一种具有同步位置输出功能的激光切割系统及方法与流程
本发明属于超快激光切割数控系统领域,具体说是一种具有同步位置输出功能的激光切割系统及方法。
背景技术:
1、在超快激光切割领域,市场现有的产品其控制的方案是将各个控制任务划分成各个模块,在硬件和软件结构上模块化设计,这种方式由于分布式的设计会影响切割加工的精密性。
2、现有的技术大多是以工控机为核心,数控系统仅完成运动控制,包括位置同步输出功能和其他功能模块都是通过在数控系统外另加模块完成,这样做的弊端是各个模块之间还需要协同方案,且各个模块之间通讯还需要时间,无法实现微秒级的同步。
技术实现思路
1、本发明目的是提供一种针对超快激光切割的具有位置同步输出的数控系统的方法,用于提高超快激光加工的精密性,以克服上述激光切割系统的缺陷。
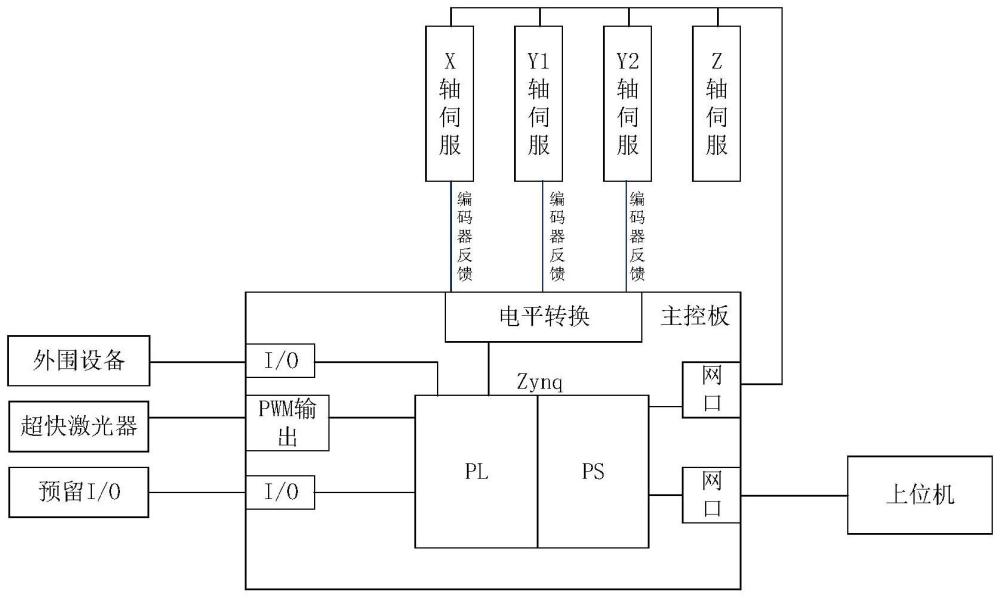
2、本发明为实现上述目的所采用的技术方案是:一种具有同步位置输出功能的激光切割系统,包括:主控制器以及与主控制器连接的激光器、上位机以及加工平台;
3、上位机,用于将激光加工相关信息以g代码形式发送至主控制器进行处理;
4、主控制器,用于接收激光加工相关信息,并对激光加工相关信息进行解析,并根据激光加工相关信息,对加工平台进行运动控制;同时,接收加工平台反馈的各轴的编码器反馈信号,并根据各轴的编码器反馈信号得到加工平台的位移距离;并根据加工平台的位移距离向激光器发送脉冲信号,控制激光器输出能量均匀的脉冲序列,进而实现确定激光加工位置;
5、激光器,用于接收主控制器发送的脉冲信号,并输出均匀的脉冲序列;
6、加工平台,用于接收主控制器的运动控制信号,同时,通过电平转换电路反馈各轴的编码器反馈信号至主控制器。
7、所述主控制器为集成fpga和arm架构的zynq芯片。
8、所述激光加工相关信息,包括:激光功率、脉冲频率、移动速度、气体类型。
9、所述编码器反馈信号为:两轴运动电机的ab 5v的差分信号。
10、所述主控制器,包括:pl输出端、ps处理端、i/o接口、pwm输出端口、网口以及电平转换电路;
11、所述ps处理端,用于通过网口接收上位机发送的激光加工相关信息,并对激光加工相关信息进行解析,并根据激光加工相关信息,通过网口向加工平台运动控制指令;
12、所述pl处理端,用于接收加工平台反馈的各轴的编码器反馈信号,并根据各轴的编码器反馈信号获取到加工平台的位移;并根据加工平台的位移,通过pwm输出端口向激光器发送脉冲信号,控制激光器输出均匀的脉冲序列;
13、所述pl输出端和ps处理端通过内置的axi总线连接;
14、所述pl输出端与用于包括触摸屏、视觉模块、监测检测设备连接的i/o接口连接。
15、一种具有同步位置输出功能的激光切割系统的方法,包括以下步骤:
16、1)上位机将激光加工相关信息以g代码形式发送至主控制器;
17、2)主控制器接收激光加工相关信息,并对激光加工相关信息进行解析,并根据激光加工相关信息,对加工平台进行运动控制;
18、3)加工平台的两轴运动电机旋转,设置在加工平台上的编码器反馈两轴运动电机的ab 5v差分信号至电平转换电路;
19、4)主控制器接收电平转换电路转换的编码器反馈信号,并根据编码器反馈信号,得到加工平台的位移距离;
20、5)主控制器根据加工平台的移动状态和当前位置来发送脉冲信号,来控制激光器的输出脉冲序列,让激光器在空间上均匀打点。
21、所述步骤4),包括以下步骤:
22、(1)主控制器中的pl输出端对采集的3.3v的单端ab信号进行消抖处理;
23、(2)通过pl输出端处理,并计算采集单端ab信号,得到平台的移动距离;
24、(3)将加工平台的移动与设定输出间距相比较,最终输出位置同步脉冲序列。
25、所述通过pl输出端处理,并计算采集单端ab信号,得到平台的移动距离,包括以下步骤:
26、a)获取齿轮周长,即电机旋转一圈距离:
27、齿轮周长=模数*齿数*斜率*减速比*π;
28、其中,模数、齿数、斜率、减速比均为设定于pl输出端的已知量;
29、b)根据采集单端ab信号得到编码器脉冲数,并根据编码器脉冲数和步骤a)获取的齿轮周长,计算出单个脉冲的位移距离,即:
30、单脉冲位移=齿轮周长/总脉冲数
31、c)根据单脉冲的位移获取单轴的位移,即:
32、单轴位移=单轴脉冲数*单脉冲位移
33、d)根据单轴位移获取加工平台位移。
34、所述将加工平台的移动与设定输出间距相比较,最终输出位置同步脉冲序列,具体为:
35、加工平台的位移每移动达到设定值,则pl端通过pwm输出端口向激光器发送脉冲信号,得到使激光器输出能量均匀的脉冲序列;进而实现确定激光加工位置。
36、本发明具有以下有益效果及优点:
37、1.本发明通过将各个功能模块分别在zynq内部实现,在zynq的pl端实现位置同步输出功能,由于zynq内部采用高速axi总线连接,传输速率快,并且fpga并行处理的特点即可对超快激光器脉冲序列的及时控制保证切割时超快激光器能量输出均匀,从而达到预期切割效果。
38、2.本发明的主控制器为zynq芯片,zynq芯片将位置同步输出集成在数控系统内部,通过采集编码器反馈信号判断平台位移,再控制超快激光器的脉冲序列进行均匀的输出,保证切割的精密性。
技术特征:
1.一种具有同步位置输出功能的激光切割系统,其特征在于,包括:主控制器以及与主控制器连接的激光器、上位机以及加工平台;
2.根据权利要求1所述的一种具有同步位置输出功能的激光切割系统,其特征在于,所述主控制器为集成fpga和arm架构的zynq芯片。
3.根据权利要求1所述的一种具有同步位置输出功能的激光切割系统,其特征在于,所述激光加工相关信息,包括:激光功率、脉冲频率、移动速度、气体类型。
4.根据权利要求1所述的一种具有同步位置输出功能的激光切割系统,其特征在于,所述编码器反馈信号为:两轴运动电机的ab 5v的差分信号。
5.根据权利要求1或2所述的一种具有同步位置输出功能的激光切割系统,其特征在于,所述主控制器,包括:pl输出端、ps处理端、i/o接口、pwm输出端口、网口以及电平转换电路;
6.根据权利要求1所述的一种具有同步位置输出功能的激光切割系统的方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的一种具有同步位置输出功能的激光切割系统的方法,其特征在于,所述步骤4),包括以下步骤:
8.根据权利要求7所述的一种具有同步位置输出功能的激光切割系统的方法,其特征在于,所述通过pl输出端处理,并计算采集单端ab信号,得到平台的移动距离,包括以下步骤:
9.根据权利要求7所述的一种具有同步位置输出功能的激光切割系统的方法,其特征在于,所述将加工平台的移动与设定输出间距相比较,最终输出位置同步脉冲序列,具体为:
技术总结
本发明属于超快激光切割数控系统领域,具体说是一种具有同步位置输出功能的激光切割系统及方法,包括:上位机,用于将激光加工相关信息以G代码形式发送至主控制器进行处理;主控制器,用于接收激光加工相关信息,并对激光加工相关信息进行解析,对加工平台进行运动控制;同时,接收加工平台反馈的各轴的编码器反馈信号,并根据各轴的编码器反馈信号得到加工平台的位移距离;并根据加工平台的位移距离向激光器发送脉冲信号,控制激光器输出能量均匀的脉冲序列,进而实现确定激光加工位置;激光器,用于接收主控制器发送的脉冲信号,并输出均匀的脉冲序列;加工平台,用于接收主控制器的运动控制信号,同时,反馈各轴的编码器反馈信号至主控制器。
技术研发人员:王金涛,栾显晔,李旭,樊宪宝,龚飞
受保护的技术使用者:山东新松工业软件研究院股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!