焊头控制方法、超声波焊接机及存储介质与流程
本发明涉及超声波焊接机,具体的,涉及一种焊头控制方法,还涉及应用该焊头控制方法的超声波焊接机,还涉及应用该焊头控制方法的计算机可读存储介质。
背景技术:
1、超声波焊接机在焊接加工时,焊接流程包括以下步骤:首先,控制焊头移动至待焊接产品的焊接位置;接着,控制焊头以预设幅度进行发振并持续下压,使两个待焊接产品的焊接位置熔解连接;最后,在焊接位置固化后,控制焊头由焊接位置回到原点位置。
2、但是现有的方案在产品焊接固化时,仅仅是将焊头停止工作,不对焊接位置进行任何操作,使得焊头自然垂落,不利于对焊接位置的固化定型,影响焊接效果。而且,在完成固化后,则驱动焊头以固定的移动速度由焊接位置回到原点位置,不考虑焊头与焊接位置分离时的黏连情况,直接快速与待焊接产品分离,容易导致产品的焊接位置受到破坏。
技术实现思路
1、本发明的第一目的是提供一种可提高产品焊接位置的焊接质量的焊头控制方法。
2、本发明的第二目的是提供一种可提高产品焊接位置的焊接质量的超声波焊接机。
3、本发明的第三目的是提供一种可提高产品焊接位置的焊接质量的计算机可读存储介质。
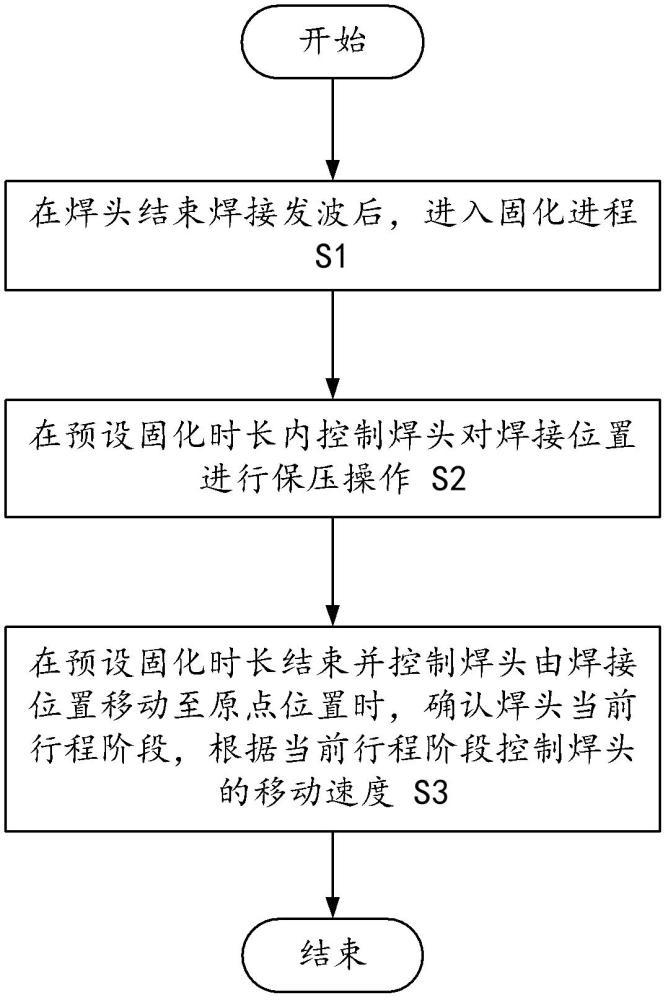
4、为了实现上述第一目的,本发明提供的焊头控制方法包括:在焊头结束焊接发波后,进入固化进程;在预设固化时长内控制焊头对焊接位置进行保压操作;在预设固化时长结束并控制焊头由焊接位置移动至原点位置时,确认焊头当前行程阶段,根据当前行程阶段控制焊头的移动速度,其中,当前行程阶段包括焊头与焊接位置初始分离的慢速分离段以及焊头与焊接位置完全分离的快速分离段,焊头位于慢速分离段的第一预设移动速度小于焊头位于快速分离段的第二预设移动速度。
5、由上述方案可见,本发明的焊头控制方法在进入固化进程时,通过在预设固化时长内控制焊头对焊接位置进行保压操作,可使焊头将稳定的压力施加于产品的焊接位置,有利焊接位置的固化定型,同时,在控制焊头由焊接位置移动至原点位置时,进行分段控制,在焊头与焊接位置初始分离时以低速移动,避免损坏焊接位置,提高产品的焊接质量,同时,在焊头与焊接位置完全分离后,快速控制焊头移动,以减少焊头归位时间,提高焊接效率。
6、进一步的方案中,在控制焊头由焊接位置移动至原点位置时,获取预设固化时长结束后的预设时长内焊头受到焊接位置的压力变化值;若压力变化值大于预设压力变化值,则将第一预设移动速度降低预设速度值。
7、由此可见,在固化完成时,焊接位置可能会与焊头存在一定的粘性,因此,需要根据焊接位置与焊头粘连情况调整第一预设移动速度,避免移动速度过大导致焊接位置受损,通过焊头受到焊接位置的压力变化值可确认焊接位置与焊头粘连程度,压力变化值大于预设压力变化值时,则认为粘连程度较高,需要降低速度。
8、进一步的方案中,分段控制焊头由焊接位置移动至原点位置的步骤包括:获取焊头的行程控制参数的数值,根据行程控制参数的数值控制焊头当前阶段的移动速度。
9、由此可见,通过获取行程控制参数的数值,以便确认切换焊头移动速度的时机,从而提高焊头移动控制的精度。
10、进一步的方案中,行程控制参数是焊头距离焊接位置的距离;根据行程控制参数的数值控制焊头当前阶段的移动速度的步骤包括:当焊头距离焊接位置的距离小于第一预设距离时,控制焊头以第一预设速度移动;当焊头距离焊接位置的距离大于或等于第一预设距离时,控制焊头以第二预设速度移动。
11、由此可见,焊头距离焊接位置的距离可确认焊头是否完全分离焊接位置,从而便于控制焊头的移动速度。
12、进一步的方案中,行程控制参数是焊头离开焊接位置的时长;根据行程控制参数的数值控制焊头当前阶段的移动速度的步骤包括:当焊头离开焊接位置的时长小于第一预设时长时,控制焊头以第一预设速度移动;当焊头距离焊接位置的距离大于或等于第一预设时长时,控制焊头以第二预设速度移动。
13、由此可见,根据焊头离开焊接位置的时长可确认焊头是否完全分离焊接位置,从而便于控制焊头的移动速度。
14、进一步的方案中,行程控制参数是焊头所受到的压力;根据行程控制参数的数值控制焊头当前阶段的移动速度的步骤包括:当焊头所受到的压力大于第一预设压力时,控制焊头以第一预设速度移动;当焊头距离焊接位置的距离小于或等于第一预设压力时,控制焊头以第二预设速度移动。
15、由此可见,焊头离开焊接位置时,焊头所受到的压力会逐渐减小,因此,可通过焊头所受到的压力确认焊头是否完全分离焊接位置。
16、进一步的方案中,行程控制参数是焊头所受到的压力和焊头距离焊接位置的距离;根据行程控制参数的数值控制焊头当前阶段的移动速度的步骤包括:当焊头所受到的压力大于第二预设压力且焊头距离焊接位置的距离小于第二预设距离,控制焊头以第一预设速度移动;当焊头所受到的压力小于或等于第二预设压力且焊头距离焊接位置的距离大于或等于第二预设距离,控制焊头以第二预设速度移动。
17、由此可见,通过焊头所受到的压力和焊头距离焊接位置的距离结合判断焊头是否完全分离焊接位置,从而提高判断的准确性。
18、进一步的方案中,在预设固化时长内控制焊头对焊接位置进行保压操作的步骤包括:控制焊头所受到的压力处于预设压力范围内;或者控制焊头的当前位置与原点位置的距离等于预设距离值。
19、由此可见,控制焊头所受到的压力处于预设压力范围内或者控制焊头的当前位置与原点位置的距离等于预设距离值,可使焊接位置受到稳定的压力,使焊接位置更好的固化定型。
20、为了实现本发明的第二目的,本发明提供超声波焊接机包括处理器以及存储器,存储器存储有计算机程序,计算机程序被处理器执行时实现上述的焊头控制方法的步骤。
21、为了实现本发明的第三目的,本发明提供的计算机可读存储介质,其上存储有计算机程序,计算机程序被控制器执行时实现上述的焊头控制方法的步骤。
技术特征:
1.一种焊头控制方法,应用于超声波焊接机,其特征在于,包括:
2.根据权利要求1所述的焊头控制方法,其特征在于:
3.根据权利要求1所述的焊头控制方法,其特征在于:
4.根据权利要求3所述的焊头控制方法,其特征在于:
5.根据权利要求3所述的焊头控制方法,其特征在于:
6.根据权利要求3所述的焊头控制方法,其特征在于:
7.根据权利要求3所述的焊头控制方法,其特征在于:
8.根据权利要求1至7任一项所述的焊头控制方法,其特征在于:
9.一种超声波焊接机,包括处理器以及存储器,其特征在于:所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时实现如权利要求1至8中任意一项所述的焊头控制方法的步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于:所述计算机程序被控制器执行时实现如权利要求1至8中任意一项所述的焊头控制方法的步骤。
技术总结
本发明提供一种焊头控制方法、超声波焊接机及存储介质,该焊头控制方法包括:在焊头结束焊接发波后,进入固化进程;在预设固化时长内控制焊头对焊接位置进行保压操作;在预设固化时长结束并控制焊头由焊接位置移动至原点位置时,确认焊头当前行程阶段,根据当前行程阶段控制焊头的移动速度,其中,当前行程阶段包括焊头与焊接位置初始分离的慢速分离段以及焊头与焊接位置完全分离的快速分离段,焊头位于慢速分离段的第一预设移动速度小于焊头位于快速分离段的第二预设移动速度。应用本发明的焊头控制方法可提高产品焊接位置的焊接质量。
技术研发人员:叶成志,戚康金,王森城
受保护的技术使用者:珠海灵科自动化科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!