吹气机构及焊接装置的制作方法
本申请涉及电池,具体涉及一种吹气机构及焊接装置。
背景技术:
1、相关技术中,通常使用激光焊接的方式将圆柱电芯的盖板和壳罐体相连接。该激光焊接的主要工艺为:先将盖板和壳罐体装配在一起后安装在夹具上,然后激光器将激光束的焦点射向盖板和壳罐体之间的焊接部位,并通过驱动装置带动夹具旋转一周,以使盖板和壳罐体之间的焊接部位均完成激光照射,从而将盖板和壳罐体密封焊接。
2、在完成焊接后,如若不对焊接部位及时降温,会导致焊接部位周围的材料受到热的影响,从而产生热应力。这不仅会降低焊缝强度,还会导致盖板和壳罐体焊接后出现变形、裂纹等问题。另外,由于焊接过程是短时间内将焊接部位加热至高温,因此焊接区的晶粒会被细化。如若不及时冷却焊接部位会导致细化的晶体生长,最终导致焊接部位及其周围的机械性能下降。
技术实现思路
1、本申请的实施例提供了一种吹气机构及焊接装置,可以改善盖板和壳罐体之间的焊接部位不能及时降温的问题。
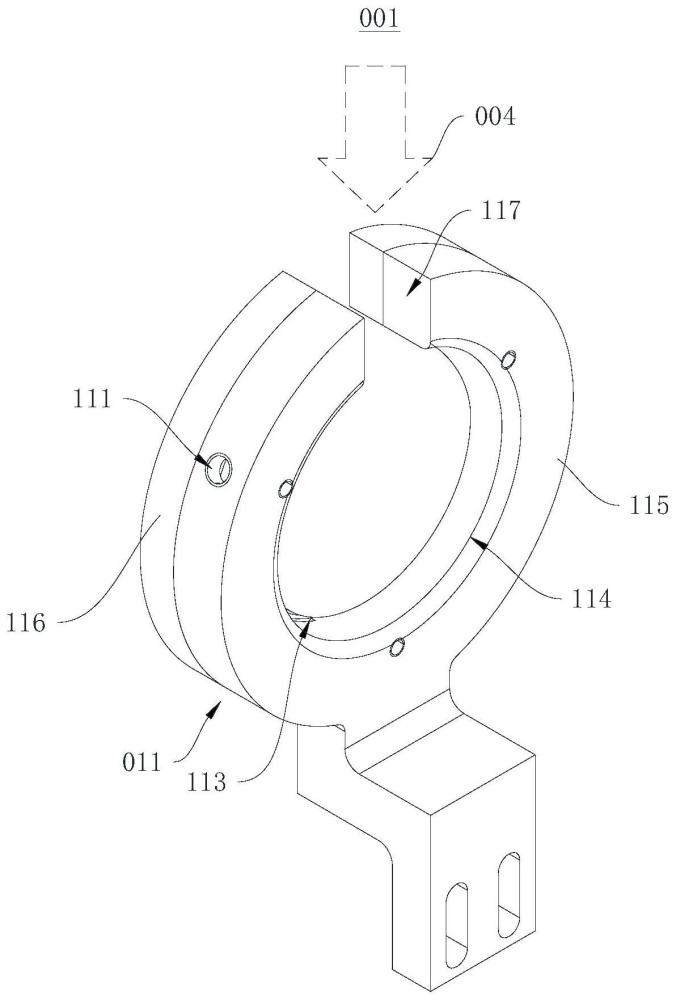
2、第一方面,本申请的实施例提供一种吹气机构,应用于电芯的盖板和壳罐体的焊接,该吹气机构包括吹气件,吹气件设置有依次连通的进气口、导气通道、排气口及第一通孔,其中,排气口被配置为沿第一通孔的周向向第一通孔中排气,第一通孔用于放置盖板。
3、在一实施例中,进气口与排气口错位设置。
4、在一实施例中,吹气件包括第一壳体和第二壳体,第一壳体与第二壳体相互盖合以限定出导气通道及第一通孔,进气口及排气口设置于第一壳体和/或第二壳体。
5、在一实施例中,第一壳体设置有第一子通孔、导气槽及排气槽,排气槽的两端分别与导气槽及第一子通孔连通;第二壳体设置有第二子通孔,且第二壳体盖设于第一壳体的一侧,并将导气槽的槽口及排气槽的槽口封闭,以分别形成导气通道及排气口,第一子通孔的一端与第二子通孔的一端连通以形成第一通孔。
6、在一实施例中,进气口设置于第一壳体。
7、在一实施例中,沿第一通孔的径向,吹气件设置有激光束穿设口。
8、在一实施例中,排气口包括多个排气子口,多个排气子口沿第一通孔的周向间隔设置。
9、在一实施例中,进气口有多个,多个进气口沿述第一通孔的周向间隔均匀分布。
10、在一实施例中,导气通道沿第一通孔的周向延伸设置。
11、第二方面,本申请的实施例还提供一种焊接装置,包括供气机构、夹持机构、激光器、第一驱动机构及前述的吹气机构;供气机构与进气口连接,供气机构被配置为向进气口供入气体;夹持机构用于将电芯的盖板和壳罐体沿第一通孔的轴向压合;激光器被配置为将所发射的激光束照射至盖板和壳罐体之间的焊接部位;第一驱动机构的输出端与夹持机构连接,第一驱动机构被配置为驱动夹持机构绕电芯的轴线转动,以使焊接部位依次被激光束照射。
12、在一实施例中,夹持机构包括第一夹持件和第二夹持件,第一夹持件和第二夹持件沿第一通孔的轴线相对设置,且第一夹持件和第二夹持件分别与盖板及壳罐体抵接。
13、在一实施例中,壳罐体背离盖板的端面具有第一周缘,第二夹持件靠近壳罐体的一端设置有抵接槽,抵接槽的槽壁为锥形面,抵接槽的槽壁用于与第一周缘抵接。
14、在一实施例中,第一夹持件包括座体以及端体,座体与端体可拆卸连接,端体与盖板抵接。
15、在一实施例中,第一夹持件与盖板抵接的侧壁为第一侧壁,第一侧壁的周缘处设置有倒角。
16、在一实施例中,焊接装置还包括支撑机构,支撑机构包括基座和滚轮,滚轮转动设置于基座上,且滚轮的轴线平行于第一通孔的轴线,滚轮有两个,两个滚轮沿第一通孔的径向间隔分布,滚轮的外周面用于与壳罐体的外面抵接。
17、在一实施例中,支撑机构还包括滑块和锁紧件,基座和滚轮之间均设置有滑块,滚轮转动设置于滑块;沿第一通孔的径向,滑块滑动设置于基座上;锁紧件被配置为在滑块滑动到预设位置后将滑块锁紧在基座上。
18、在一实施例中,滑块上设置有条形通孔,基座上设置有螺纹孔,锁紧件包括螺栓,螺栓的螺杆末端穿过条形通孔后与螺纹孔螺纹连接,且螺栓的头部与滑块抵接。
19、本申请的实施例的有益效果:
20、在本申请的实施例中,通过设置向盖板和壳罐体之间的焊接部位吹气的吹气机构,可利用吹气机构吹出的气体带走焊接部位的焊接余热,从而加快焊接部位的降温速度,进而可避免不及时降温导致的热应力影响及机械性能下降,最终可提升盖板和壳罐体之间的焊接部位的质量。
技术特征:
1.一种吹气机构,应用于电芯的盖板和壳罐体的焊接,其特征在于,所述吹气机构包括吹气件,所述吹气件设置有依次连通的进气口、导气通道、排气口及第一通孔,其中,所述排气口被配置为沿所述第一通孔的周向向所述第一通孔中排气,所述第一通孔用于放置所述盖板。
2.根据权利要求1所述的吹气机构,其特征在于,所述进气口与所述排气口错位设置。
3.根据权利要求1所述的吹气机构,其特征在于,所述吹气件包括第一壳体和第二壳体,所述第一壳体与所述第二壳体相互盖合以限定出所述导气通道及所述第一通孔,所述进气口及所述排气口设置于所述第一壳体和/或所述第二壳体。
4.根据权利要求3所述的吹气机构,其特征在于,所述第一壳体设置有第一子通孔、导气槽及排气槽,所述排气槽的两端分别与所述导气槽及所述第一子通孔连通;所述第二壳体设置有第二子通孔,且所述第二壳体盖设于所述第一壳体的一侧,并将所述导气槽的槽口及所述排气槽的槽口封闭,以分别形成所述导气通道及所述排气口,所述第一子通孔的一端与所述第二子通孔的一端连通以形成所述第一通孔。
5.根据权利要求4所述的吹气机构,其特征在于,所述进气口设置于所述第一壳体。
6.根据权利要求1-5任一项所述的吹气机构,其特征在于,沿所述第一通孔的径向,所述吹气件设置有激光束穿设口。
7.根据权利要求1-5任一项所述的吹气机构,其特征在于,所述排气口包括多个排气子口,所述多个排气子口沿所述第一通孔的周向间隔设置。
8.根据权利要求1-5任一项所述的吹气机构,其特征在于,所述进气口有多个,多个所述进气口沿所述述第一通孔的周向间隔均匀分布。
9.根据权利要求1-5任一项所述的吹气机构,其特征在于,所述导气通道沿所述第一通孔的周向延伸设置。
10.一种焊接装置,其特征在于,包括:
11.根据权利要求10所述的焊接装置,其特征在于,所述夹持机构包括第一夹持件和第二夹持件,所述第一夹持件和所述第二夹持件沿所述第一通孔的轴线相对设置,且所述第一夹持件和所述第二夹持件分别与所述盖板及所述壳罐体抵接。
12.根据权利要求11所述的焊接装置,其特征在于,所述壳罐体背离所述盖板的端面具有第一周缘,所述第二夹持件靠近所述壳罐体的一端设置有抵接槽,所述抵接槽的槽壁为锥形面,所述抵接槽的槽壁用于与所述第一周缘抵接。
13.根据权利要求11所述的焊接装置,其特征在于,所述第一夹持件包括座体以及端体,所述座体与所述端体可拆卸连接,所述端体与所述盖板抵接。
14.根据权利要求11所述的焊接装置,其特征在于,所述第一夹持件与所述盖板抵接的侧壁为第一侧壁,所述第一侧壁的周缘处设置有倒角。
15.根据权利要求10-14任一项所述的焊接装置,其特征在于,所述焊接装置还包括支撑机构,所述支撑机构包括基座和滚轮,所述滚轮转动设置于所述基座上,且所述滚轮的轴线平行于所述第一通孔的轴线,所述滚轮有两个,两个所述滚轮沿所述第一通孔的径向间隔分布,所述滚轮的外周面用于与所述壳罐体的外面抵接。
16.根据权利要求15所述的焊接装置,其特征在于,所述支撑机构还包括滑块和锁紧件,所述基座和所述滚轮之间均设置有所述滑块,所述滚轮转动设置于所述滑块;沿所述第一通孔的径向,所述滑块滑动设置于所述基座上;所述锁紧件被配置为在所述滑块滑动到预设位置后将所述滑块锁紧在所述基座上。
17.根据权利要求16所述的焊接装置,其特征在于,所述滑块上设置有条形通孔,所述基座上设置有螺纹孔,所述锁紧件包括螺栓,所述螺栓的螺杆末端穿过所述条形通孔后与所述螺纹孔螺纹连接,且所述螺栓的头部与所述滑块抵接。
技术总结
本申请提供一种吹气机构及焊接装置,涉及电池技术领域。该吹气机构包括吹气件,吹气件设置有依次连通的进气口、导气通道、排气口及第一通孔,其中,排气口被配置为沿第一通孔的周向向第一通孔中排气,第一通孔用于放置盖板。在本申请中,通过设置向盖板和壳罐体之间的焊接部位吹气的吹气机构,可利用吹气机构吹出的气体带走焊接部位的焊接余热,从而加快焊接部位的降温速度,进而可避免不及时降温导致的热应力影响及机械性能下降,最终可提升盖板和壳罐体之间的焊接部位的质量。
技术研发人员:林世政,唐诗强,李仁冰,郑国强,燕波
受保护的技术使用者:惠州亿纬动力电池有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!