一种00Cr27Ni31Mo7CuN合金键销的制造方法与流程
本发明涉及细长合金键销制造,具体涉及一种00cr27ni31mo7cun合金键销的制造方法。
背景技术:
1、00cr27ni31mo7cun是一种含氮的铁镍铬钼合金,具备优良耐全面腐蚀性能又有优良的耐晶间腐蚀、耐点腐蚀、耐缝隙腐蚀和耐应力腐蚀等局部腐蚀性能,是综合性能最佳的材料之一,广泛应用在磷酸、硫酸等化工,海水淡化及纸浆、造纸和燃煤(油)电厂的烟气脱硫工程中。
2、我司生产的一种00cr27ni31mo7cun合金键销,其截面为主体为16.3mm*15.6mm的矩形,一侧设有两个1.5mm*45°的倒角,另一侧设有两个3mm*45°的倒角,键销长度达到223mm。该合金键销用于燃煤电厂烟气脱硫工程反应釜搅拌主轴与叶轮间的连接。
3、该合金键销的传统加工工艺包括铣加工和冷拔,存在不同方面的工艺难度:前者因产品尺寸小,直径细,加工过程易形变导致弯曲或者扭曲,成材率只有64.8%,同时铣加工八个面需要多次装夹与更换刀具,生产效率低;后者因为原料cr含量达到26%-28%,冷加工强度很高,塑性不好,冷加工过程很容易开裂,经常出现不合格报废情况,成品成材率低于30%。
4、为此,我们提出一种00cr27ni31mo7cun合金键销的制造方法。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种00cr27ni31mo7cun合金键销的制造方法,克服了现有技术的不足,工艺合理,操作方便,解决了现有合金键销制造成品成材率低的技术问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、一种00cr27ni31mo7cun合金键销的制造方法,其特征在于,
6、该制造方法的原材料为00cr27ni31mo7cun无心研磨圆棒,00cr27ni31mo7cun无心研磨圆棒的化学成分按质量百分比计,包括c0.012%,p 0.015%,s 0.001%,cr 26.4%,ni 30.9%,mn 1.42%,si 0.04%,mo 6.19%,cu 1.10%,n 0.20%,余量为fe和不可避免的杂质;
7、该制造方法包括以下步骤:
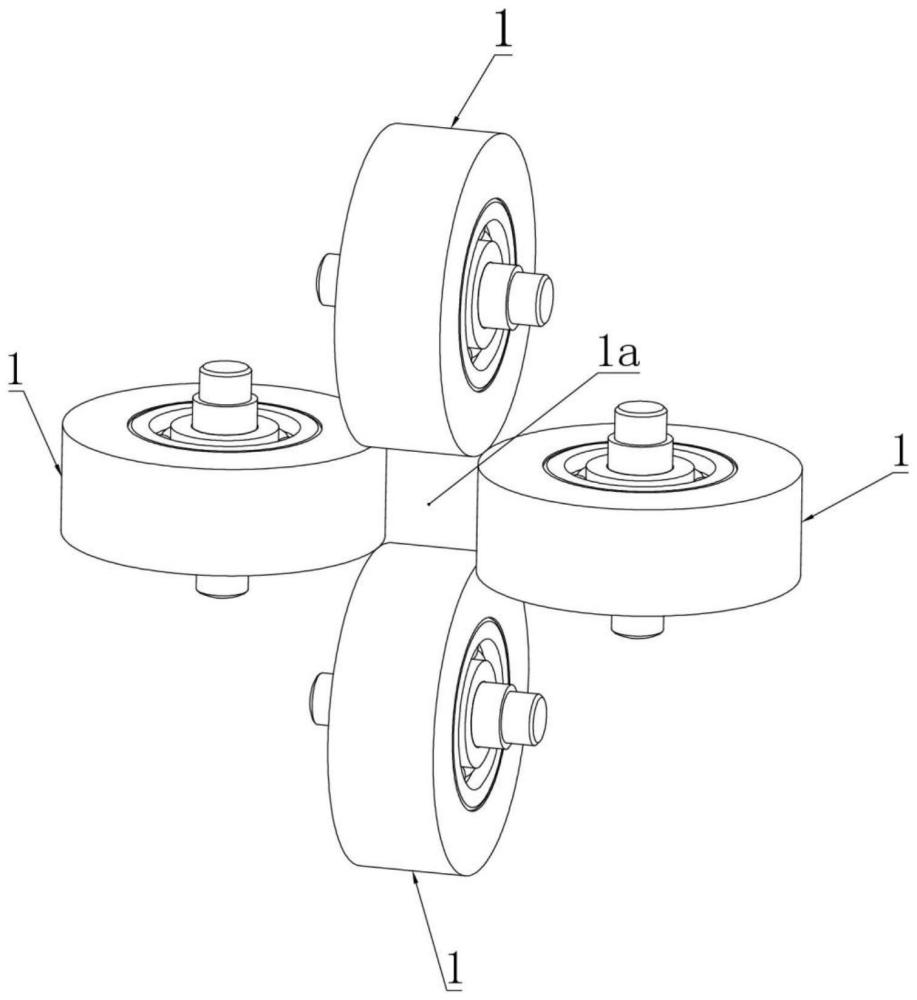
8、s11、滚动冷抽,无心研磨圆棒穿过滚动模具的矩形模孔后获得方棒,滚动模具采用两对转动的辊轮,其中一对辊轮呈上下分布、另一对辊轮呈左右分布,两对辊轮的滚动面之间形成矩形模孔;
9、s12、冷抽定型,方棒依次穿过第一定型模具和第二定型模具,获得截面定型的成品;
10、s13、精抛;
11、s14、精校;
12、s15、定尺;
13、其中,
14、步骤s10中,棒材经滚动模具变形前后截面比为12%-15%;
15、步骤s11中,棒材经第一定型模具、第二定型模具变形前后截面比为分别为8%-12%、12%-15%。
16、进一步的,其中,s11、s12,棒材冷抽前进行软化固溶,1160℃±10℃,保温1h;冷抽后进行固溶,经1160℃±10℃,保温1h。
17、进一步的,无心研磨圆棒的制造方法如下:
18、s1、配料,
19、s2、vim真空脱气控制,将s1配料后的原料添加至vim真空脱气炉中,融化,采用单渣法冶炼,渣料按质量比选用50%cao,26%al2o3,19%mgo,5%sio2,渣料占到钢水质量的3%-5%;一期脱碳控制氩氧比4:1,一期平均脱碳速度0.0125%/min,含碳量降至0.2±0.05%开始二期脱碳,二期脱碳控制氩氧比2:1,二期平均脱碳速度0.0188%/min,含碳量降至0.12%;
20、s3、esr电渣重熔,预熔渣按质量比选用50%caf2,26%al2o3,19%cao,5%mgo,预熔渣占到钢水质量的3%-5%,预充氩气,结晶器内氧含量低于3%后开始起弧,电渣重熔电流11000a-9000a,电压38~42v,熔速控制在6.3~6.5kg/min;
21、s4、均质化处理,200℃±30℃,保温1h;升温至950℃±15℃,升温时长≥8h;950℃±15℃,保温1h;升温至1160℃±10℃,升温时长≥3h;1160℃±10℃,维持30h;升温至1190℃±10℃,升温时长≥3h;1190℃±10℃,维持60h;炉冷至700℃后出炉空冷;
22、s5、热锻开坯,
23、s6、轧制剥皮;
24、s7、无心研磨。
25、进一步的,步骤s2中,钢水在vim真空脱气炉中完成精炼后,采用双底吹系统吹氩加搅拌排渣。
26、进一步的,步骤s3中,电渣重熔前,对感应炉真空电极进行表面抛光,清理电极表面缺陷;以及,对电极进行烘烤,600℃,4h,烘烤完毕后进行焊接假电极。
27、进一步的,步骤s3中,预熔渣在电渣开始前进行烘烤,700℃,4h。
28、(三)有益效果
29、本发明提供了一种00cr27ni31mo7cun合金键销的制造方法,具备以下有益效果:通过对原材料冶炼纯净度控制,各元素含量控制改善属性,结合自主研发的滚动冷抽工艺加多道次模具定型工艺,提高批量生产效率,产品成材率提升至90%以上。
技术特征:
1.一种00cr27ni31mo7cun合金键销的制造方法,其特征在于,
2.如权利要求1所述的一种00cr27ni31mo7cun合金键销的制造方法,其特征在于:其中,s11、s12,棒材冷抽前进行软化固溶,1160℃±10℃,保温1h;冷抽后进行固溶,经1160℃±10℃,保温1h。
3.如权利要求1所述的一种00cr27ni31mo7cun合金键销的制造方法,其特征在于:无心研磨圆棒的制造方法如下:
4.如权利要求3所述的一种00cr27ni31mo7cun合金键销的制造方法,其特征在于:步骤s2中,钢水在vim真空脱气炉中完成精炼后,采用双底吹系统吹氩加搅拌排渣。
5.如权利要求3所述的一种00cr27ni31mo7cun合金键销的制造方法,其特征在于:步骤s3中,电渣重熔前,对感应炉真空电极进行表面抛光,清理电极表面缺陷;以及,对电极进行烘烤,600℃,4h,烘烤完毕后进行焊接假电极。
6.如权利要求1所述的一种00cr27ni31mo7cun合金键销的制造方法,其特征在于:步骤s3中,预熔渣在电渣开始前进行烘烤,700℃,4h。
技术总结
本发明涉及细长合金键销技术领域,提供了一种00Cr27Ni31Mo7CuN合金键销的制造方法,该制造方法的原材料为00Cr27Ni31Mo7CuN无心研磨圆棒,00Cr27Ni31Mo7CuN无心研磨圆棒的化学成分按质量百分比计,包括C 0.012%,P 0.015%,S 0.001%,Cr 26.4%,Ni 30.9%,Mn 1.42%,Si 0.04%,Mo 6.19%,Cu 1.10%,N0.20%,余量为Fe和不可避免的杂质,圆棒采用滚动冷抽工艺加多道次模具定型工艺。本发明克服了现有技术的不足,工艺合理,操作方便,解决了现有合金键销制造成品成材率低的技术问题。
技术研发人员:宋威,王开先,王开来,王哲,徐伟,呙誉文,王琴
受保护的技术使用者:江苏金合特种合金材料有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!