一种空调用感温管套管与U管焊接组件及焊接工艺的制作方法
本发明属于空调及空气源热泵制作,尤其涉及一种空调用感温管套管与u管焊接组件及焊接工艺。
背景技术:
1、目前在空调的制作过程中,感温管套管通常焊接在空调蒸发器、冷凝器的u管上,感温包套管单一焊点。
2、焊接方式为:通常是在空调的两器(蒸发器、冷凝器)自动排焊生产线上,u管经过自动排焊机焊接过后,一个普工使用专用工装挑起感温包套管至蒸发器或冷凝器的规定u管位置,一个焊工手持焊枪对其进行钎焊焊接,涉及到两人配合,工作效率低下;同时,由于不同个体间配合度问题,进行钎焊焊接时,会导致焊料添加不足、套管焊接不稳、无法保证焊接质量。
3、通过上述分析,现有技术存在的问题及缺陷为:
4、(1)目前的工艺依赖于两人的配合,这种依赖于人工操作的流程不仅效率低,而且也容易受到人力资源配置和人员技能水平的限制。
5、(2)焊接不稳定、焊料添加不足或过量,从而影响最终产品的质量和可靠性。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种空调用感温管套管与u管焊接组件及焊接工艺。
2、本发明是这样实现的,一种空调用感温管套管与u管焊接组件,所述空调用感温管套管与u管焊接组件由感温管套管和u管经焊接而成,钎焊焊料填充在两零部件结合处;根据感温管套管在空调两器上的安装位置、空间不同,该组件有类型a、类型b、类型c不同装配方式;
3、类型a:感温管套管在u管顶部或外侧,与u管轴线平行,ɑ可以在0-180°的任意位置;
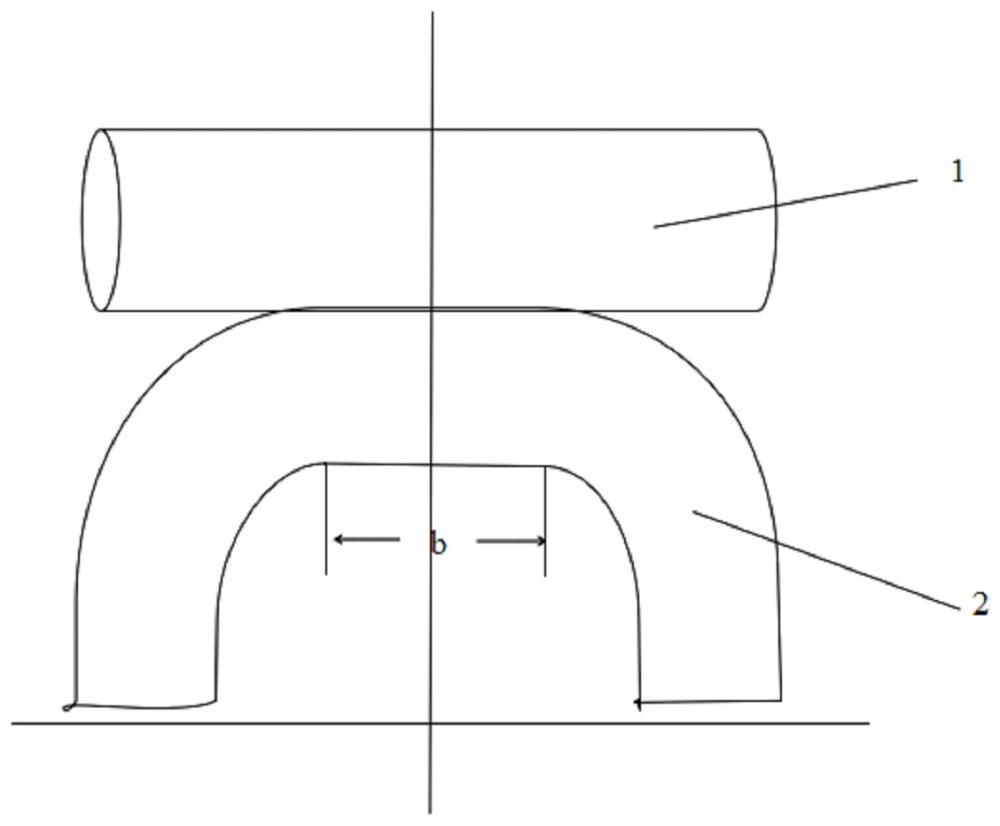
4、类型b:感温管套管在u管顶部,与u管中心线垂直,ɑ可以在0-180°的任意位置;
5、类型c:感温管套管在u管外侧,沿u管外圆弧与u管相切,切角ɑ可以在0-180°的任意位置。
6、进一步,感温管套管和u管均为紫铜材质。
7、进一步,钎焊焊料为黄铜焊料(bcu60znsn或者hs221)或者青铜焊料(bcusn,qsn6-8),为定尺形式,也可以采用自动送丝,在焊接熔化后能够使感温管套管和u管完美结合。
8、进一步,对u管形状进行改进,将u管的半圆弧改进为两个小r圆弧加一段直线段b,直线段b的长度可以根据u管的中心距尺寸优化,直线段b的长度为3-8mm,保证融合线长度在10-15mm。
9、本发明的另一目的在于提供一种空调用感温管套管与u管焊接组件的焊接装备,所述空调用感温管套管与u管焊接组件的焊接装备包括机架、链式带轮、驱动电机、上料区、加热区、焊接区、落料滑道和若干个定位工装。
10、进一步,定位工装采用陶瓷或不锈钢材料。
11、进一步,在落料滑道前加装注水嘴,静水压冷却焊接后的焊接组件和定位工装。
12、进一步,在加热区和焊接区加装隧道,同时沿链带的运行方向注入氮气,在隧道内形成氮气正压保护区;或者在定位工装的正下方吹入氮气,防止u管和感温管套管在加热区和焊接区氧化。
13、进一步,定位工装根据产品形状设计,将u管和感温管套管进行定位和固定,保证产品焊接后组件形状;定位工装固定在输送板链线上,输送板链线的链板上布置n个工装,间距可调,调整距离随产品型号尺寸的变化而变化。
14、进一步,输送板链线起始处安放伺服驱动电机,电机的速度随生产节拍变化调整。
15、本发明的另一目的在于提供一种空调用感温管套管与u管焊接组件的焊接工艺,所述空调用感温管套管与u管焊接组件的焊接工艺包括:
16、步骤一,在上料区操作人员将感温管套管和u管放在定位工装上,将定尺焊料放于感温管套管和u管的结合处;输送板链线在电机的驱动下,待焊产品随工装一起经过加热区预加热,到焊接区使焊料完全融化;
17、步骤二,u管和感温管套管在焊接区完成焊接过程,自然冷却至室温或经注水嘴水冷,在输送板链带动下至落料滑道中,形成完好的感温管套管焊接组件产品。
18、进一步,在焊接区,通过调整驱动电机的转速设定待焊工件在焊接区的时间,通过加热温度调整确保焊料完全熔化,同时温度不能过高引起u管和感温管套管的铜管过烧,将这一参数固化下来,形成稳定的工艺参数。
19、进一步,步骤一中预加热方式采用中频或高频加热,通过改变高频加热线圈形状,在输送板链线两侧形成一个加热通道,保证达到焊接温度,并使焊料完全融化。
20、进一步,步骤二中焊接完成后,可选择将工件在到达板链线终端后自动脱落到冷却装置中进行快速冷却。
21、结合上述的技术方案和解决的技术问题,本发明所要保护的技术方案所具备的优点及积极效果为:
22、第一,针对上述现有技术存在的技术问题以及解决该问题的难度,紧密结合本发明的所要保护的技术方案以及研发过程中结果和数据等,详细、深刻地分析本发明技术方案如何解决的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
23、本发明提供了一种感温管套管焊接组件及全自动焊接工艺,该组件可以直接装到空调两器上,随两器排焊自动焊一次焊接完成,不需要再增加人工焊接;该焊接工艺及设备能够将感温管套管和u管很好固定住,保证了融合线长度、保证了装配位置,减少误差;采用稳定的固化下来的参数,确保产品的一致性;采用自动化焊接,大大提高了焊接效率,设备采用直线通过式焊接,其结构设计简单实用。
24、第二,把技术方案看做一个整体或者从产品的角度,本发明所要保护的技术方案具备的技术效果和优点,具体描述如下:
25、本发明的主要目的在于提供一种焊接工艺使得感温包套管与u管先焊接为组件,该组件能够在两器焊接前插入空调两器的对应位置,在经过两器自动排焊机时实现自动焊接,省去了一个普工和一个焊工的手工焊接。同时该工艺能够使u管和感温包准确对应,不仅提高了生产效率,而且使焊接质量得到保证。
26、提高生产效率:自动送丝和改进的焊接方法加快了生产过程,减少了人力成本。
27、增强产品一致性与可靠性:标准化的焊接方法和材料选择保证了产品的一致性和可靠性,减少了维修率和退货率。
28、提升系统性能:更稳定和有效的焊接连接提高了空调系统的总体性能和效率。
29、第三,本发明涉及一种空调用感温管套管与u管焊接组件及其焊接装备,旨在提高空调系统中感温管套管与u管的连接质量和生产效率。以下是该发明带来的显著技术进步:
30、提高连接质量与适应性:
31、1)多样化的焊接组件设计:通过提供类型a、b、c三种不同的装配方式,本发明可以适应不同的安装位置和空间需求,增加产品的适用性和灵活性。
32、2)优化的材料选择:感温管套管和u管均采用紫铜材质,具有良好的导热性和耐腐蚀性,提高了整体组件的耐用性和性能。
33、3)改进的u管设计:通过将u管的半圆弧改进为两个小r圆弧加一段直线段b,本发明不仅优化了u管的形状,还保证了焊接融合线的长度,提高了焊接强度和稳定性。
34、高效率生产与自动化焊接:
35、1)自动化焊接装备:该发明的焊接装备包括机架、链式带轮、驱动电机等,实现了从上料到焊接再到落料的全自动化生产流程,显著提高生产效率。
36、2)优化的冷却与保护过程:在落料滑道前加装的注水嘴提供了有效的静水压冷却,保护焊接组件和定位工装,延长设备使用寿命。
37、3)氮气保护区域:在加热区和焊接区引入氮气,形成正压保护区,有效防止焊接过程中的氧化问题,提高焊接质量。
38、精准定位与形状保持:
39、1)定制的定位工装:根据产品形状设计的定位工装确保了u管和感温管套管在焊接过程中的精确定位和固定,保障了组件形状的一致性和精度。
40、2)可调节的输送板链线:输送板链线上布置的多个可调节间距的工装,使得设备能够灵活适应不同型号尺寸的产品,增强了设备的适用范围。
41、综上所述,本发明通过其独特的设计和自动化焊接装备,不仅提高了感温管套管与u管焊接组件的连接质量和生产效率,还增加了产品的适应性和灵活性。此外,改进的冷却和保护机制以及精准的定位工装进一步提高了焊接过程的稳定性和产品的一致性,从而实现显著的技术进步。
- 还没有人留言评论。精彩留言会获得点赞!