涡轮壳衬套伺服铆压设备的制作方法
本技术涉及涡轮壳衬套,具体为涡轮壳衬套伺服铆压设备。
背景技术:
1、随着汽车涡轮增压技术的发展,涡轮增压壳体的设计也日益优化,新的设计要求记录衬套压入过程中的位移压力曲线,并在衬套压入后,对涡轮壳体的衬套孔端面进行周向均布四位置材料挤压,以锁住衬套,防止工作工过程中衬套脱出,而在安装衬套过程中需要使用到铆压设备进行固定安装。
2、铆压设备在对涡轮壳衬套进行铆压安装时,通常铆压螺帽和螺栓通过挤压固定到衬套的内部,而在铆压过程中需要使用到铆压设备利用冲压机设备和专用连接模具通过一个瞬间强高压加工过程,依据板件本身材料的冷挤压变形进行固定连接,而使用铆压安装的铆压螺栓以及螺帽的尺寸不同,因此需要在对不同的尺寸螺帽进行铆压时更换不同的挤压设备,使得铆压设备的使用效果较差,从而造成铆压设备的实用性较差;
3、涡轮壳衬套在进行铆压安装时,需要将挤压连接的铆压螺帽或者螺栓放置在固定位置,接着将衬套表面的孔洞与铆压螺帽相互对齐,而在对齐的过程中需要人员手动进行调节位置,因此在放置衬套过程中需要人员来回调节,使得增加人员的工作强度,从而造成人员的工作效率降低。
技术实现思路
1、本实用新型的目的在于提供涡轮壳衬套伺服铆压设备,以解决上述背景技术中提出的问题。
2、本实用新型提供如下技术方案:涡轮壳衬套伺服铆压设备,包括安装底座;所述安装底座的顶端中央位置固定安装有安装块,安装块的表面滑动连接有衬套本体,所述安装底座的顶端位于安装块的上方设有固定块;
3、所述固定块的底端中央位置滑动连接有两组铆压凸块,固定块的内部转动安装有丝杆,所述铆压凸块的顶端固定安装有移动块;
4、所述安装块的表面一端固定安装有支撑杆,支撑杆的顶端侧面固定安装有固定杆,所述固定杆的顶端表面固定安装有定位杆,衬套本体通过定位杆固定在固定杆的表面。
5、优选的,所述安装底座的顶端中央位置固定安装有支撑架,支撑架的表面顶端固定连接有伺服压机,固定块固定在伺服压机的底端中央位置。
6、优选的,所述安装底座的顶端中央位置设有工作台,安装块固定安装在工作台的表面。
7、优选的,所述固定块的内部设有调节槽,丝杆转动安装在调节槽的内部。
8、优选的,所述丝杆的表面螺纹方向相仿,固定块的底端设有与调节槽相互连通的调节口。
9、优选的,所述移动块贯穿调节口通过螺纹结构套装在丝杆的表面,移动块通过螺纹结构在调节口的表面移动,铆压凸块的底端侧面设有铆压槽。
10、与现有技术相比,本实用新型的有益效果是:
11、1、本实用新型采用了固定块、调节槽和铆压凸块以及铆压槽结构,实现对不同尺寸的铆压螺帽或者铆压螺栓进行铆压安装,通过将铆压凸块在调节槽内部进行调节,使得两侧铆压凸块分开能够满足不同的铆压螺帽以及铆压螺栓的需要,因此避免需要在对不同尺寸的零件进行铆压时更换不同的铆压凸块,使得铆压设备的实用性提高,从而提高铆压设备的使用效果。
12、2、本实用新型采用了安装块、支撑杆和固定杆以及定位杆结构,实现对衬套进行快速定位,将衬套横穿到固定杆表面后,将衬套表面的孔洞与定位杆进行定位安装,因此避免需要人员来回调节衬套位置,使得人员的孩子强度降低,从而提高人员的工作效率。
技术特征:
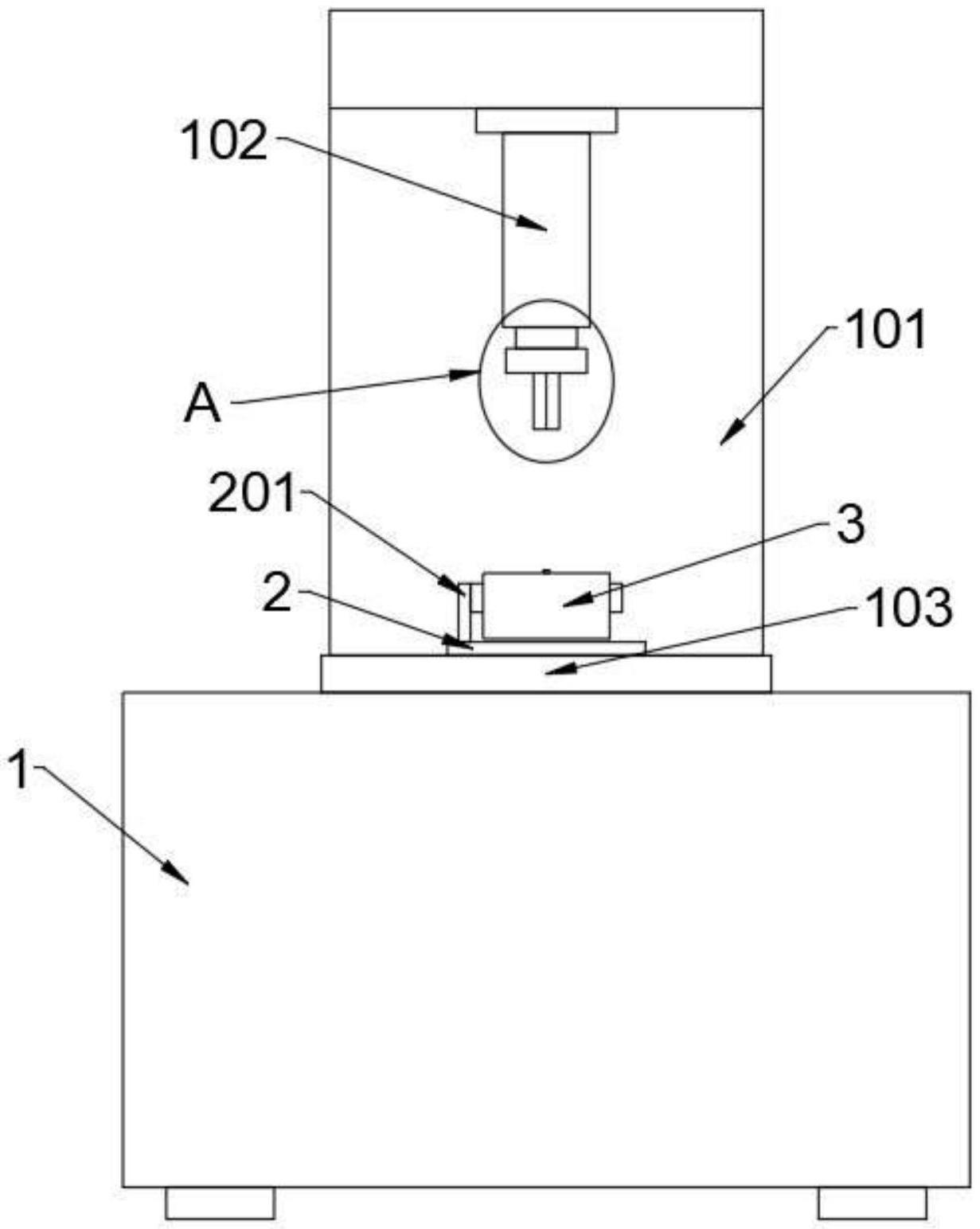
1.涡轮壳衬套伺服铆压设备,包括安装底座(1);其特征在于:所述安装底座(1)的顶端中央位置固定安装有安装块(2),安装块(2)的表面滑动连接有衬套本体(3),所述安装底座(1)的顶端位于安装块(2)的上方设有固定块(4);
2.根据权利要求1所述的涡轮壳衬套伺服铆压设备,其特征在于:所述安装底座(1)的顶端中央位置固定安装有支撑架(101),支撑架(101)的表面顶端固定连接有伺服压机(102),固定块(4)固定在伺服压机(102)的底端中央位置。
3.根据权利要求1所述的涡轮壳衬套伺服铆压设备,其特征在于:所述安装底座(1)的顶端中央位置设有工作台(103),安装块(2)固定安装在工作台(103)的表面。
4.根据权利要求1所述的涡轮壳衬套伺服铆压设备,其特征在于:所述固定块(4)的内部设有调节槽(401),丝杆(402)转动安装在调节槽(401)的内部。
5.根据权利要求1所述的涡轮壳衬套伺服铆压设备,其特征在于:所述丝杆(402)的表面螺纹方向相仿,固定块(4)的底端设有与调节槽(401)相互连通的调节口(403)。
6.根据权利要求1所述的涡轮壳衬套伺服铆压设备,其特征在于:所述移动块(406)贯穿调节口(403)通过螺纹结构套装在丝杆(402)的表面,移动块(406)通过螺纹结构在调节口(403)的表面移动,铆压凸块(404)的底端侧面设有铆压槽(405)。
技术总结
本技术公开了涡轮壳衬套伺服铆压设备,包括安装底座;所述安装底座的顶端中央位置固定安装有安装块,安装块的表面滑动连接有衬套本体,所述安装底座的顶端位于安装块的上方设有固定块;本技术采用了固定块、调节槽和铆压凸块以及铆压槽结构,实现对不同尺寸的铆压螺帽或者铆压螺栓进行铆压安装,通过将铆压凸块在调节槽内部进行调节,使得两侧铆压凸块分开能够满足不同的铆压螺帽以及铆压螺栓的需要,因此避免需要在对不同尺寸的零件进行铆压时更换不同的铆压凸块,使得铆压设备的实用性提高,从而提高铆压设备的使用效果。
技术研发人员:赵沅梁,周冬梅,肖海洋
受保护的技术使用者:江苏爱库达智能装备技术有限公司
技术研发日:20230110
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!