一种冷镦机自带调直装置的制作方法
本技术涉及铆钉生产设备领域,特别涉及一种冷镦机自带调直装置。
背景技术:
1、冷镦机是以镦为主专门用来批量生产螺母、螺栓、铆钉等紧固件的专用设备,由于制作紧固件的坯料一般是盘起来的,因此在加工紧固件前必须先将坯料调直;现有技术的冷辙机调直装置,一般通过若干个滚轮来调整坯料的直线度的,由于坯料在调直过程中,只受到滚轮水平方向的力的作用,因此螺栓、螺钉的坯料并没有完全调直,只能适用于长度小的螺栓、螺钉等紧固件;随着工业自动化的发展,螺栓、螺钉、铆钉的规格要求越来越高,长度变化更大,针对长规格螺栓、螺钉、铆钉,采用现有技术调直装置的冷锻机无法达到产品的质量要求,因此报废率很高,给企业造成很大的经济损失。
2、目前的冷镦机用调直装置,大多结构复杂,通过使用多个滚轮对多输送的钢丝进行调直处理,但是钢丝的弯曲度并非单方向弯曲,从而无法很好地将钢丝进行调调直;并且目前的冷镦机用调直装置,大多只具备对一种型号的钢丝进行调直处理,无法对多个不同粗细的钢丝同样具备调直的功能。
3、现有的钢丝的弯曲度并非单方向弯曲,冷镦机用调直装置无法很好地将钢丝进行调调直;并且现有的冷镦机用调直装置,无法对多个不同粗细的钢丝同样具备调直的功能,为此我们提出一种冷镦机自带调直装置。
技术实现思路
1、本实用新型的主要目的在于提供一种冷镦机自带调直装置,可以有效解决背景技术中现有的钢丝的弯曲度并非单方向弯曲,冷镦机用调直装置无法很好地将钢丝进行调调直;并且现有的冷镦机用调直装置,无法对多个不同粗细的钢丝同样具备调直的功能的问题。
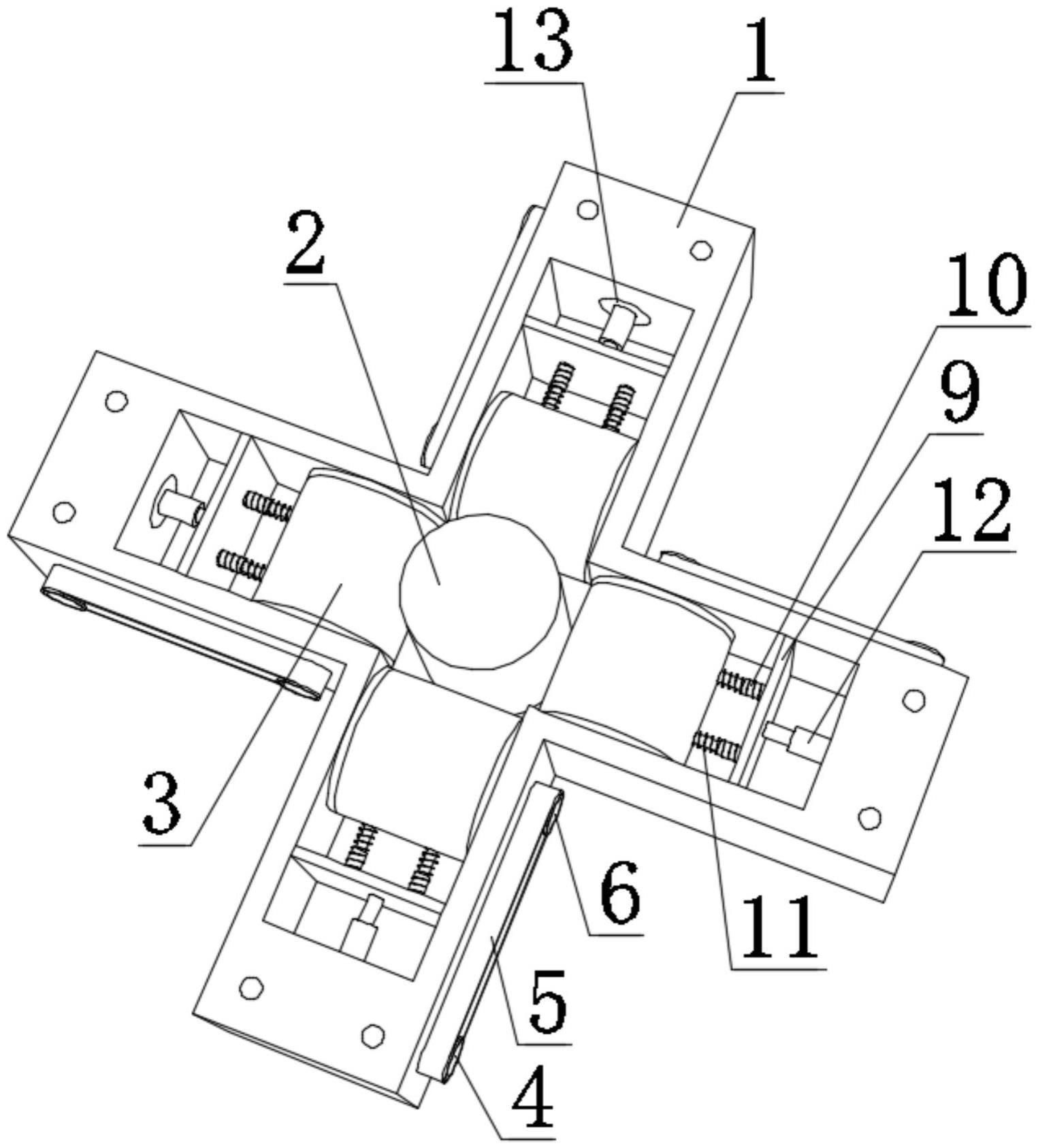
2、为实现上述目的,本实用新型采取的技术方案为:一种冷镦机自带调直装置,包括调直器、调直组件以及调节组件,所述调直组件设置于调直器内部,所述调节组件与调直组件固定连接;
3、所述调直组件包括滚压轮、电机轴、传动皮带、转动轴、连接盘以及连接轴,若干所述电机轴一端均与调直器侧面固定连接,若干所述电机轴周侧面均与传动皮带一端活动连接,所述传动皮带另一端与转动轴周侧面活动连接,所述转动轴一端贯穿调直器至其内部,且与连接轴一端固定连接,所述连接轴另一端与连接盘一侧面中心固定连接,所述连接盘另一侧与滚压轮固定连接;
4、所述调节组件包括调节板、第一伸缩杆、张力弹簧、第二伸缩杆以及气缸,若干所述气缸设置于调直器内部,且若干所述气缸输出端均与第二伸缩杆一端固定连接,若干所述第二伸缩杆另一端均与调节板一侧面中心固定连接,所述调节板另一侧与若干第一伸缩杆一端固定连接,若干所述第一伸缩杆另一端均与滚压轮固定连接,且若干所述第一伸缩杆外侧均设置有张力弹簧。
5、优选地,所述调直器为十字型,且所述调直器内部开设有十字安装槽,所述调直组件设置于十字安装槽内部。
6、优选地,所述滚压轮的侧部活动设置有钢丝。
7、优选地,所述调直器的内壁两侧均开设有安装槽,所述转动轴的侧壁活动连接于安装槽内部。
8、优选地,所述调直组件的数量为四组,四组所述调直组件均匀阵列在钢丝四周。
9、优选地,所述调直器的表面开设有连接孔,所述调直器通过连接孔与冷镦机活动连接。
10、与现有技术相比,本实用新型具有如下有益效果:该实用新型通过设置调直组件,调直器内侧活动设置若干滚压轮,滚压轮侧部活动连接在钢丝的四个方向,可对钢丝进行多方向的滚压,从而有效地提高了钢丝调直的效果;同时设置调节组件,通过驱动调节板的位置,推动滚压轮移动,从而更好地贴合在钢丝的侧部,可对多个不同粗细的钢丝进行调直。
技术特征:
1.一种冷镦机自带调直装置,其特征在于:包括调直器(1)、调直组件以及调节组件,所述调直组件设置于调直器(1)内部,所述调节组件与调直组件固定连接;
2.根据权利要求1所述的一种冷镦机自带调直装置,其特征在于:所述调直器(1)为十字型,且所述调直器(1)内部开设有十字安装槽,所述调直组件设置于十字安装槽内部。
3.根据权利要求1所述的一种冷镦机自带调直装置,其特征在于:所述滚压轮(3)的侧部活动设置有钢丝(2)。
4.根据权利要求1所述的一种冷镦机自带调直装置,其特征在于:所述调直器(1)的内壁两侧均开设有安装槽,所述转动轴(6)的侧壁活动连接于安装槽内部。
5.根据权利要求3所述的一种冷镦机自带调直装置,其特征在于:所述调直组件的数量为四组,四组所述调直组件均匀阵列在钢丝(2)四周。
6.根据权利要求1所述的一种冷镦机自带调直装置,其特征在于:所述调直器(1)的表面开设有连接孔,所述调直器(1)通过连接孔与冷镦机活动连接。
技术总结
本技术公开了一种冷镦机自带调直装置,涉及铆钉生产设备领域,本技术包括调直器、调直组件以及调节组件,调直组件设置于调直器内部,调节组件与调直组件固定连接,调直组件包括滚压轮、电机轴、传动皮带、转动轴、连接盘以及连接轴,调节组件包括调节板、第一伸缩杆、张力弹簧、第二伸缩杆以及气缸。本技术通过设置调直组件,可对钢丝进行多方向的滚压,从而有效地提高了钢丝调直的效果;同时设置调节组件,更好地贴合在钢丝的侧部,可对多个不同粗细的钢丝进行调直。
技术研发人员:李凤云
受保护的技术使用者:沈阳惠腾机械有限公司
技术研发日:20230104
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!