一种铝单板压痕机及其工艺的制作方法
本发明属于压痕,具体涉及一种铝单板压痕机及其工艺。
背景技术:
1、铝单板是指经过铬化等处理后,再采用氟碳喷涂技术,加工形成的建筑装饰材料,铝单板压痕是指利用冲压技术,在铝单板上压出痕迹或留下供弯折的槽痕。
2、现有技术存在以下问题:在对铝单板压痕处理时,现有冲压技术中的压痕机头和压痕基座都是固定设置的,我们实际生产时,存在以下问题,一是不方便放料,而是如果我们放板之后,如果手不能及时抽出或有可能误触到放板台上,很可能造成手被冲压的风险,同时现有板材,常规的话都是方型铝单板,只是存在大小规格不同的情况,但是在冲压上料时,大小规格不同的方型铝单板很难做到摆正对中,如果不进行摆正处理,可能会导致冲压精度缺失或产生过多的边角料,因此急需来解决上述问题。
技术实现思路
1、为解决上述背景技术中提出的问题。本发明提供了一种铝单板压痕机及其工艺,具有方便对铝单板压痕加工的特点。
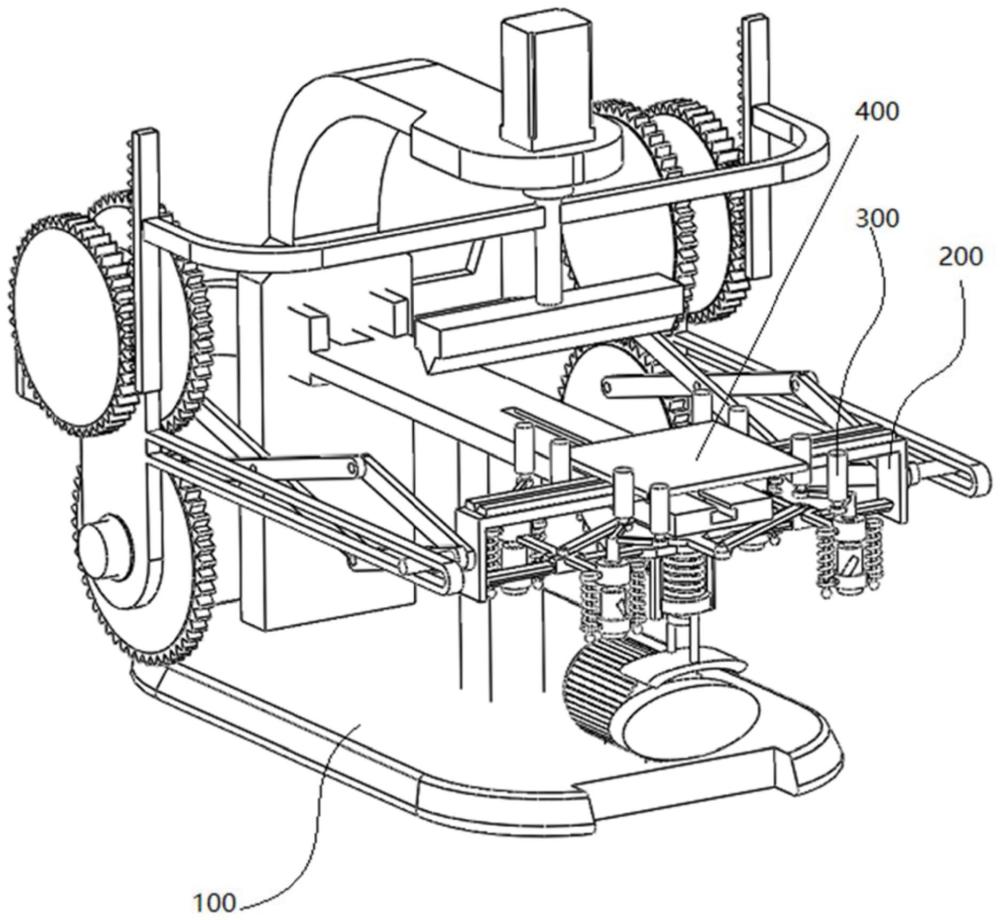
2、为实现上述目的,本发明提供如下技术方案:一种铝单板压痕机,包括铝单板压痕机头组件,所述铝单板压痕机头组件上设置有铝单板压痕机座组件,所述铝单板压痕机座组件四角均设置有铝单板摆正定心组件,且铝单板压痕机座组件顶部放置方型铝单板,所述铝单板压痕机座组件在铝单板压痕机头组件上形成放板伸出压痕机座或压痕回位机座结构,且铝单板压痕机座组件的放板伸出或压痕回位动作是通过铝单板压痕机头组件的上移复位和下压压痕动作同步实现,四组所述铝单板摆正定心组件在铝单板压痕机座组件四角处随着铝单板压痕机座组件的收拢动作实现对方型铝单板的摆正定心。
3、在一种铝单板压痕机及其工艺优选方案中,所述铝单板压痕机头组件包括底座,所述底座两端分别固定设置有驱动电机和l型端架,所述驱动电机输出轴上设置有凸轮,所述l型端架中部固定设置有压痕机座滑动台,所述压痕机座滑动台上开设有滑动槽,所述l型端架两侧均通过辅助臂固定设置有侧面竖臂,所述侧面竖臂内侧上下转动设置有齿合的两个伸展驱动齿轮,且侧面竖臂顶部转动设置有与顶部伸展驱动齿轮同轴的主驱动齿轮,所述侧面竖臂前端固定设置有带槽侧臂,两个所述伸展驱动齿轮偏心轮体上转动设置有伸展臂,所述伸展臂远端转动设置有导向滑动柱,所述l型端架顶部设置有气缸,所述气缸底部连接柱臂的两侧通过l型侧臂固定设置有辅助驱动齿臂,所述连接柱臂底部固定设置有压痕机头;
4、所述铝单板压痕机座组件包括u型底座,所述u型底座顶部固定设置有压痕机座,且u型底座底部两端均通过底座滑轨滑动设置有底座滑台,所述u型底座顶部底面固定设置有u型底座滑轨块,所述底座滑台两侧均固定设置有端部支撑轴台,所述端部支撑轴台两侧均固定设置有顶紧滑杆,所述顶紧滑杆上套设有顶紧弹簧,所述端部支撑轴台下方设置有复位座套,所述复位座套内壁和两侧分别设置有第一座套凸滑头和带孔侧耳板,所述底座滑轨中部同轴转动设置有收拢臂和底部主驱动轴杆,所述底部主驱动轴杆上开设有驱动轴杆螺旋滑槽,且底部主驱动轴杆外部套设有复位顶推弹簧,所述底座滑轨中部两端均固定设置有底部竖导轨滑动臂,所述收拢臂两侧均通过收拢轴杆臂与两个底座滑台之间形成z字型的联动臂结构,所述底部主驱动轴杆外部套设有驱动座套,所述驱动座套内壁和下方分别设置有第二座套凸滑头和顶推驱动弧板,且驱动座套外壁开设有座套侧滑槽;
5、所述铝单板摆正定心组件包括定心轴杆,所述定心轴杆底部固定设置有定心底轴台,所述定心底轴台上开设有底轴台螺旋滑槽,所述定心轴杆顶部通过定心轴杆连接臂分叉式转动设置有第一摆正定心辊和第二摆正定心辊。
6、在一种铝单板压痕机及其工艺优选方案中,所述辅助驱动齿臂与主驱动齿轮齿合,所述辅助驱动齿臂通过气缸进行上下移动,所述主驱动齿轮带动顶部伸展驱动齿轮同轴往复转动,两个所述伸展驱动齿轮齿合并形成同步反向转动结构,通过两个所述伸展驱动齿轮的同步反向转动,所述伸展臂带动铝单板压痕机座组件进行伸出放板或回位压痕动作。
7、在一种铝单板压痕机及其工艺优选方案中,所述导向滑动柱在带槽侧臂内往复直线滑动,所述u型底座滑轨块在通过滑动槽在压痕机座滑动台上往复直线滑动,所述伸展臂远端通过轴销与u型底座侧面连接。
8、在一种铝单板压痕机及其工艺优选方案中,所述定心轴杆通过轴承座与端部支撑轴台转动连接,所述复位座套套设在定心底轴台外部并在定心底轴台上下滑动,所述第一座套凸滑头在底轴台螺旋滑槽内滑动,所述顶紧弹簧底部抵触在带孔侧耳板上,通过所述顶紧弹簧对复位座套的下压,所述复位座套向定心底轴台底部滑动,此时所述第一摆正定心辊处于向第二摆正定心辊转动的结构。
9、在一种铝单板压痕机及其工艺优选方案中,两个所述底座滑台在底座滑轨两端往复滑动,通过所述收拢臂双向转动带动两个收拢轴杆臂对两个底座滑台的同步外推和拢拉。
10、在一种铝单板压痕机及其工艺优选方案中,所述驱动座套套设在底部主驱动轴杆外部并在底部主驱动轴杆上下滑动,所述座套侧滑槽在底部竖导轨滑动臂外部限位直线滑动,所述第二座套凸滑头在驱动轴杆螺旋滑槽内滑动,所述复位顶推弹簧顶部和底部分别抵触在底座滑轨和驱动座套上。
11、在一种铝单板压痕机及其工艺优选方案中,通过所述复位顶推弹簧对驱动座套的顶推,所述顶推驱动弧板抵触在凸轮上,所述收拢臂通过两个收拢轴杆臂对两个底座滑台进行同步的拢拉。
12、一种铝单板压痕机的工艺,铝单板压痕机的工艺如下:
13、工艺一:铝单板外展放板的待压痕状态,此时铝单板压痕机头组件上的气缸带动压痕机头上移,此时压痕机头处于对铝单板压痕的上移准备状态,此时通过气缸的上移,铝单板压痕机座组件处于同步外展的铝单板放板结构,铝单板压痕机座组件设置成外展和复位后缩动作,使得压痕机头和u型底座之间形成便于放板和免压手的冲压压痕状态。
14、工艺二:铝单板放板摆正定心状态,通过凸轮对顶推驱动弧板的上顶,此时收拢臂通过收拢轴杆臂对两个底座滑台形成同步的外推力,此时四组铝单板摆正定心组件在铝单板压痕机座组件四角同步外展并形成便于放方型铝单板的放板状态,放板结束后,解除凸轮对顶推驱动弧板的上顶力,此时将复位顶推弹簧的弹力转换成收拢臂通过收拢轴杆臂对两个底座滑台的同步拢拉力,四组铝单板摆正定心组件在铝单板压痕机座组件四角同步内缩并形成对方型铝单板四角的同步摆动定心结构。
15、工艺三:铝单板回位压痕状态,在对铝单板压痕工艺处理时,此时气缸带动压痕机头下移,此时铝单板压痕机座组件在铝单板压痕机头组件上形成内缩的状态,当回位到位后,此时压痕机头和压痕机座之间形成对铝单板冲压的压痕状态,在此过程中,工艺二中的凸轮再次对顶推驱动弧板上顶,此时四组铝单板摆正定心组件解除对方型铝单板的四角接触,避免对方型铝单板压痕造成板材活动干涉,对方型铝单板冲压压痕结束后,重复工艺一的动作,此时铝单板压痕机座组件在铝单板压痕机头组件上处于外展的方便取料状态,同时为下一次的铝单板压痕做准备。
16、与现有技术相比,本发明的有益效果是:本发明铝单板压痕机座组件在铝单板压痕机头组件上形成放板伸出压痕机座或压痕回位机座结构,且铝单板压痕机座组件的放板伸出或压痕回位动作是通过铝单板压痕机头组件的上移复位和下压压痕动作同步实现,四组铝单板摆正定心组件在铝单板压痕机座组件四角处随着铝单板压痕机座组件的收拢动作实现对方型铝单板的摆正定心,简单来说就是,本发明改变传统压痕机头和压痕机座正对的结构,将压痕机座设计成外展和回位结构,这种结构一方面使得工人放板时,可以在不正对压痕机头的位置放料,避免传统压痕时,工人放板抽手不及时造成的压手工伤,同时这种压痕机座外展和回位动作,也方便工人的放板或加工后的取板处理,同时传统的铝单板压痕机在工作时,常规都是方型板材,方型板材怎么摆正和定位是个难体,因为方型板材大小规格不一样,如果将方型板材随便放在压痕机座上,这个板材容易倾斜,而本发明通过铝单板压痕机座组件带动四组铝单板摆正定心组件进行同步外推和内缩动作,通过铝单板压痕机座组件和四组铝单板摆正定心组件及方型铝单板四角之间的配合,在铝单板压痕机座组件带动四组铝单板摆正定心组件内缩动作时,同时实现对不同大小规格方型铝单板的摆正和对中定心处理,同时本发明铝单板压痕动作与铝单板压痕机座外展放料和内缩冲压是同步的,即铝单板压痕机座外展时,铝单板压痕机头处于上移的待准备状态,当铝单板压痕机座内缩时,铝单板压痕机头处于下移的冲压状态,这个动作是同步的,同时本发明铝单板压痕机座组件带动四组铝单板摆正定心组件进行同步外推和内缩动作,从而实现对方型铝单板四角的摆正和定心处理,这个动作是通过克服弹簧的顶推力和弹簧顶推力恢复实现的,通过这种弹性顶推力,使得四组铝单板摆正定心组件对方型铝单板进行摆正定心时,实现柔性的夹持定心摆正,避免传统机械硬性接触导致的损伤和挤压。
- 还没有人留言评论。精彩留言会获得点赞!