一种侧面打点铆合挤压机构的制作方法
本技术涉及汽车零部件装配,尤其涉及一种侧面打点铆合挤压机构。
背景技术:
1、在汽车零部件装配时,经常需要涉及回转体零件装配。一些回转体零件的组合方式通常使用焊接,焊接的方式虽然能牢牢固定回转体零件,但是焊接较为困难,并且焊接产生的高温也容易造成零件主体的变形报废,
2、现有的铆合工序通常使用冲床进行对其挤压铆合,但是启动一次冲床只能铆合一个点位,不能同时多个点同时铆合,使其降低的铆合精度,针对上述问题,本实用新型文件提出了一种侧面打点铆合挤压机构。
技术实现思路
1、本实用新型提供了一种侧面打点铆合挤压机构,解决了现有技术中存在启动一次冲床只能铆合一个点位,不能同时多个点同时铆合,使其降低的铆合精度的缺点。
2、本实用新型提供了如下技术方案:
3、一种侧面打点铆合挤压机构,包括:
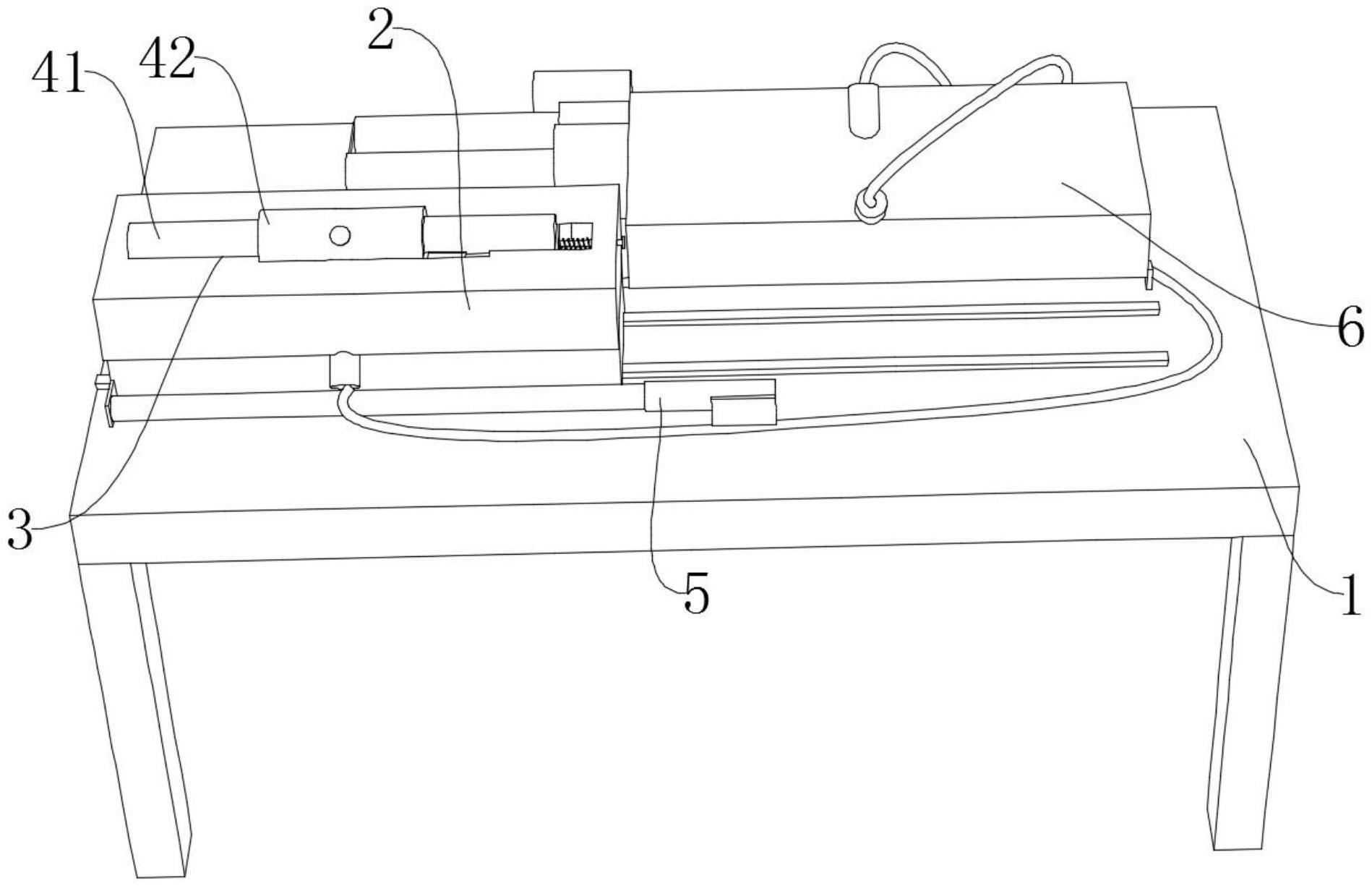
4、工作台、铜棒和不锈钢套,所述工作台的顶部滑动设有下模块,所述下模块的顶部开设有与铜棒和不锈钢套相对应的台阶定位槽,所述台阶定位槽内设有用于对铜棒和不锈钢套定位的定位机构;
5、所述工作台的顶部固定连接有上模块,所述下模块位于工作台和上模块之间,所述上模块的底部设有与不锈钢套相对应的弧形槽;
6、铆合挤压机构,设置在下模块和上模块的外壁,用于对铜棒和不锈钢套进行铆合。
7、在一种可能的设计中,所述定位机构包括滑动连接在台阶定位槽内壁的弧形定位板,所述台阶定位槽的一侧内壁与弧形定位板的相互靠近一侧固定连接有同一个第一弹簧,所述台阶定位槽的内壁开设有与弧形定位板配合使用的凹槽。
8、在一种可能的设计中,所述铆合挤压机构包括固定连接在下模块和上模块外壁的四个副油缸,所述副油缸的内壁滑动设有活塞柱,所述活塞柱的一端固定连接有加压杆,所述加压杆延伸至上模块和下模块的内壁,所述加压杆的外部套设有第三弹簧,所述第三弹簧的两端分别与副油缸的内壁和活塞柱相互靠近一侧固定连接。
9、在一种可能的设计中,所述下模块的一侧贯穿滑动连接有滑动杆,所述台阶定位槽的内壁设有挡板,所述挡板与滑动杆固定连接,所述滑动杆的外壁套设有第二弹簧,所述第二弹簧的两端分别与挡板的一侧和台阶定位槽的一侧内壁固定连接。
10、在一种可能的设计中,所述工作台的顶部固定连接有主油缸,所述主油缸的内壁滑动设有第一活塞杆,所述工作台的顶部固定连接有第二电动推杆,所述第二电动推杆的输出端与第一活塞杆固定连接,所述主油缸内设有液压油,所述主油缸的另一端通过管道分别与副油缸相通连接。
11、在一种可能的设计中,所述工作台的顶部固定连接有第一电动推杆,所述第一电动推杆的输出端与下模块固定连接。
12、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本实用新型。
13、本实用新型中,把不锈钢套套在铜棒上,并放进台阶定位槽内,铜棒通过第二弹簧挤压挡板进行定位,不锈钢套通过第一弹簧挤压弧形定位板进行定位;
14、本实用新型中,启动第一电动推杆,第一电动推杆带动下模块向右移动,直至移动至上模块的下方,启动第二电动推杆,第二电动推杆带动第一活塞杆向主油缸内移动,可以将主油缸内的液压油挤压进副油缸内,液压油可以挤压活塞柱带动加压杆向不锈钢套靠近,继续挤压可以将不锈钢套铆合在铜棒上,铆合完成;
15、本实用新型中,启动第二电动推杆复位,活塞柱在第三弹簧的作用力带复位,将副油缸内的液压油推送进主油缸内,启动第一电动推杆复位,可以带动下模块向左移动,进行对铜棒和不锈钢套进行更换继续铆合,铆合完成断开电源。
16、本实用新型中,通过第二电动推杆带动第一活塞杆移动可以挤压液压油带动四个加压杆同时对不锈钢套挤压,从而可以对铜棒和不锈钢套进行铆合,启动一次可以使铜棒和不锈钢套多点铆合,使其铆合更加牢固,便于使用。
技术特征:
1.一种侧面打点铆合挤压机构,其特征在于,包括:
2.根据权利要求1所述的一种侧面打点铆合挤压机构,其特征在于,所述定位机构包括滑动连接在台阶定位槽(3)内壁的弧形定位板(10),所述台阶定位槽(3)的一侧内壁与弧形定位板(10)的相互靠近一侧固定连接有同一个第一弹簧(11),所述台阶定位槽(3)的内壁开设有与弧形定位板(10)配合使用的凹槽(12)。
3.根据权利要求1所述的一种侧面打点铆合挤压机构,其特征在于,所述铆合挤压机构包括固定连接在下模块(2)和上模块(6)外壁的四个副油缸(16),所述副油缸(16)的内壁滑动设有活塞柱(18),所述活塞柱(18)的一端固定连接有加压杆(17),所述加压杆(17)延伸至上模块(6)和下模块(2)的内壁,所述加压杆(17)的外部套设有第三弹簧(19),所述第三弹簧(19)的两端分别与副油缸(16)的内壁和活塞柱(18)相互靠近一侧固定连接。
4.根据权利要求2所述的一种侧面打点铆合挤压机构,其特征在于,所述下模块(2)的一侧贯穿滑动连接有滑动杆(13),所述台阶定位槽(3)的内壁设有挡板(14),所述挡板(14)与滑动杆(13)固定连接,所述滑动杆(13)的外壁套设有第二弹簧(15),所述第二弹簧(15)的两端分别与挡板(14)的一侧和台阶定位槽(3)的一侧内壁固定连接。
5.根据权利要求3所述的一种侧面打点铆合挤压机构,其特征在于,所述工作台(1)的顶部固定连接有主油缸(8),所述主油缸(8)的内壁滑动设有第一活塞杆(7),所述工作台(1)的顶部固定连接有第二电动推杆(9),所述第二电动推杆(9)的输出端与第一活塞杆(7)固定连接,所述主油缸(8)内设有液压油,所述主油缸(8)的另一端通过管道分别与副油缸(16)相通连接。
6.根据权利要求1-5任意一项所述的一种侧面打点铆合挤压机构,其特征在于,所述工作台(1)的顶部固定连接有第一电动推杆(5),所述第一电动推杆(5)的输出端与下模块(2)固定连接。
技术总结
本技术属于汽车零部件装配领域,尤其是一种侧面打点铆合挤压机构,针对现有的启动一次冲床只能铆合一个点位,不能同时多个点同时铆合,使其降低的铆合精度的问题,现提出如下方案,其包括工作台、铜棒和不锈钢套,所述工作台的顶部滑动设有下模块,所述下模块的顶部开设有与铜棒和不锈钢套相对应的台阶定位槽,所述台阶定位槽内设有用于对铜棒和不锈钢套定位的定位机构;本技术中,通过第二电动推杆带动第一活塞杆移动可以挤压液压油带动四个加压杆同时对不锈钢套挤压,从而可以对铜棒和不锈钢套进行铆合,启动一次可以使铜棒和不锈钢套多点铆合,使其铆合更加牢固,便于使用。
技术研发人员:王文辉
受保护的技术使用者:广东华睿智连电子科技有限公司
技术研发日:20230109
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!