一种数控车削专机的制作方法
本技术涉及数控机床的,尤其是涉及一种数控车削专机。
背景技术:
1、数控车削专机即为数控车削机床,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序并将其译码,用代码化的数字表示,通过信息载体输入数控装置,以此来控制机床的动作,从而实现按照图纸要求的形状和尺寸,自动地将零件加工出来。
2、车削加工一般加工圆轴状零件,而一般的零件都是通过人工夹持到车床上,然后进行加工,但是当加工直径和长度比较长的零件时,人工装夹就比较麻烦,导致装夹花费的时间较长,而且装夹也容易出现装夹位置偏移的情况,从而导致车削专机的加工效率和加工质量较低。
技术实现思路
1、为了提高车削专机的加工效率和加工质量,本技术提供了一种数控车削专机。
2、本技术提供的一种数控车削专机,采用如下的技术方案:
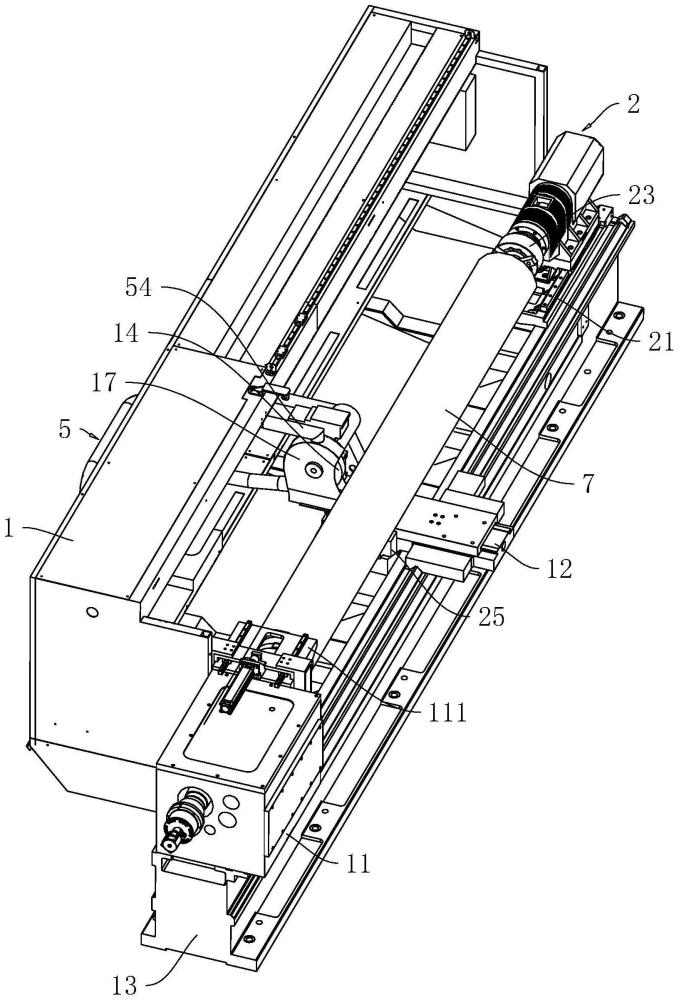
3、一种数控车削专机,包括箱体、设置在箱体上的机头、滑移设置在箱体上且用于对零件进行加工的刀座,所述箱体上设置有辅助上料的上料机构,所述上料机构包括:
4、滑移座,所述滑移座滑移设置在箱体上,所述刀座位于机头和滑移座之间;
5、第一夹头和第二夹头,所述第一夹头和第二夹头分别转动设置在机头和滑移座上且使得零件两端抵触到第一夹头和第二夹头上并用于对零件进行夹持;
6、第一升降台和第二升降台,所述第一升降台和第二升降台分别上下滑移设置在机头和刀座上,且所述第一升降台且位于第一夹头下方并和第二升降台配合用于对零件进行支撑定位;
7、驱动组件,所述驱动组件设置在箱体上且与滑移座连接。
8、通过采用上述技术方案,将零件吊装放置到第一升降台和第二升降台,然后第一升降台和第二升降台上移,接着驱动组件启动带动滑移座移动,滑移座移动带动第二夹头靠近且抵触到零件上,因此第二夹头推动零件与第一夹头抵触,然后第一夹头和第二夹头启动夹持零件的两端,接着第一升降台和第二升降台下移远离零件,接着刀座启动对零件进行加工,从而降低了人工装夹而降低加工效率和质量的概率,以此来提高了车削专机的加工效率和加工质量。
9、可选的,所述第一夹头包括:
10、基础盘,所述基础盘转动设置在机头上,且所述基础盘上沿基础盘径向滑移设置有三个夹爪;
11、三个定位盘,三个所述定位盘可拆卸设置在三个夹爪上且与零件抵触进行定位并能夹持到零件侧壁上进行定位。
12、通过采用上述技术方案,零件抵触到基础盘上,然后三个夹爪启动带动三个定位盘夹持到零件上进行定位,从而实现对零件进行夹持,同时还能根据需要对三个定位盘进行更换,以此来适应对不同尺寸的零件进行夹持,因此增大了零件的适应范围。
13、可选的,所述机头上沿靠近或远离第一夹头方向滑移安装有安装架,所述第一升降台设置在安装架上且能移至第一夹头外侧,所述机头上设置有与安装架连接的移动气缸。
14、通过采用上述技术方案,需要对零件进行支撑定位时,移动气缸启动带动第一升降台移至第二夹头下方,而等零件装夹完成且刀座需要对第一升降台处零件进行加工时,移动气缸带动第一升降台移至第一夹头外侧,从而在实现辅助零件装夹的同时也降低了零件加工时产生的干扰。
15、可选的,所述第一升降台和第二升降台上均设置有支撑机构,所述支撑机构包括:
16、两个支撑轮,两个所述支撑轮转动设置在第一升降台上且位于零件两侧,所述零件放置在两个支撑轮上;
17、支撑带,所述支撑带套设在两个支撑轮上且紧贴在零件上进行支撑;
18、张紧组件,所述张紧组件滑移设置在第一升降台上且位于支撑带内侧,所述张紧组件能随着零件的挤压进行移动且使得支撑带张紧用于对零件进行支撑。
19、通过采用上述技术方案,张紧组件使得支撑带呈张紧状态,而零件放置在支撑带上,且零件抵压在支撑轮上,支撑轮对零件进行支撑,而张紧的支撑带紧贴在零件上进行支撑,而零件转动带动支撑带移动,从而提高了对零件的支撑效果,同时也降低了支撑带和零件发生相对转动而降低零件质量的概率,而且张紧组件能够随着零件的挤压进行移动且始终使得支撑带张紧,因此支撑带能适应对不同尺寸的零件进行支撑,从而提高了支撑机构的适应范围。
20、同时在零件粗加工时加工余量较大,从而零件容易出现振动现象而使得加工质量较低,因此支撑机构对零件进行支撑,降低了零件出现振动现象的概率,提高了零件的质量,而在对零件进行精加工时加工余量较小,从而零件出现振动现象的概率较小,因此第一升降台和第二升降台还能启动带动支撑机构与零件脱离,从而降低了零件出现振动现象的概率,同时也降低了支撑带与零件产生相对位移时而造成零件质量降低的概率,以此来提高了车削专机的加工质量。
21、可选的,所述张紧组件包括:
22、第一张紧块和第二张紧块,所述第一张紧块和第二张紧块沿零件的径向滑移设置在第一升降台上;
23、张紧弹簧,所述张紧弹簧两端分别与第一张紧块和第二张紧块连接;
24、第一张紧轮和第二张紧轮,所述第一张紧轮和第二张紧轮分别转动设置在第一张紧块和第二张紧块上且在张紧弹簧作用下抵压在支撑带相对两内侧壁上并用于对支撑带进行张紧。
25、通过采用上述技术方案,第一张紧轮和第二张紧轮在张紧弹簧作用下张紧支撑带,同时第一张紧轮或者第二张紧轮还能对零件进行支撑,因此在实现支撑带张紧同时也进一步提高了对零件的支撑效果。
26、可选的,所述刀座上设置有驱动第一升降台上下移动的升降组件,所述升降组件包括;
27、推动块,所述推动块水平滑移设置在机头上且设置有倾斜并用于推动第一升降台上下移动的推动面;
28、推动气缸,所述推动气缸设置在机头上且与推动块连接;
29、推动杆,所述推动杆设置在推动块上且靠近支撑带一端设置有倾斜并以便于抵压到支撑带上的导向面,所述推动杆设置有两个且分别位于两个支撑轮一侧;
30、弧形推环,所述弧形推环设置在两个推动杆相对一侧的侧壁上且位于靠近支撑轮一侧,当所述支撑带紧贴在零件上时,所述推动杆和弧形推环位于支撑带下方;而所述第一升降台上移能带动推动杆抵压到支撑带上,且所述推动杆继续移动带动弧形推环抵压到支撑带上进行定位。
31、通过采用上述技术方案,推动气缸启动带动推动块移动,推动块移动带动第一升降台下移,第一升降台下移带动与支撑轮接触部位的支撑带与零件脱离,而推动杆和弧形推环在推动块作用下靠近支撑带,使得推动杆抵压到支撑带上进行定位,第一升降台继续下移带动弧形推环抵压到支撑带上进行定位,使得支撑带下移远离零件,从而使得支撑机构全部与零件脱开,因此缩短了使得支撑机构与零件脱开而移动的距离,从而在实现对零件进行支撑同时也提高了车削专机的加工效率。
32、同时弧形推环抵压在支撑带上对张紧组件进行定位,从而降低了张紧组件从第一升降台上脱离的概率,因此提高了支撑机构的支撑效果。
33、可选的,所述刀座设置有用于加工零件的刀具和罩住刀具的防护罩,所述箱体上设置有与防护罩连通的冷却吸尘机构,所述冷却吸尘机构包括:
34、吸尘箱,所述吸尘箱设置在箱体上且设置有与防护罩连通的吸尘管,所述吸尘管用于吸收零件加工时产生的粉尘;
35、过滤框,所述过滤框设置在吸尘箱上且均与开设有多个供空气通过的过滤孔并用于收集粉尘;
36、吸尘风机,所述吸尘风机设置在吸尘箱上且使得粉尘通过吸尘管移至过滤框进行收集,通过所述过滤框后的空气进入吸尘风机;
37、冷却组件,所述冷却组件设置在吸尘箱上且用于对进入过滤框前的粉尘和空气进行冷却;
38、冷却管,所述冷却管设置在防护罩上且与吸尘风机出风口连通,使得通过所述冷却组件冷却后的空气吹向刀具进行冷却。
39、通过采用上述技术方案,吸尘风机启动,粉尘和热气进入吸尘箱内,然后粉尘和热气通过冷却组件进行冷却,因此使得热气降温而粉尘向下降落到过滤框中进行收集,而降温后的空气通过冷却管吹向刀具,以此来实现对粉尘进行收集同时也实现对刀具进行冷却,而且冷却组件对热气进行冷却,从而降低了粉尘继续飞扬的概率,使得更多的粉尘移至过滤框进行收集,以此来实现降低了粉尘污染环境,同时也提高了车削专机的加工质量。
40、可选的,所述冷却组件包括:
41、冷却板,所述冷却板设置在吸尘箱内且内部开设有冷却腔并均与开设有多个贯通冷却板的冷却孔,所述冷却孔孔径大于过滤孔孔径且以供粉尘和空气一起通过;
42、冷却箱,所述冷却箱设置在吸尘箱上且装有冷却液;
43、冷却泵,所述冷却泵设置在冷却箱上且设置有与冷却腔连通的进液管,所述冷却板上设置有与冷却腔连通并用于将冷却液回流到冷却箱内的出液管。
44、通过采用上述技术方案,冷却泵启动,冷却箱内冷却液通过进液管进入冷却腔内,冷却液对热气和粉尘进行冷却,然后冷却液通过出液管回流到冷却箱内,以此来实现对热气和粉尘进行冷却。
45、可选的,所述吸尘箱上开设有滑移孔,所述过滤框滑移设置在滑移孔上且设置有抵触在吸尘箱上的安装板,所述安装板上卡接设置有抵压在吸尘箱上用于密封的密封圈,所述安装板上还螺纹连接有与吸尘箱螺纹连接的安装螺钉。
46、通过采用上述技术方案,拧动安装螺钉与吸尘箱脱离,然后拉动安装螺钉取下过滤框进行清理,清理后,将过滤框滑移安装到滑移孔上,推动安装板抵触吸尘箱上,拧动安装螺钉螺纹连接到吸尘箱上,以此来实现对过滤框进行清理,因此提高了对粉尘的收集效果。
47、可选的,所述箱体上滑移设置有两个便于放入零件的防护门,所述箱体上设置有两个分别与两个防护门连接的防护气缸。
48、通过采用上述技术方案,防护气缸启动带动防护门打开,然后即能将零件放入箱体内部,接着防护气缸启动带动防护门关闭,以此来实现对工作人员进行防护,从而降低了工作人员的安全性。
49、综上所述,本技术包括以下至少一种有益技术效果:
50、通过将零件放置到第一升降台和第二升降台,然后第一升降台和第二升降台上移,接着驱动组件启动带动第二夹头和第一夹头抵触到零件上,然后第一夹头和第二夹头启动夹持零件的两端,接着第一升降台和第二升降台下移远离零件,然后刀座启动对零件进行加工,从而降低了人工装夹而降低加工效率和质量的概率,以此来提高了车削专机的加工效率和加工质量。
- 还没有人留言评论。精彩留言会获得点赞!