一种自动钻孔攻牙设备的制作方法
本技术涉及机械设备领域,具体涉及一种用于五金件的自动钻孔攻牙设备。
背景技术:
1、部分五金件如锌铝压铸件产品在生产加工时,有多方向钻孔攻牙需求,传统的钻孔攻牙设备均是单机作业,每人只能操作一台,效率低,人员劳动强度大,而且每次只能加工一个方向,多个人多台设备分别加工产品不同位置,产品需要不停周转,工作量大、设备占地面积大,存在漏钻孔、漏攻牙风险,加工周期长、效率低、满足不了大批量生产需求。
技术实现思路
1、针对现有技术存在上述缺陷,本实用新型所要解决的技术问题是如何自动钻孔、攻牙以及多方向加工,具体技术方案如下:
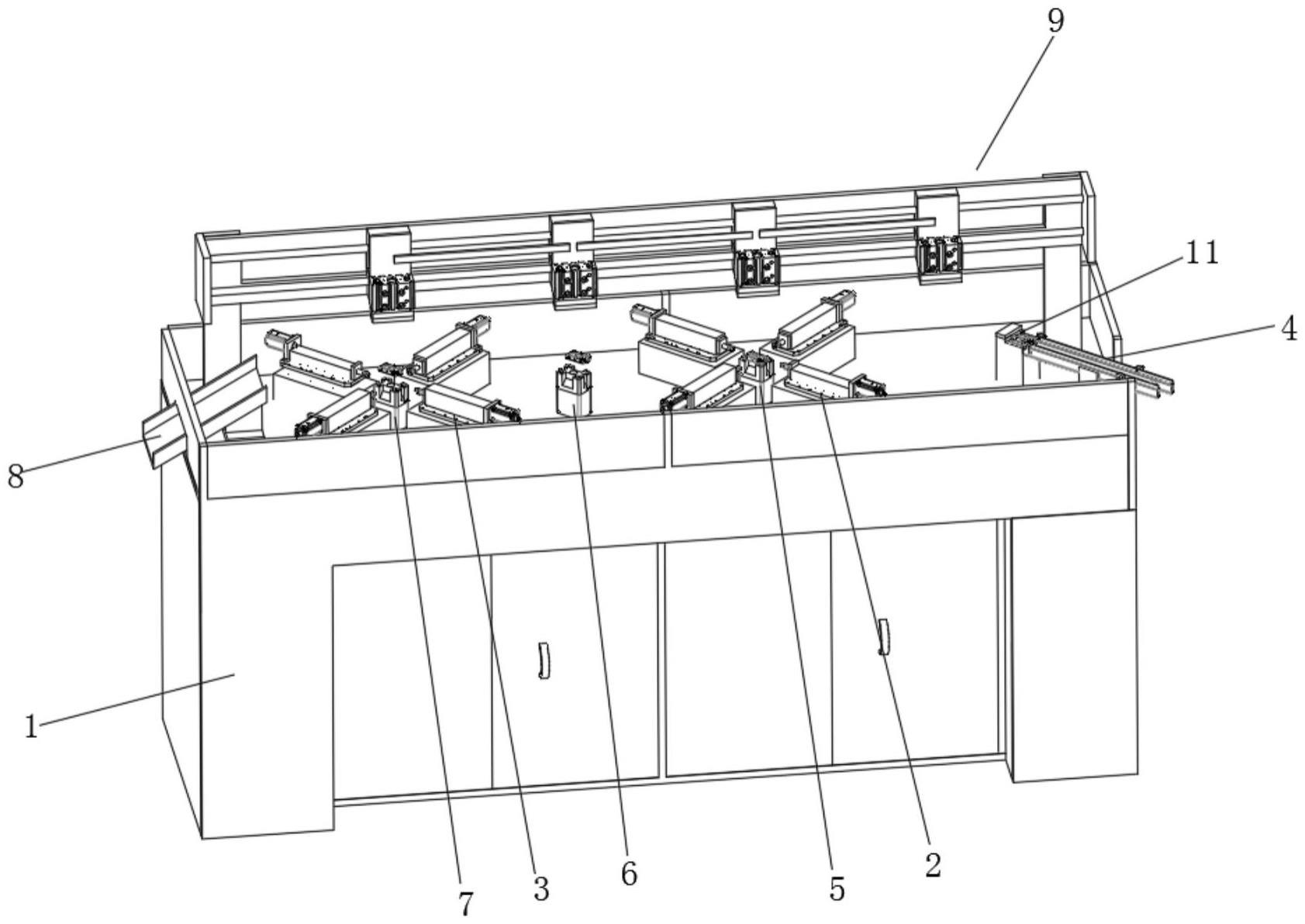
2、一种自动钻孔攻牙设备,包括机箱、钻孔伺服动力头和攻牙伺服动力头,机箱上方安装钻孔伺服动力头、攻牙伺服动力头,所述机箱上方安装有上料机构、钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽、横移夹手机构,上料机构驱动待加工产品进入待加工工位,钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽按照产品输送方向依次分布,横移夹手机构驱动待加工工位处的产品依次移动到钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽,钻孔伺服动力头靠近钻孔定位治具,钻孔伺服动力头给钻孔定位治具中产品钻孔,攻牙伺服动力头靠近攻牙定位治具,攻牙伺服动力头给攻牙定位治具中产品攻牙。
3、作为本实用新型的一种优选方案,上料机构、待加工定位治具、钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽依次由右向左分布。
4、作为本实用新型的一种优选方案,所述横移夹手机构包括龙门支撑架、导柱、夹手组件、连接板和横移气缸,机箱上方安装龙门支撑架,龙门支撑架上方安装两根导柱,导柱横向设置,夹手组件滑动连接导柱,夹手组件有4个,相邻2个夹手组件之间通过连接板连接,横移气缸驱动夹手组件左右横移。
5、作为本实用新型的一种优选方案,所述夹手组件包括滑块、固定板、升降气缸和夹手气缸,滑块滑动套装导柱,滑块前方固定安装固定板,固定板前方安装升降气缸,升降气缸驱动夹手气缸上下升降,夹手气缸夹取产品。
6、作为本实用新型的一种优选方案,所述钻孔伺服动力头、攻牙伺服动力头分别有4个,4个钻孔伺服动力头围绕钻孔定位治具等角度分布,4个攻牙伺服动力头围绕攻牙定位治具等角度分布。
7、作为本实用新型的一种优选方案,所述上料机构包括传送带送料机和限位块,传送带送料机把产品输送到前端的限位块处。
8、有益效果:本实用新型自动钻孔攻牙设备在工作时,首先上料机构驱动待加工产品进入待加工工位,然后横移夹手机构驱动待加工定位治具中产品依次移动到钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽,产品在钻孔定位治具时钻孔伺服动力头给产品钻孔,产品在攻牙定位治具时攻牙伺服动力头给产品攻牙,攻牙完毕后的产品到达卸料滑槽后在自身重力作用下滑出滑槽,从而完成自动化钻孔、攻牙,自动化程度高,另外,钻孔伺服动力头、攻牙伺服动力头分别有4个可满足一次性多方向加工需求,提高生产效率。
技术特征:
1.一种自动钻孔攻牙设备,包括机箱、钻孔伺服动力头和攻牙伺服动力头,机箱上方安装钻孔伺服动力头、攻牙伺服动力头,其特征在于:所述机箱上方安装有上料机构、钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽、横移夹手机构,上料机构驱动待加工产品进入待加工工位,钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽按照产品输送方向依次分布,横移夹手机构驱动待加工工位处的产品依次移动到钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽,钻孔伺服动力头靠近钻孔定位治具,钻孔伺服动力头给钻孔定位治具中产品钻孔,攻牙伺服动力头靠近攻牙定位治具,攻牙伺服动力头给攻牙定位治具中产品攻牙。
2.根据权利要求1所述的一种自动钻孔攻牙设备,其特征在于:上料机构、待加工定位治具、钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽依次由右向左分布。
3.根据权利要求1所述的一种自动钻孔攻牙设备,其特征在于:所述横移夹手机构包括龙门支撑架、导柱、夹手组件、连接板和横移气缸,机箱上方安装龙门支撑架,龙门支撑架上方安装两根导柱,导柱横向设置,夹手组件滑动连接导柱,夹手组件有4个,相邻2个夹手组件之间通过连接板连接,横移气缸驱动夹手组件左右横移。
4.根据权利要求3所述的一种自动钻孔攻牙设备,其特征在于:所述夹手组件包括滑块、固定板、升降气缸和夹手气缸,滑块滑动套装导柱,滑块前方固定安装固定板,固定板前方安装升降气缸,升降气缸驱动夹手气缸上下升降,夹手气缸夹取产品。
5.根据权利要求1所述的一种自动钻孔攻牙设备,其特征在于:所述钻孔伺服动力头、攻牙伺服动力头分别有4个,4个钻孔伺服动力头围绕钻孔定位治具等角度分布,4个攻牙伺服动力头围绕攻牙定位治具等角度分布。
6.根据权利要求1所述的一种自动钻孔攻牙设备,其特征在于:所述上料机构包括传送带送料机和限位块,传送带送料机把产品输送到前端的限位块处。
技术总结
本技术涉及一种自动钻孔攻牙设备,包括机箱、钻孔伺服动力头和攻牙伺服动力头,机箱上方安装钻孔伺服动力头、攻牙伺服动力头,所述机箱上方安装有上料机构、钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽、横移夹手机构,首先上料机构驱动待加工产品进入待加工工位,然后横移夹手机构驱动待加工定位治具中产品依次移动到钻孔定位治具、周转定位治具、攻牙定位治具、卸料滑槽,产品在钻孔定位治具时钻孔伺服动力头给产品钻孔,产品在攻牙定位治具时攻牙伺服动力头给产品攻牙,完成自动化钻孔、攻牙,自动化程度高,另外,钻孔伺服动力头、攻牙伺服动力头分别有4个可满足一次性多方向加工需求,提高生产效率。
技术研发人员:唐征平,肖大鹏
受保护的技术使用者:东莞星河精密技术股份有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!