一种焊缝预测控制方法、系统、设备以及介质与流程
本发明涉及焊接预测控制,尤其涉及一种焊缝预测控制方法、系统、设备以及介质。
背景技术:
1、焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,焊缝则是利用将工件和接缝处的材料熔化连接而成的缝。
2、目前在工业生产过程中,通常由相关工艺人员根据以往生产经验进行焊接焊缝质量预估,但是依赖相关人员把控易受工艺人员主观因素而造成偏离实际情况的问题,或者通过扫描检测或运用焊接历史数据构建焊接系统来对焊缝质量进行预测,但是构建的焊接系统受限于数据量、数据质量和数据来源,其焊缝质量的预测准确率无法保证,难以指导实际焊接作业。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本发明提供一种焊缝预测控制方法、系统、设备以及介质,其解决了现有的焊接相关的工业生产中,不能保证预估或预测的焊缝质量贴合实际情况和准确率达到实际所需,难以指导实际焊接作业的技术问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
5、第一方面,本发明实施例提供一种基于智能优化算法的焊缝预测控制方法,包括:
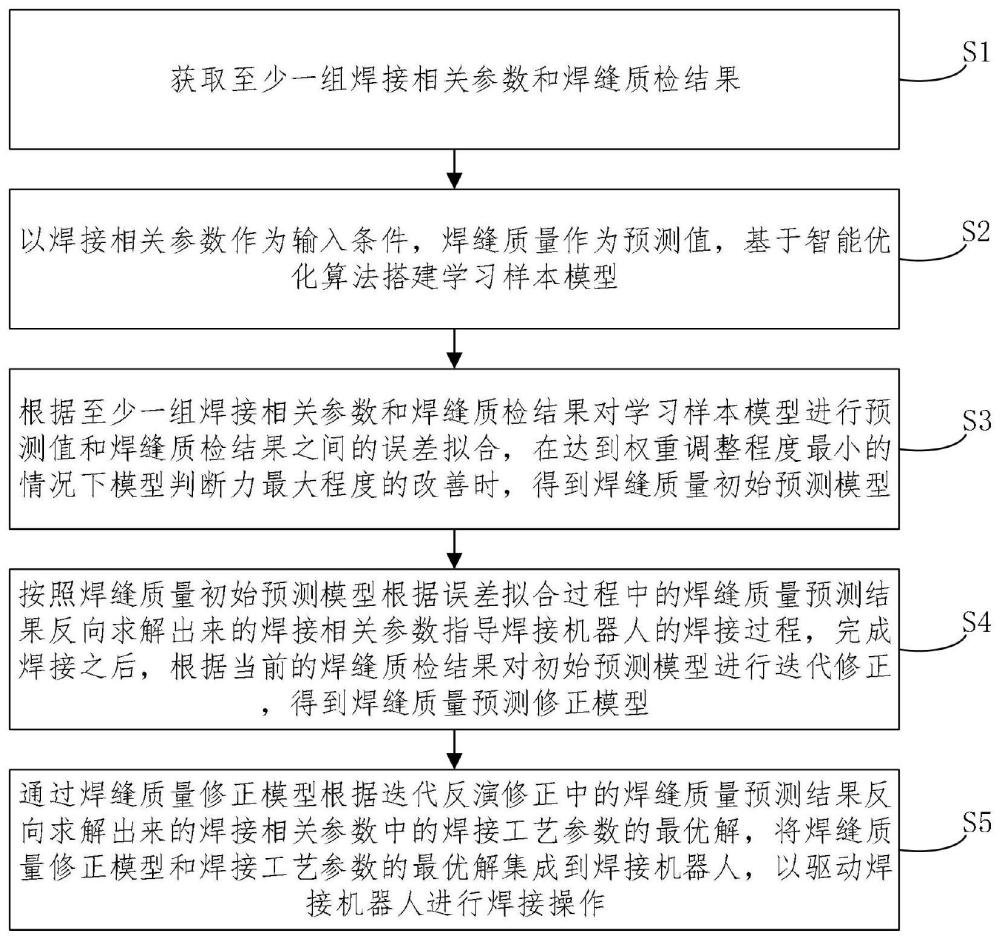
6、获取至少一组焊接相关参数和焊缝质检结果;
7、以焊接相关参数作为输入条件,焊缝质量作为预测值,基于智能优化算法搭建学习样本模型;
8、根据至少一组焊接相关参数和焊缝质检结果对学习样本模型进行预测值和焊缝质检结果之间的误差拟合,在达到权重调整程度最小的情况下模型判断力最大程度的改善时,得到焊缝质量初始预测模型;
9、按照焊缝质量初始预测模型根据误差拟合过程中的焊缝质量预测结果反向求解出来的焊接相关参数指导焊接机器人的焊接过程,完成焊接之后,根据当前的焊缝质检结果对初始预测模型进行迭代反演修正,得到焊缝质量预测修正模型;
10、通过焊缝质量修正模型根据迭代反演修正中的焊缝质量预测结果反向求解出来的焊接相关参数中的焊接工艺参数的最优解,将焊缝质量修正模型和焊接工艺参数的最优解集成到焊接机器人,以驱动焊接机器人进行焊接操作。
11、可选地,获取至少一组焊接相关参数和焊缝质检结果包括:
12、通过传感器获取焊接过程中的包括焊接工艺参数、焊接规范参数、环境参数、材料参数以及几何参数的焊接相关参数:
13、采用至少一种检测方式对焊缝质量进行检测,得到包括焊缝外观检测信息r1、致密性检测信息r2、焊缝强度检测信息r3的焊缝质检结果;
14、其中,
15、焊接工艺参数包括:电弧电压u、焊接电流i、焊接速度v和焊接角度θ1;
16、焊接规范参数包括:焊丝直径d、焊丝长度l、保护气体流量g、焊接方法t1和焊接前后冷热加工t2;
17、环境参数包括:温度k、湿度h和压力p;
18、材料参数包括:母材金属材料m1、母材厚度t和填充金属m2;
19、几何参数包括:焊接件夹角θ2、接头形状s1和坡口尺寸s2。
20、可选地,以焊接相关参数作为输入条件,焊缝质量作为预测值,基于智能优化算法搭建学习样本模型包括:
21、将包括焊接工艺参数、焊接规范参数、环境参数、材料参数以及几何参数的焊接相关参数作为输入条件,焊缝质量作为预测值,基于智能优化算法搭建学习样本模型为:
22、xi=(ui,ii,vi,θ1i,di,li,gi,t1i,t2i,ki,hi,pi,m1i,ti,m2i,θ2i,s1i,s2i)=(xi1,xi2,xi3,…,xi18)
23、其中,i表示焊接样本数量,xi1=ui1,xi2=ii2,…xi18=s2i18,学习样本模型的输入层与隐藏层激活函数均采用类型为sigmond,用来处理加权结果。
24、可选地,智能优化算法包括pb算法、监督学习算法、无监督学习算法、回归算法、分类算法、人工智能神经网络算法、决策树算法、随机森林算法、k最近邻算法、朴素贝叶斯算法、支持向量机算法和梯度提升回归算法中的至少一种。
25、可选地,根据至少一组焊接相关参数和焊缝质检结果对学习样本模型进行预测值和焊缝质检结果之间的误差拟合,在达到权重调整程度最小的情况下模型判断力最大程度的改善时,得到焊缝质量初始预测模型包括:
26、采用bp算法进行学习样本模型的网络权重更新,并对权重进行随机初始化;
27、选择一焊接相关参数输入到经随机初始化的权重的学习样本模型进行预测分析,将当前权重下的预测值与该焊接相关参数所对应的焊缝质检结果作对比得到误差,并根据误差对现有权重进行调整;
28、经过多次根据由选择的任一焊接相关参数得到的预测值与所对应的焊缝质检结果得到的误差进行权重调整,同时利用智能优化算法对模型进行训练,定义训练次数为2000,学习率为0.9,直至寻求到令权重调整程度最小的情况下模型判断力最大程度的改善的最优解,得到初始焊缝质量预测模型;
29、其中,
30、第i个焊接相关参数所得到预测值为zhi=[z1i,z2i,z3i],第i个焊接相关参数所对应的焊缝质检结果为rhi=[r1i,r2i,r3i],两者的误差为:
31、rh=(rhi-zhi)2
32、式中,rh为第i个焊接相关参数所得到预测值和焊缝质检结果之间的误差,rhi取值范围为[0,1],1为高质量焊缝,0为劣质焊缝,r1i、r2i、r3i分别为作为第i个焊接相关参数所对应的焊缝质检结果的第1、2、3项的焊缝外观检测信息、致密性检测信息、焊缝强度检测信息,zhi、z1i、z2i分别为作为第i个焊接相关参数所得到预测值的第1、2、3项的焊缝外观检测信息、致密性检测信息、焊缝强度检测信息。
33、可选地,按照焊缝质量初始预测模型根据误差拟合过程中的焊缝质量预测结果反向求解出来的焊接相关参数指导焊接机器人的焊接过程,完成焊接之后,根据当前的焊缝质检结果对初始预测模型进行迭代反演修正,得到焊缝质量预测修正模型包括:
34、基于焊缝质量初始预测模型,以误差拟合过程中的焊缝质量预测为目标,在焊接规范参数、环境参数、材料参数、几何参数已知的情况下反向求解焊接工艺参数,并指导焊接机器人的焊接工作;
35、在焊接机器人完成焊接工作之后,通过对焊缝质量进行检测得到指导下焊缝质量检测结果;
36、引入其他样本数据或实验数据对初始焊缝质量预测模型继续进行反复迭代修正,直至模型准确度达95%以上,得到焊缝质量预测修正模型。
37、可选地,通过焊缝质量修正模型根据迭代反演修正中的焊缝质量预测结果反向求解出来的焊接相关参数中的焊接工艺参数的最优解,将焊缝质量修正模型和焊接工艺参数的最优解集成到焊接机器人,以驱动焊接机器人进行焊接操作包括:
38、基于焊缝质量预测修正模型,以根据迭代反演修正中的焊缝质量预测结果为目标,在焊接规范参数、环境参数、材料参数、几何参数已知的情况下,反向求解出焊接工艺参数的最优解;
39、将焊缝质量预测修正模型和焊接工艺参数的最优解集成到焊接机器人执行模块中,以驱动焊接机器人进行焊接操作,实现可控的自动化焊接作业。
40、第二方面,本发明实施例提供一种基于智能优化算法的焊缝预测控制系统,包括:
41、信息获取模块,用于获取至少一组焊接相关参数和焊缝质检结果;
42、学习样本模型搭建模块,用于以焊接相关参数作为输入条件,焊缝质量作为预测值,基于智能优化算法搭建学习样本模型;
43、模型构建模块,用于根据至少一组焊接相关参数和焊缝质检结果对学习样本模型进行预测值和焊缝质检结果之间的误差拟合,在达到权重调整程度最小的情况下模型判断力最大程度的改善时,得到焊缝质量初始预测模型;
44、模型修正模块,用于按照焊缝质量初始预测模型根据误差拟合过程中的焊缝质量预测结果反向求解出来的焊接相关参数指导焊接机器人的焊接过程,完成焊接之后,根据当前的焊缝质检结果对初始预测模型进行迭代修正,得到焊缝质量预测修正模型;
45、最优解求取模块,用于通过焊缝质量修正模型根据迭代反演修正中的焊缝质量预测结果反向求解出来的焊接相关参数中的焊接工艺参数的最优解,将焊缝质量修正模型和焊接工艺参数的最优解集成到焊接机器人,以驱动焊接机器人进行焊接操作。
46、第三方面,本发明实施例提供一种基于智能优化算法的焊缝预测控制设备,包括:至少一个数据库;以及与所述至少一个数据库通信连接的存储器;其中,所述存储器存储有可被所述至少一个数据库执行的指令,所述指令被所述至少一个数据库执行,以使所述至少一个数据库能够执行如上所述的基于智能优化算法的焊缝预测控制方法。
47、第四方面,本发明实施例提供一种计算机可读介质,其上存储有计算机可执行指令,所述可执行指令被处理器执行时实现如上所述的基于智能优化算法的焊缝预测控制方法。
48、(三)有益效果
49、本发明的有益效果是:本发明基于焊缝工作的焊接相关参数构建初始焊缝质量预测模型,之后在实际焊接过程对初始焊缝质量预测模型进行迭代优化,所得的焊缝质量预测修正模型具有更高的准确度与置信度,最终利用焊缝质量预测修正模型实现高质量焊接流程的自动化,反向求解焊接参数的最优解,用焊接工艺参数最优解驱动焊接机器人进行焊接操作,实现高质量焊接流程的自动化。
- 还没有人留言评论。精彩留言会获得点赞!