大锥度异形截面环件的端面辗压成形方法与流程
本发明涉及异形环件成形,尤其是涉及一种大锥度异形截面环件的端面辗压成形方法。
背景技术:
1、随着科学技术的不断发展,环件的成形方法也取得了显著的发展,而随着应用需求的不断变化,环件已经从传统的矩形截面环件发展到异形截面环件。大锥度异形截面环件,是一种上下直径大小不同、壁厚不一的锥形环件。然而局限于目前成形技术及设备水平,大锥度的异形截面环件难以成形。
2、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的在于提供大锥度异形截面环件的端面辗压成形方法,能够成形大锥度异形截面环件。
2、为了实现本发明的上述目的,本发明一方面提供了大锥度异形截面环件的端面辗压成形方法,包括如下步骤:
3、(a)将矩形截面环坯进行扩口处理,得到一侧端部为喇叭口形的坯料;
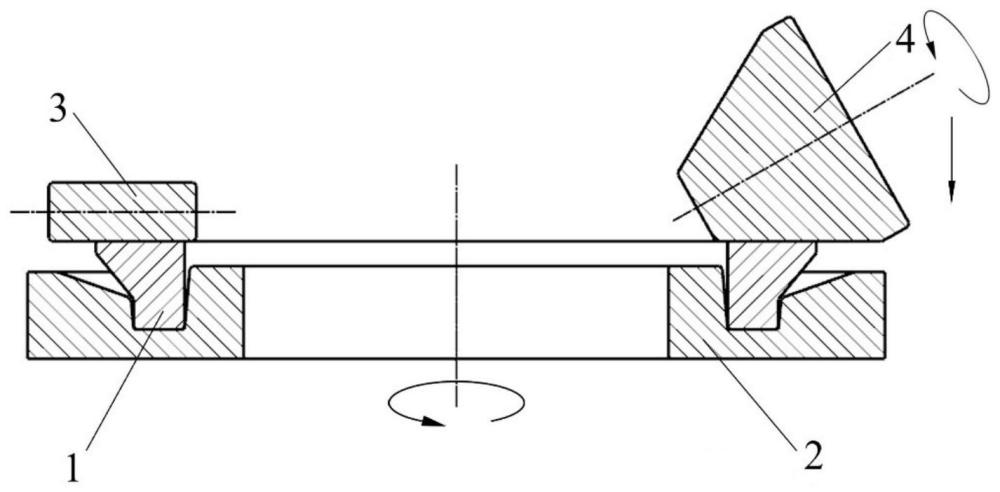
4、(b)将所述坯料置于环形下模中,采用压辊和锥辊分别与所述坯料的喇叭口形上端面相抵,所述锥辊绕锥轴自转,带动所述坯料旋转,并对所述坯料的喇叭口形上端面向下辗压,直至锥辊达到目标下压距离后,脱模;
5、其中,所述环形下模的型腔结构与所述大锥度异形截面环件的尺寸相匹配;所述锥辊表面的形状与所述大锥度异形截面环件上端面的形状相匹配;所述目标下压距离为所述喇叭口形的坯料的高度与所述大锥度异形截面环件的高度之差。
6、在本发明的具体实施方式中,所述大锥度异形截面环件的锥度为110°~170°。
7、在本发明的具体实施方式中,所述矩形截面环坯的内径与所述大锥度异形截面环件的内径尺寸相同;所述矩形截面环坯的外径与所述大锥度异形截面环件的最小外径尺寸相同。
8、在本发明的具体实施方式中,所述矩形截面环坯与所述大锥度异形截面环件的重量相同。
9、在本发明的具体实施方式中,所述锥辊和所述压辊分别布置在所述环形下模的横向相对的两侧。
10、在本发明的具体实施方式中,所述锥辊的锥度为55°~65°。
11、在本发明的具体实施方式中,步骤(a)中,所述喇叭口形所形成的角度为25°~35°。进一步地,所述扩口处理中,每道次的扩张角度为10°~15°。
12、在本发明的具体实施方式中,步骤(b)中,所述辗压中:所述锥辊的转速为30~40rad/min,所述锥辊的下压速度为1~3mm/s。
13、在本发明的具体实施方式中,当所述锥辊达到目标下压距离后,所述锥辊保持高度不变继续旋转,带动所述坯料旋转3~5周。
14、在本发明的具体实施方式中,还包括:将所述脱模后的大锥度异形截面环件进行热处理。
15、在本发明的具体实施方式中,所述矩形截面环坯的材质为7050铝合金。
16、与现有技术相比,本发明的有益效果为:
17、本发明通过对矩形截面环坯预先进行扩口处理,再配合相应模具对坯料进行端面辗压处理,能够实现大锥度异形截面环件的成形,同时保证环件的成形质量,使其具有优异的表面平整和尺寸精度。并且本发明的成形方法材料利用率高。
技术特征:
1.大锥度异形截面环件的端面辗压成形方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,所述大锥度异形截面环件的锥度为110°~170°。
3.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,所述矩形截面环坯的内径与所述大锥度异形截面环件的内径尺寸相同;所述矩形截面环坯的外径与所述大锥度异形截面环件的最小外径尺寸相同。
4.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,所述矩形截面环坯与所述大锥度异形截面环件的重量相同。
5.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,所述锥辊和所述压辊分别布置在所述环形下模的横向相对的两侧;
6.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,步骤(a)中,所述喇叭口形所形成的角度为25°~35°。
7.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,所述扩口处理中,每道次的扩张角度为10°~15°。
8.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,步骤(b)中,所述辗压中:所述锥辊的转速为30~40rad/min,所述锥辊的下压速度为1~3mm/s。
9.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,当所述锥辊达到目标下压距离后,所述锥辊保持高度不变继续自转,带动所述坯料旋转3~5周。
10.根据权利要求1所述的大锥度异形截面环件的端面辗压成形方法,其特征在于,还包括:将所述脱模后的大锥度异形截面环件进行热处理;
技术总结
本发明涉及异形环件成形技术领域,尤其是涉及一种大锥度异形截面环件的端面辗压成形方法。大锥度异形截面环件的端面辗压成形方法,包括如下步骤:(a)将矩形截面环坯进行扩口处理,得到一侧端部为喇叭口形的坯料;(b)将所述坯料置于环形下模中,采用压辊和锥辊分别与所述坯料的喇叭口形上端面相抵,所述锥辊绕锥轴自转,带动所述坯料旋转,并对所述坯料的喇叭口形上端面向下辗压,直至锥辊达到目标下压距离后,脱模。本发明通过对矩形截面环坯预先进行扩口处理,再配合相应模具对坯料进行端面辗压处理,能够实现大锥度异形截面环件的成形,同时保证环件的成形质量,使其具有优异的表面平整和尺寸精度。
技术研发人员:王龙祥,王旭,温彤,杨梓萌,薛家训,阳淅
受保护的技术使用者:贵阳安大宇航材料工程有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!