专用于铝型材的全自动高精度切割设备的制作方法
本发明涉及精密铝型材加工,尤其是一种专用于铝型材的全自动高精度切割设备。
背景技术:
1、阀体是精密设备中的常用部件,用于控制精密设备中的流体通路的通断,对精密设备的稳定高效运行起到关键作用。
2、现有技术中,对于制造阀体所需的铝型材坯料,多采用人工将铝棒原料切割至需求长度,随后进行外形加工使得铝型材坯料能够满足阀体的精度需求,从而制得铝型材坯料。这种加工方式生产效率低,生产时间长,人工成本高;同时,人工切割出的毛坯料,其切割端面的垂直度、平面度、粗糙度较大,切割精度低、一致差。
技术实现思路
1、本技术人针对上述现有生产技术中的缺点,提供一种结构合理的专用于铝型材的全自动高精度切割设备,通过设置进给装置、切割装置、压紧装置和浮动送料装置,能够对工件进行高效、高精度切割,从而缩短加工时间,提高生产效率;同时,能够降低人工成本,全自动的切割方式能够保证加工出的工件一致性高。
2、本发明所采用的技术方案如下:
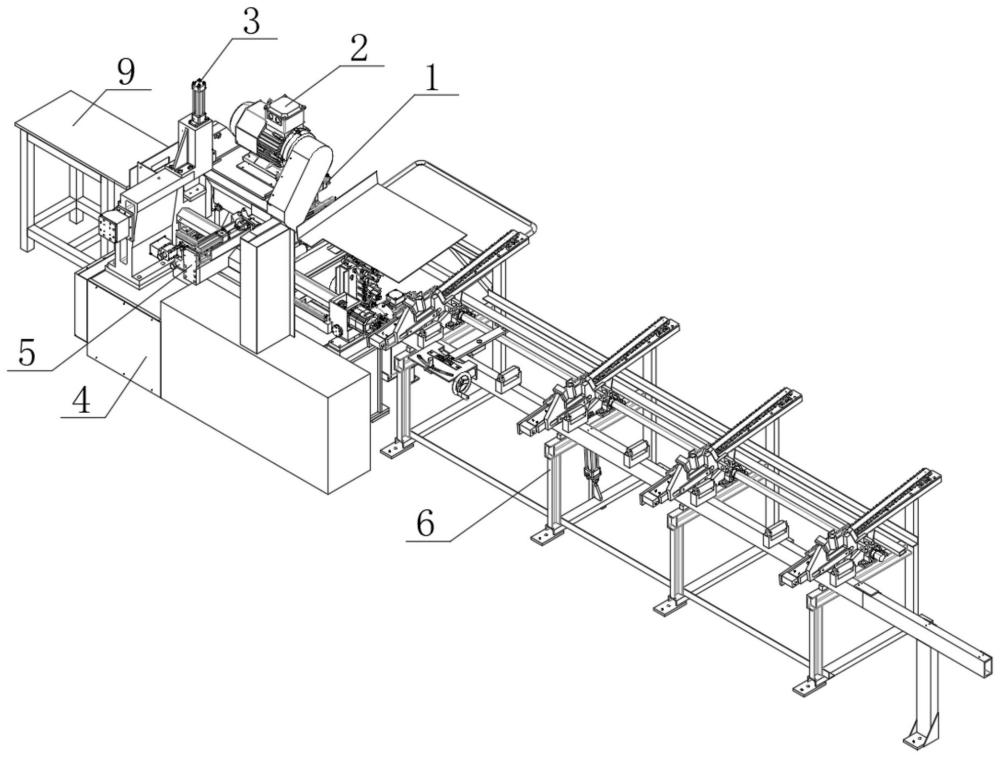
3、一种专用于铝型材的全自动高精度切割设备,包括用于进行上料的上料台架,所述上料台架的出料端衔接布置浮动送料装置,所述浮动送料装置的后端衔接布置压紧切割单元,所述压紧切割单元和浮动送料装置均通过机架支撑;
4、所述浮动送料装置的工作端夹紧上料台架顶部的工件,并带动工件沿第一水平方向作直线运动,从而将工件运送至压紧切割单元的入料端;
5、所述压紧切割单元包括用于切割工件的切割装置,以及用于压紧工件的压紧装置,切割装置的底部配合安装有进给装置,所述进给装置带动切割装置沿第二水平方向作直线运动,从而对压紧装置工作端压紧的工件进行切割;
6、所述浮动送料装置内设置有第一浮动油缸和第二浮动油缸,浮动送料装置通过第一浮动油缸沿竖直方向作浮动,从而使得浮动送料装置的水平工作端面高于压紧装置的水平工作端面;
7、所述浮动送料装置通过第二浮动油缸沿第二水平方向作浮动,从而使得浮动送料装置的竖直工作端面相对压紧装置的竖直工作端面沿第二水平方向产生偏移。
8、作为上述技术方案的进一步改进:
9、所述第一水平方向与所述第二水平方向相互垂直。
10、所述进给装置的结构为:包括进给安装架,所述进给安装架的顶部固定数条平行布置的进给滑轨,单条进给滑轨的顶部配合安装有数个进给滑块,所述进给滑块的顶部配合安装有切割装置;
11、所述进给安装架的一侧固定进给电机,所述进给电机的输出端连接进给丝杆,所述进给丝杆与进给滑轨平行布置,进给丝杆的外圆周面上通过进给螺母配合安装有进给连接座,所述进给连接座用于连接切割装置;
12、所述进给电机驱动进给丝杆旋转,从而通过进给螺母使得进给连接座沿进给丝杆的轴向作直线运动,进而带动切割装置沿进给滑轨作直线运动。
13、所述切割装置的结构为:包括切割安装架,所述切割安装架的顶部固定切割电机,所述切割电机的输出端连接主动带轮;
14、所述切割电机下方的切割安装架上通过轴承转动安装有主轴,所述主轴的一个端头固定从动带轮,所述从动带轮与主动带轮之间配合安装有三角带;
15、所述主轴的另一个端头固定锯片,所述锯片的一端延伸至切割安装架的外部;
16、所述切割电机驱动主动带轮旋转,主动带轮通过三角带带动从动带轮旋转,从动带轮通过主轴带动锯片旋转,从而使得锯片切割工件。
17、所述压紧装置的结构为:包括压紧安装架,所述压紧安装架的顶部固定第一压紧油缸,所述第一压紧油缸的输出端连接第一压紧座,所述第一压紧座下方的压紧安装架上固定压紧台面,所述压紧台面的工作端面呈平面,压紧台面一侧的压紧安装架上固定压紧靠栅,所述压紧靠栅的工作端面呈平面,压紧靠栅高于压紧台面布置,使得压紧靠栅的工作端面与压紧台面的工作端面形成呈l型的第一限位端面,从而对工件进行限位,压紧靠栅的工作端面与压紧台面的工作端面上同时开有避让槽;
18、所述压紧安装架的另一侧固定第二压紧油缸,所述第二压紧油缸的输出端连接第二压紧座,所述第二压紧座正对压紧靠栅的工作端面;
19、所述第一压紧油缸驱动第一压紧座沿竖直方向作靠近或远离压紧台面工作端面的直线运动,同时,第二压紧油缸驱动第二压紧座沿水平方向作靠近或远离压紧靠栅工作端面的直线运动,从而压紧或松开第一限位端面上的工件。
20、所述浮动送料装置的结构为:包括浮动送料安装架,所述浮动送料安装架的底部分别通过第一支座和第二支座支撑,所述浮动送料安装架的一侧固定送料电机,所述送料电机的输出端连接送料丝杆,所述送料丝杆的外圆周面上配合安装有滑座,所述滑座的底部配合安装有数个送料滑块,所述送料滑块与对应的数条送料滑轨配合安装,数条送料滑轨平行固定于浮动送料安装架的顶部;
21、所述送料电机驱动送料丝杆旋转,从而带动滑座沿送料滑轨作直线运动;
22、所述滑座的顶部设置夹料台面,所述夹料台面的工作端面呈平面,夹料台面一旁的滑座顶部固定数条平行布置的夹料滑轨,单条夹料滑轨上配合安装有夹料滑块,所述夹料滑块的顶部固定夹料座,所述夹料座与夹料油缸的输出端连接;
23、所述夹料座正对侧设置有夹料靠栅,所述夹料靠栅固定于滑座一侧,夹料靠栅的工作端面呈平面,同时夹料靠栅的工作端面高于夹料台面的工作端面,从而呈l型的第二限位端面,所述第二限位端面对工件进行限位;
24、所述夹料油缸驱动夹料座沿夹料滑轨作靠近或远离夹料靠栅工作端面的直线运动,从而夹紧或松开第二限位端面上的工件;
25、所述滑座的一侧配合安装有辅助辊轮,所述辅助辊轮的顶部外轮廓线与夹料台面的工作端面平齐;
26、所述浮动送料安装架的底部固定第一浮动油缸,所述第一浮动油缸的输出端连接第一接头,所述第一接头的端头铰接有第二接头,所述第二接头的转动安装于浮动送料安装架的底部,第二接头的中部设置有通孔,所述通孔内配合安装有偏心轴;
27、所述浮动送料安装架的底部设置有向下延伸的凸块,所述凸块与偏心轴的外圆周面接触;
28、所述第一浮动油缸通过第一接头驱动第二接头绕第二接头与浮动送料安装架的连接点作往复旋转运动,从而带动偏心轴旋转,偏心轴旋转过程中通过凸块使得浮动送料安装架沿竖直方向作浮动;
29、所述第二支座包括两间隔对称布置的支撑腿,两支撑腿相对的侧壁面上分别设置有浮动槽,浮动送料安装架通过浮动槽滑动安装于两支撑腿之间,第二支座的外部固定第二浮动油缸,所述第二浮动油缸的输出端连接连接轴,所述连接轴穿过一个支撑腿的壁面与浮动送料安装架连接;
30、所述第二浮动油缸驱动连接轴沿第二水平方向作直线运动,从而带动浮动送料安装架在浮动槽内沿第二水平方向作浮动。
31、所述送料滑轨沿第一水平方向布置,夹料滑轨垂直于送料滑轨布置。
32、所述上料台架的结构为:包括支架,所述支架的顶部配合安装有数个上料辊台,单个上料辊台的底部转动安装有第一连杆,单个第一连杆的端头与第二连杆的一个端头连接,单个第二连杆的另一个端头配合安装于驱动轴的外圆周面上,驱动轴转动安装于支架中部;
33、一个第二连杆与翻料油缸的输出端连接,翻料油缸固定于支架上;
34、单个上料辊台的尾端设置有呈u型的u型挡座,所述u型挡座的顶部配合安装有挡块;
35、沿送料方向,所述支架顶部u型挡座的两旁分别配合安装有支撑辊轮;
36、所述翻料油缸伸出时,通过第二连杆带动驱动轴旋转,从而通过第一连杆带动对应的上料辊台翻转,进而使得上料辊台顶部的工件滚入u型挡座内。
37、所述机架的一旁配合安装有集料台。
38、所述机架的外部配合安装有罩壳。
39、本发明的有益效果如下:
40、本发明结构紧凑、合理,操作方便,通过设置进给装置、切割装置、压紧装置和浮动送料装置,能够完成对铝型材的全自动、高精度、无损伤切割,从而能够将工件一次切割到位,有效提高生产效率,提高切割质量,保证产品一致性。
41、本发明还具有如下优点:
42、(1)本发明中切割装置通过设置三角带,其张力稳定,传动精度高,能够实现对切割电机输出扭矩的高精度传送,从而实现对锯片转速的精确、稳定控制,有效提高切割精度,降低工件切割端面的粗糙度。
43、(2)本发明中压紧装置通过设置两相互垂直布置的压紧油缸和对应的压紧座,能够对工件进行有效限位,能够将工件压紧,防止工件在切割过程中出现跑偏、晃动、定位不准的问题,从而保证切割后工件切割端面的垂直度、平面度满足精密制造工况的使用需求。
44、(3)本发明中浮动送料装置通过设置第一浮动油缸、第一接头、第二接头、偏心轴和凸块,使得浮动送料安装架能够沿竖直方向作浮动,从而使得送料过程中,夹料台面能够略高于压紧台面,防止压紧台面对工件造成刮蹭,保护工件的外观平整。
45、(4)本发明中浮动送料装置通过设置第二浮动油缸、连接轴和浮动槽,能够使得浮动送料安装架能够水平左右浮动,从而使得浮动送料装置在送料过程中工件略微偏离压紧靠栅,在浮动送料装置送完料回退过程中,夹料靠栅略微偏离工件,防止压紧靠栅和夹料靠栅对工件造成刮蹭,保护工件的外观平整。
46、(5)本发明配备有自动控制系统,其生产节拍连续紧凑,能够保证快速切割,从而提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!