适用于09CrCuSb钢焊接的焊丝、药芯及熔覆金属的制作方法
本申请涉及焊接材料,尤其涉及一种适用于09crcusb钢焊接的焊丝、药芯及熔覆金属。
背景技术:
1、耐硫酸露点腐蚀钢(09crcusb),可用于制作有一定耐硫酸腐蚀要求的金属结构件等领域,如电力行业的烟道、烟囱等结构件;冶金化工行业的锅炉预热器和省煤器设备,板式换热器,空气预热器换热元件、输送管线或冷凝除湿装置;烘烤设备的耐酸耐热结构件等。
2、耐硫酸露点腐蚀对上述行业的装置会造成极大的破坏。解决钢的耐硫酸露点腐蚀的有效方法可通过减少燃烧中的硫分来抑制烟气中so2的量和硫酸的生成。但受原料供应状况,操作可行性及热效率等因素的制约,实施较困难,效果不显著。或采用搪瓷或非金属涂料可以在一定程度上避免构件的耐硫酸露点腐蚀,但施工难度大,同时影响换热效率。最理想的方案就是耐硫酸露点腐蚀环境的钢铁材料本身具有耐硫酸露点腐蚀的特性。在这种条件下,需要研发相应的09crcusb钢配套焊材来进行焊接,使之达到与母材同样的耐硫酸露点腐蚀效果。
技术实现思路
1、本申请提供了一种适用于09crcusb钢焊接的焊丝、药芯及熔覆金属,以解决现有技术中09crcusb钢焊接形成的熔覆金属的抗硫酸露点腐蚀性能较差的技术问题。
2、第一方面,本申请提供了一种适用于09crcusb钢焊接的药芯,所述药芯的原料以重量份计包括:
3、天然金红石:3.0份~6.0份,75#硅铁粉:1份~3份,钛酸钠:0.2份~0.5份,铝粉:0.1份~0.3份,氟化物:0.2份~0.3份,锰铁粉:1份~3份,金属铬:0.6份~1.2份,铜粉:0.20份~0.80份,铬铁:0.2份~0.4份,石英砂:0.2份~0.5份,锑粉:0.1份~0.3份,铁粉:0.8份~1.8份,电解锰:0.4份~1.0份。
4、可选的,所述药芯的原料以重量份计为:
5、天然金红石:3.0份,75#硅铁粉:1份,钛酸钠:0.2份,铝粉:0.1份,氟化物:0.2份,锰铁粉:1份,金属铬:0.6份,铜粉:0.20份,铬铁:0.2份,石英砂:0.2份,锑粉:0.1份,铁粉:0.8份,电解锰:0.4份;或,
6、天然金红石:4.5份,75#硅铁粉:2份,钛酸钠:0.35份,铝粉:0.2份,氟化物:0.25份,锰铁粉:2份,金属铬:0.9份,铜粉:0.5份,铬铁:0.3份,石英砂:0.35份,锑粉:0.2份,铁粉:1.3份,电解锰:0.7份;或,
7、天然金红石:6.0份,75#硅铁粉:3份,钛酸钠:0.5份,铝粉:0.3份,氟化物:0.3份,锰铁粉3份,金属铬:1.2份,铜粉:0.80份,铬铁:0.4份,石英砂:0.5份,锑粉:0.3份,铁粉:1.8份,电解锰:1.0份。
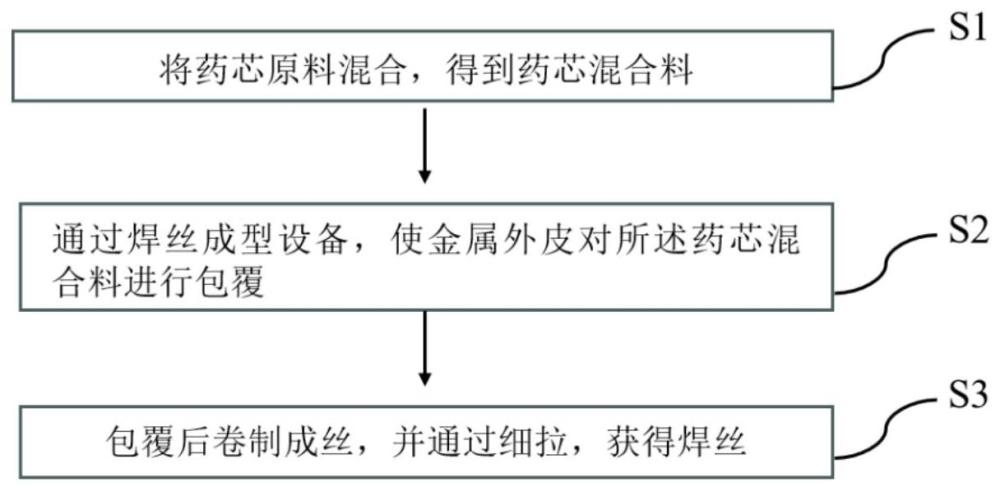
8、第二方面,本申请提供了一种适用于09crcusb钢焊接的焊丝,所述焊丝包括钢制外皮和第一方面中实施例所述的药芯。
9、可选的,所述药芯的重量为所述焊丝重量的10%~20%。
10、可选的,所述药芯的填充率为10%~20%;所述焊丝的丝径为1.20mm~2.40mm。
11、可选的,所述钢制外皮的化学成分以质量分数计为:
12、c:0.01%~0.04%,mn:0.10%~0.40%,si≤0.04%,s≤0.03%,p≤0.03%,余量为铁粉及不可避免的杂质。
13、可选的,所述钢制外皮的化学成分以质量分数计为:
14、c:0.029%,mn:0.28%,si:0.02%,s:0.008%,p:0.011%,余量为铁及不可避免的杂质。
15、第三方面,本申请提供了一种适用于09crcusb钢焊接的熔覆金属,所述熔覆金属由第二方面中任意一项实施例所述的焊丝在焊接过程中制得。
16、可选的,所述熔敷金属的化学成分以质量分数计包括:
17、c≤0.18%,mn≤2.0%,si≤0.90%,s≤0.030%,p≤0.030%,cr:0.7%~1.10%,cu:0.25%~0.45%,sb:0.04%~0.10%。
18、可选的,所述熔敷金属满足如下至少一种性能:抗拉强度rm为490mpa~670mpa,屈服强度rel≥390mpa,延伸率a≥18%,-30℃冲击功akv2≥27j,扩散氢含量<5ml/100g。
19、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
20、本申请提供了一种适用于09crcusb钢焊接的药芯,合理设计组成药芯的原料,通过添加75#硅铁粉作为脱氧剂和焊缝金属的合金剂;通过添加金属铬、铜粉提高熔敷金属的耐硫酸露点腐蚀性能。通过药芯原料的有机结合,焊丝焊接后的熔敷金属满足如下性能:抗拉强度rm为490mpa~670mpa,屈服强度rel≥390mpa,延伸率a≥18%,-30℃冲击功akv2≥27j,扩散氢含量<5ml/100g。有效地提高了焊缝整体性能,解决了焊缝金属低温韧性不足及耐硫酸露点腐蚀性的问题。焊接工艺性能良好,电弧稳定、飞溅小、焊缝成型美观。
技术特征:
1.一种适用于09crcusb钢焊接的药芯,其特征在于,所述药芯的原料以重量份计包括:
2.根据权利要求1所述的药芯,其特征在于,所述药芯的原料以重量份计为:
3.一种适用于09crcusb钢焊接的焊丝,其特征在于,所述焊丝包括钢制外皮和权利要求1或2中所述的药芯。
4.根据权利要求3所述的焊丝,其特征在于,所述药芯的重量为所述焊丝重量的10%~20%。
5.根据权利要求4所述的焊丝,其特征在于,所述药芯的填充率为10%~20%;所述焊丝的丝径为1.20mm~2.40mm。
6.根据权利要求3所述的焊丝,其特征在于,所述钢制外皮的化学成分以质量分数计为:
7.根据权利要求6所述的焊丝,其特征在于,所述钢制外皮的化学成分以质量分数计为:
8.一种适用于09crcusb钢焊接的熔覆金属,其特征在于,所述熔覆金属由权利要求3-7中任意一项所述的焊丝在焊接过程中制得。
9.根据权利要求8所述的熔敷金属,其特征在于,所述熔敷金属的化学成分以质量分数计包括:
10.根据权利要求8所述的熔敷金属,其特征在于,所述熔敷金属满足如下至少一种性能:抗拉强度rm为490mpa~670mpa,屈服强度rel≥390mpa,延伸率a≥18%,-30℃冲击功akv2≥27j,扩散氢含量<5ml/100g。
技术总结
本发明提供了一种适用于09CrCuSb钢焊接的焊丝、药芯及熔覆金属,属于焊接材料领域。所述药芯的原料以重量份计包括:天然金红石:3.0份~6.0份,75#硅铁粉:1份~3份,钛酸钠:0.2份~0.5份,铝粉:0.1份~0.3份,氟化物:0.2份~0.3份,锰铁粉:1份~3份,金属铬:0.6份~1.2份,铜粉:0.20份~0.80份,铬铁:0.2份~0.4份,石英砂:0.2份~0.5份,锑粉:0.1份~0.3份,铁粉:0.8份~1.8份,电解锰:0.4份~1.0份。从而解决了目前现有技术中09CrCuSb钢焊接形成的熔覆金属的抗硫酸露点腐蚀性能较差的问题。
技术研发人员:郭栖利,官忠波,张克静,杨飞,徐晓龙,蒋勇
受保护的技术使用者:四川大西洋焊接材料股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!