯生产线。
背景技术:
1、防火门是指在一定时间内能满足耐火稳定性、完整性和隔热性要求的门,它是设在防火分区间、疏散楼梯间、垂直竖井等具有一定耐火性的防火分隔物,防火门除具有普通门的作用外,更具有阻止火势蔓延和烟气扩散的作用,可在一定时间内阻止火势的蔓延,确保人员疏散。对防火门进行生产时,可以通过折弯生产线对防火门门板进行折弯加工,以制作出具有一定形状和结构的门板,不同结构的防火门门板折弯生产线,其制作效率和质量不同。
2、现有对防火门门板进行折弯加工时,通常是通过大型数控折弯机对其进行折弯,虽然能够实现对防火门门板进行折弯,且具有折弯精度高、使用范围广和无需人工操作优点,但是前期投资成本高且后期维修难度大,不利于对大量的防火门门板进行折弯生产,同时现有还通过多个折弯机配合运输带以实现对防火门门板进行自动化折弯,每个折弯机只能对防火门门板一边进行折弯,这种折弯方式虽然可以实现对大量的防火门门板进行折弯,但是对不同材料厚度的防火门门板进行折弯时,不能对折弯机构进行调节,由于不同材料厚度的防火门门板其折弯角度不一样,对其折弯后可能会出现弹性回弹现象,从而会大大降低对防火门门板折弯精准度。
技术实现思路
1、本发明所要解决的技术问题在于克服上述现有技术的缺点,提供一种防火门门板折弯生产线。
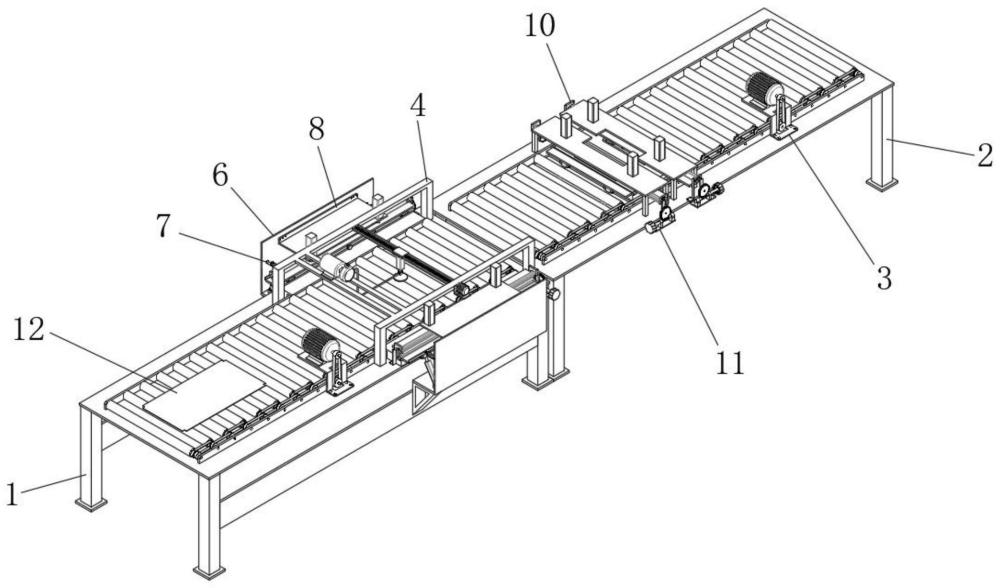
2、解决上述技术问题所采用的技术方案是:一种防火门门板折弯生产线,包括第一送料机构,所述第一送料机构的一侧设置有第二送料机构,所述第一送料机构和第二送料机构上均安装有驱动机构;
3、所述第一送料机构的顶部一侧安装有吸住机构,所述第一送料机构的前后端均固定连接有三角形固定架,两个所述三角形固定架的顶部均固定连接有l形固定板;
4、两个所述l形固定板的内壁均固定连接有定位机构,所述第一送料机构的顶部对称设置有两组第一折弯机构,所述第二送料机构的底部固定连接有两个z形固定板;
5、所述第二送料机构的顶部对称设置有两组第二折弯机构,两组所述第一折弯机构和两组第二折弯机构上均设置有角度微调机构,所述第一送料机构的顶部设有防火门板。
6、所述第一送料机构包括第一加工台,所述第一加工台的前后端均固定连接有第一连接板,所述第一加工台的顶部固定连接有两个第一安装座,两个所述第一安装座之间转动连接有第一输出辊和多个第一同步辊,所述第一输出辊和多个第一同步辊的前端均固定连接有两个第一连接轮,所述第一输出辊的前端且位于与之连接的两个第一连接轮前端位置固定连接有第一同步轮,每两个所述第一连接轮之间均安装有第一同步带。
7、通过上述技术方案,工作人员将防火门板放置到多个第一同步辊上,可以通过多个第一同步辊对其进行送料,当第一同步轮通过驱动机构驱动进行转动时,从而带动第一输出辊进行转动,进而带动与之连接的两个第一连接轮进行转动,进而带动多个第一同步带进行转动,进而带动多个第一同步辊进行转动,实现了对防火门板进行送料,无需工作人员手动送料,进而大大降低了人力成本。
8、所述第二送料机构包括第二加工台,所述第二加工台设置于第一加工台的一侧位置,所述第二加工台的顶部开设有两个矩形孔,所述第二加工台的顶部固定连接有两个第二安装座,两个所述第二安装座之间转动连接有第二输出辊和多个第二同步辊,所述第二输出辊和多个第二同步辊的前端均固定连接有两个第二连接轮,所述第二输出辊的前端且位于与之连接的两个第二连接轮前端位置固定连接第二同步轮,每两个所述第二连接轮之间均安装有第二同步带。
9、通过上述技术方案,对防火门板前后端进行折弯后,通过多个第一同步辊送至多个第二同步辊上,此时第二同步轮通过驱动机构驱动进行转动,从而带动第二输出辊进行转动,进而带动与之连接的两个第二连接轮进行转动,进而带动多个第二同步带进行转动,实现了对折弯的防火门板进行送料,便于两组第二折弯机构对其进行折弯处理。
10、两个所述驱动机构包括固定连接于第一加工台和第二加工台顶部的第一安装板,两个所述第一安装板的顶部均固定连接有第一机座,两个所述第一机座的顶部均固定连接有第一伺服电机,两个所述第一伺服电机输出轴的外壁均固定连接有输出轮,所述第一同步轮和第二同步轮分别与输出轮之间均安装有输出带。
11、通过上述技术方案,当两个第一伺服电机开始工作时,两个第一伺服电机均通过输出轴转动带动输出轮进行转动,两个输出轮转动分别带动与之连接的输出带进行转动,进而带动与之连接的第一同步轮和第二同步轮进行转动,使得第一送料机构和第二送料机构进行驱动,方便对防火门板进行运输,进而便于对其进行折弯,大大提高了折弯效率。
12、所述吸住机构包括固定连接于第一加工台顶部一侧的两个框架,两个所述框架的前后端之间固定连接有两个限位条,两个所述限位条上滑动连接有螺母座,其中一个所述框架的前端固定连接有第二安装板,所述第二安装板的顶部固定连接有第二伺服电机,所述第二伺服电机输出轴的后端固定连接有丝杠,所述丝杠与螺母座螺纹连接,所述螺母座的底部固定连接有第一电动伸缩杆,所述第一电动伸缩杆活塞的底端转动连接有转动套,所述转动套的底端固定连接有吸盘,两个所述框架之间固定连接有连接条,两个所述连接条的顶部固定连接有第二机座,所述第二机座的顶部固定连接有泵体,所述泵体与吸盘之间固定连接有连接管。
13、通过上述技术方案,当防火门板通过第一送料机构和驱动机构输送至吸盘的下方位置时,此时第一电动伸缩杆开始工作,第一电动伸缩杆通过活塞推动转动套,从而推动吸盘,使得吸盘与防火门板的顶部贴合,启动泵体,使得泵体通过连接管对吸盘进行抽气,使得吸盘吸住防火门板,启动第二伺服电机,第二伺服电机通过输出轴转动带动丝杠进行转动,丝杠转动带动螺母座在两个限位条上进行滑动,通过螺母座的移动带动吸盘吸住的防火门板进行移动,进而移动至其中一组第一折弯机构中第一折弯底座的顶部,当其中一组第一折弯机构对其折弯后,再通过螺母座的移动,带动防火门板移动至另一组第一折弯机构中第一折弯底座的顶部,进而实现了对防火门板的前后端进行快速折弯处理。
14、所述定位机构包括固定连接于l形固定板内壁的多个第一固定底架,多个所述第一固定底架的顶部均固定连接有第二电动伸缩杆,多个所述第二电动伸缩杆活塞之间固定连接有条形推板。
15、通过上述技术方案,根据不同材料厚度的防火门板,多个第二电动伸缩杆的活塞推动长度不一样,当防火门板被吸盘依次分别输送至两组第一折弯机构中第一折弯底座的顶部时,此时两组定位机构中的多个第二电动伸缩杆依次分别进行工作,均通过活塞推动条形推板,使得条形推板移动至第一折弯刀的顶部,对防火门板的前后端进行推动,使得防火门板与贴合的第一折弯刀进行定位,带动防火门板进行移动的过程中,使得防火门板的前后端依次分别与两个条形推板进行接触,持续移动时,吸盘通过转动套进行转动,使得防火门板的前后端慢慢依次分别与两个条形推板进行平齐,进而提高了两个第一折弯刀对防火门板的折弯精准度。
16、所述第一折弯机构包括固定连接于第一加工台顶部的第一折弯底座,所述第一折弯底座的两侧转动连接有第一折弯刀,所述第一折弯刀的底部固定连接有两个第一连接座,两个所述第一连接座的底部均转动连接有第一转动座,所述l形固定板的底部内表面固定连接有两个第二连接座,两个所述第二连接座的顶部均转动连接有第二转动座,两个所述第二转动座的顶部均固定连接有第一液压缸,所述l形固定板的内壁顶端固定连接有第三安装板,所述第三安装板的顶部固定连接有两个第二液压缸,两个所述第二液压缸活塞底端之间固定连接有第二连接板,所述第二连接板的底部固定连接有多个滑块,多个所述滑块的底部均滑动连接有滑座,多个所述滑座的底部之间固定连接有第一压板,所述第二连接板的底部中心固定连接有两个第一固定座,两个所述第一固定座之间安装有螺纹杆,所述螺纹杆的外端固定连接有操作盘,所述第一压板的顶部中心固定连接有连接头,所述第一加工台的顶部且靠近第一折弯底座的两侧位置均固定连接有第一支撑座,两个所述第一支撑座的外壁均开设有第一弧形槽,两个所述第一弧形槽内均滑动连接有第一活动块,两个所述第一活动块之间固定连接有第一挡板。
17、通过上述技术方案,当防火门板通过其中一组定位机构进行定位后,与之靠近的一组第一折弯机构便开始运行,两个第二液压缸均通过活塞推动第二连接板,使得第二连接板推动多个滑块,使得多个滑块推动与之连接的滑座,使得多个滑座推动第一压板,从而将防火门板进行压紧在第一折弯底座的顶部,通过与之靠近的角度微调机构对第一挡板进行调节后,启动两个第一液压缸,使得两个第一液压缸均通过活塞推动两个第一转动座,使得两个第一转动座分别推动两个第一连接座,进而推动第一折弯刀,使得第一折弯刀推动压紧的防火门板,实现对防火门板横向外端进行折弯处理,当防火门板出现回弹现象,再调节角度微调机构,再通过第一折弯刀对其进行折弯,使得防火门板折弯角度保持度,此时两个第一液压缸和两个第二液压缸的活塞均收缩,通过吸盘吸住防火门板输送至另一组第一折弯机构中第一折弯底座的顶部,同理通过另一组定位机构对其进行定位后,同理通过另一组第一折弯机构中的第一压板将其压紧,再通过另一组第一折弯机构中的第一折弯刀对其进行折弯,再调节另一组第一折弯机构中的角度微调机构,同理将防火门板横向另一端折弯成90度,不仅提高了折弯效率,且提高了折弯精准度。
18、所述条形推板位于第一折弯刀的上方位置,两个所述第一液压缸活塞的顶端分别与第一转动座的底部固定连接,所述第一压板位于第一折弯底座的上方位置,所述螺纹杆与连接头螺纹连接。
19、通过上述技术方案,不同材料厚度的防火门板需要转动操作盘,使得操作盘转动带动螺纹杆进行转动,使得螺纹杆转动带动连接头进行移动,使得连接头带动第一压板进行移动,使得第一压板通过多个滑块进行移动,实现对第一压板的距离进行微调,以保证第一压板能够压准防火门板的折弯处,大大提高对防火门板的折弯精准度。
20、所述第二折弯机构包括固定连接于第二加工台顶部的第二折弯底座,所述第二加工台的前后端转动连接有第二折弯刀,所述第二折弯刀的底部固定连接有两个第三连接座,两个所述第三连接座的底部均转动连接有第三转动座,所述z形固定板的底部内表面固定连接有两个第四连接座,两个所述第四连接座的顶部均转动连接有第四转动座,两个所述第四转动座的顶部均固定连接有第三液压缸,两个所述第三液压缸活塞的顶端分别与两个第三转动座固定连接,所述第二加工台的顶部固定连接有第四安装板,所述第四安装板的顶部固定连接有两个第四液压缸,两个所述第四液压缸活塞的底端之间固定连接有第三连接板,所述第三连接板的底部固定连接有连接块,两个所述连接块的底部均固定连接有第五连接座,两个所述第五连接座的底部之间固定连接有第二压板,所述第二加工台的顶部且位于第二折弯底座前后端位置均固定连接有第二支撑座,两个所述第二支撑座的外壁均开设有第二弧形槽,两个所述第二弧形槽内均滑动连接有第二活动块,两个所述第二活动块之间固定连接有第二挡板。
21、通过上述技术方案,当防火门板的前后端两端折弯后,通过第二送料机构和驱动机构进行输送,输送至其中一组第二折弯机构中第二折弯底座的顶部,使得防火门板竖向一端折弯处与第二折弯刀对准,此时启动两个第四液压缸,两个第四液压缸均通过活塞分别推动第三连接板,使得第三连接板推动两个连接块,使得两个连接块推动第二压板,实现对第二折弯底座顶部的防火门板进行压紧,同时启动两个第三液压缸,两个第三液压缸均通过活塞分别推动对应的第三转动座,使得两个第三转动座分别推动对应的第三连接座,使得两个第三连接座推动第二折弯刀,从而实现了对防火门板进行折弯,当防火门板出现回弹现象,调节角度微调机构,再通过第二折弯刀对其进行折弯,使得防火门板折弯角度保持90度,此时两个第三液压缸和两个第四液压缸的活塞均收缩,再通过第二送料机构和驱动机构对防火门板进行输送,输送至另一组第二折弯机构中第二折弯底座的顶部,同理通过另一组第二折弯机构中的第二压板将其压紧,再通过另一组第二折弯机构中的第二折弯刀对其进行折弯,再调节另一组第二折弯机构中的角度微调机构,同理将防火门板竖向另一端折弯成90度,不仅提高了折弯效率,且提高了折弯精准度。
22、所述角度微调机构包括设置于第一支撑座和第二支撑座上的角度盘,所述第一活动块和第二活动块的外壁均固定连接有连接盘,所述连接盘上固定连接有指针,所述连接盘的外壁固定连接有活动架,所述活动架的外壁转动连接有蜗轮,所述第一加工台和第二加工台上均固定连接有第二固定底架,所述第一加工台和第二固定底架的顶部均固定连接有第二固定座,两个所述第二固定座之间安装有蜗杆,所述蜗轮与蜗杆啮合,所述蜗轮的外端固定连接有操作轮,所述操作轮的内端固定连接有棘轮,所述第二固定底架的顶部固定连接有第三固定座,所述第三固定座上滑动连接有调节杆,所述调节杆的外壁固定连接有矩形板,所述第三固定座与矩形板之间固定连接有两个复位弹簧,所述调节杆的一端转动连接有限位块,所述限位块与棘轮啮合。
23、通过上述技术方案,对不同的材料厚度的防火门板进行折弯时,需要最开始对防火门板进行折弯调试,最开始需要转动两组第一折弯机构中的第一挡板,此时转动操作轮,使得操作轮转动带动蜗杆进行转动,使得蜗杆转动带动蜗轮进行转动,使得蜗轮转动带动活动架进行转动,使得活动架转动带动连接盘进行转动,使得连接盘转动带动指针和第一活动块进行转动,进而带动第一挡板进行转动,实现对第一挡板进行角度调节,同时指针可以在角度盘进行转动时,便于工作人员时刻了解对第一挡板调节角度,当防火门板被折弯后出现反弹现象不为90度时,再次转动操作轮,再通过第一折弯机构进行折弯,(操作轮每次转动角度需要控制较小范围,以防止折弯超过回弹系数,导致折弯失败),直到对防火门板的折弯回弹保持90度为止,对第一折弯机构进行调试后,对防火门板进行量产时,限位块与棘轮进行啮合,防止棘轮反转,同时蜗轮与蜗杆啮合,进而防止第一挡板出现转动现象,提高了对防火门板折弯精准度,对不同材料厚度的防火门板进行折弯时,需要对第一挡板进行复位,此时拉动调节杆,使得调节杆拉动限位块,再复位操作轮,使得限位块对准棘轮,通过两个复位弹簧的弹力下,使得限位块与棘轮进行啮合,同理对两组第二折弯机构上的角度微调机构进行调节。
24、本发明的有益效果如下:(1)本发明通过设置第一折弯机构、第二折弯机构和角度微调机构,可以先通过角度微调机构对第一折弯机构和第二折弯机构进行调试,再通过第一折弯机构和第二折弯机构对防火门板进行折弯,防止防火门板折弯后出现回弹现象,进而提高了对防火门板的折弯精准度;(2)本发明通过设置有第一送料机构、第二送料机构、驱动机构和吸住机构,第一送料机构和第二送料机构均通过驱动机构进行驱动,自动带动防火门板进行送料,同时通过吸住机构自动带动防火门板进行定位,无需工作人员手动送料,大大降低了人力成本,同时提高了折弯效率。
- 还没有人留言评论。精彩留言会获得点赞!