一种汽车五金冲压模具氮气弹簧气压监测系统的制作方法
本发明涉及气压监测,尤其涉及一种汽车五金冲压模具氮气弹簧气压监测系统。
背景技术:
1、汽车五金外壳冲压模具上很多位置由氮气弹簧提供压料力。当氮气弹簧出现氮气泄漏、压力不足时,致使零件成型质量出现问题,损失重大。
2、目前对氮气弹簧气压的监测多采用机械气压表,通过人工巡检方式检测气压是否正常。这种方式需要人工对模具的上模、下模频繁地进行巡检监测,监测不够及时,人工成本及维护成本较高。
技术实现思路
1、本发明的主要目的在于提供一种汽车五金冲压模具氮气弹簧气压监测系统,可以同时对汽车五金冲压模具的上、下模具氮气弹簧气压进行实时监测。
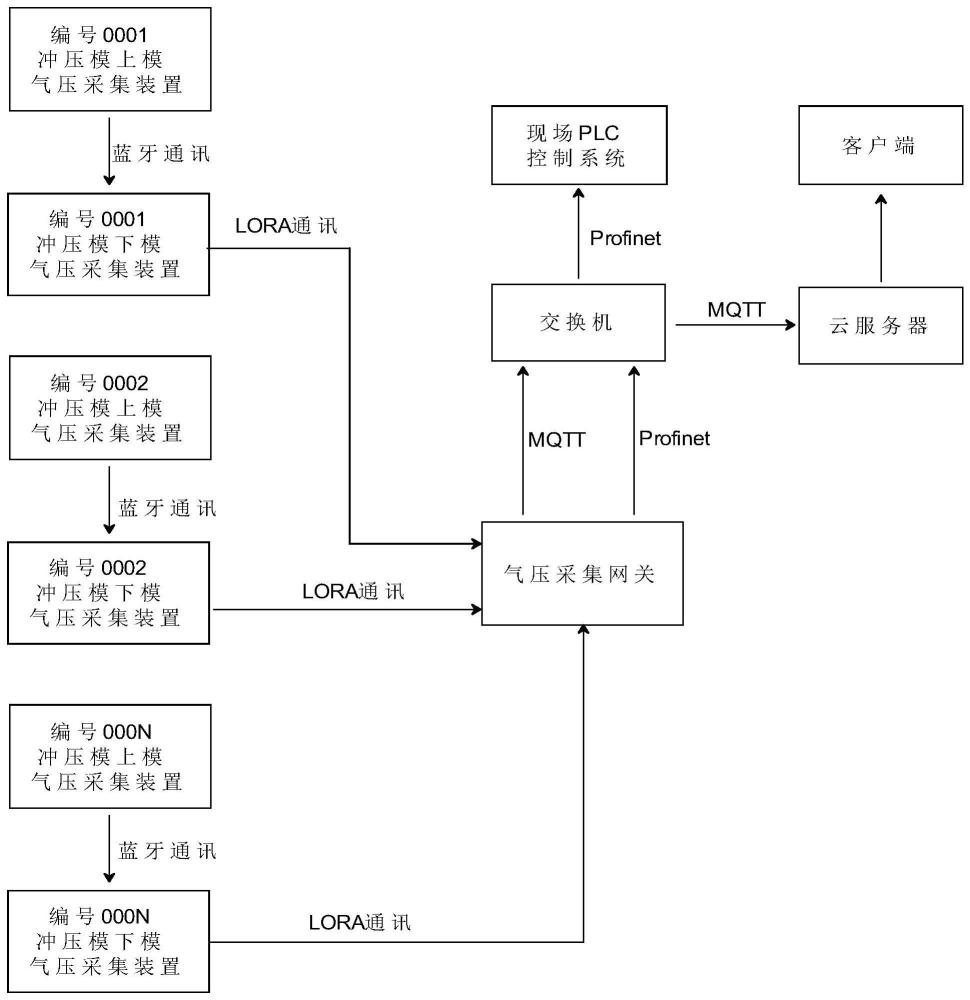
2、为实现上述目的,本申请第一方面提供一种汽车五金冲压模具氮气弹簧气压监测系统,所述系统包括气压采集网关和至少一套气压采集装置,所述气压采集装置包括上模气压采集装置和下模气压采集装置;其中:
3、所述上模气压采集装置,用于采集上模气压数据、模具冲压次数数据以及电池电量数据并传输给所述下模气压采集装置;
4、所述下模气压采集装置,用于获取采集装置数据,将所述采集装置数据传输给所述气压采集网关,所述采集装置数据包括整套模具采集到的压力数据、冲压次数数据以及电池电量数据;
5、所述气压采集网关,用于将所述采集装置数据传输到后台服务器。
6、在一种可选的实施方式中,所述上模压力采集装置包括第一单片机、第一压力转换adc芯片、陀螺仪、第一蓝牙模块和第一充电管理芯片,其中:
7、所述第一压力转换adc芯片,用于将上模气压传感器产生的电压信号,放大并进行ad转换,再将转换后的压力数据传输给所述第一单片机;
8、所述第一单片机,用于将所述转换后的压力数据通过所述第一蓝牙模块传输给所述下模气压采集装置;
9、所述陀螺仪,用于采集所述模具冲压次数数据,与所述第一单片机通信,最终将数据通过所述第一蓝牙模块传输给所述下模气压采集装置。
10、在一种可选的实施方式中,所述第一单片机采用stm32g070rbt6单片机;
11、所述第一压力转换adc芯片采用单通道24位压力转换adc tm7711;
12、所述陀螺仪采用adxl37;
13、所述第一蓝牙模块采用skb376;
14、所述第一充电管理芯片采用sgm41513。
15、在一种可选的实施方式中,所述下模气压采集装置包括第二单片机、第二压力转换adc芯片、第二蓝牙模块、第一lora模块和第二充电管理芯片,其中:
16、所述第二压力转换adc芯片,用于所述第一压力转换adc芯片,用于将下模气压传感器产生的电压信号,放大并进行ad转换,再将转换后的压力数据传输给所述第二单片机;
17、所述第二单片机,用于通过所述第二蓝牙模块接收来自所述上模压力采集装置的压力数据和模具冲压次数数据;
18、所述第二单片机,还用于将所述采集装置数据通过所述第一lora模块传输给所述气压采集网关。
19、在一种可选的实施方式中,所述下模气压采集装置采用内置电池和24v两种供电方式;
20、当所述下模气压采集装置工作时采用所述24v直接供电;
21、当所述整套模具不工作时,采用所述内置电池供电以监测氮气气压。
22、在一种可选的实施方式中,所述气压采集网关,还用于通过以太网协议将所述采集装置数据传输给现场控制系统;所述现场控制系统用于实现压力实时报警。
23、在一种可选的实施方式中,所述气压采集网关包括电源管理单元、现场工业profinet协议单芯片、第二lora模块和以太网收发器;
24、所述电源管理单元、所述第二lora模块、所述以太网收发器分别与所述现场工业profinet协议单芯片连接;其中:
25、所述第二lora模块,用于接收来自所述下模气压采集装置的所述采集装置数据;
26、所述现场工业profinet协议单芯片,用于支持所述气压采集网关通过profinet协议与所述现场控制系统通信;
27、所述以太网收发器,用于支持所述气压采集网关与所述后台服务器通信。
28、在一种可选的实施方式中,所述现场工业profinet协议单芯片采用netx90;
29、所述第二lora模块采用l-lrndm34-77tn4;
30、所述以太网收发器采用w5500。
31、在一种可选的实施方式中所述系统还包括客户端;
32、所述客户端,用于实时监测所述后台服务器提供的所述采集装置数据。
33、可选的,所述客户端,还用于在后台监测平台,基于所述采集装置数据展示实时趋势,以及进行数据比较、数据分析、统计报表功能。
34、本申请提供一种汽车五金冲压模具氮气弹簧气压监测系统,所述系统包括气压采集网关和至少一套气压采集装置,所述气压采集装置包括上模气压采集装置和下模气压采集装置;其中:所述上模气压采集装置,用于采集上模气压数据、模具冲压次数数据以及电池电量数据并传输给所述下模气压采集装置;所述下模气压采集装置,用于获取采集装置数据,将所述采集装置数据传输给所述气压采集网关,所述采集装置数据包括整套模具采集到的压力数据、冲压次数数据以及电池电量数据;所述气压采集网关,用于将所述采集装置数据传输到后台服务器;其中通过冲压模具冲压次数可以统计模具寿命,能及时反馈模具寿命情况;通过后台服务器提供的数据,用户在客户端平台可以方便的随时随地监测氮氮气弹簧气压情况,减少由于气压异常出现的产品缺陷损失,减少巡检人力成本。
技术特征:
1.一种汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述系统包括气压采集网关和至少一套气压采集装置,所述气压采集装置包括上模气压采集装置和下模气压采集装置;其中:
2.根据权利要求1所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述上模压力采集装置包括第一单片机、第一压力转换adc芯片、陀螺仪、第一蓝牙模块和第一充电管理芯片,其中:
3.根据权利要2所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述第一单片机采用stm32g070rbt6单片机;
4.根据权利要求1所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述下模气压采集装置包括第二单片机、第二压力转换adc芯片、第二蓝牙模块、第一lora模块和第二充电管理芯片,其中:
5.根据权利要求4所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述下模气压采集装置采用内置电池和24v两种供电方式;
6.根据权利要求1所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述气压采集网关,还用于通过以太网协议将所述采集装置数据传输给现场控制系统;所述现场控制系统用于实现压力实时报警。
7.根据权利要求6所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述气压采集网关包括电源管理单元、现场工业profinet协议单芯片、第二lora模块和以太网收发器;
8.根据权利要求7所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述现场工业profinet协议单芯片采用netx90;
9.根据权利要求1所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述系统还包括客户端;
10.根据权利要求8所述汽车五金冲压模具氮气弹簧气压监测系统,其特征在于,所述客户端,还用于在后台监测平台,基于所述采集装置数据展示实时趋势,以及进行数据比较、数据分析、统计报表功能。
技术总结
本发明实施例公开了一种汽车五金冲压模具氮气弹簧气压监测系统,该系统包括气压采集网关和至少一套气压采集装置,所述气压采集装置包括上模气压采集装置和下模气压采集装置;其中:所述上模气压采集装置,用于采集上模气压数据、模具冲压次数数据以及电池电量数据并传输给所述下模气压采集装置;所述下模气压采集装置,用于获取采集装置数据,将所述采集装置数据传输给所述气压采集网关,所述采集装置数据包括整套模具采集到的压力数据、冲压次数数据以及电池电量数据;所述气压采集网关,用于将所述采集装置数据传输到后台服务器,该系统能随时随地监控冲压模具气压状况,减少由于气压异常出现的产品缺陷损失,减少巡检人力成本。
技术研发人员:王成飞,刘正方,汪凌峰
受保护的技术使用者:利维智能(深圳)有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!