框型钣金件平面度校正平台的制作方法
本技术涉及钣金件校正设备领域,特别涉及框型钣金件平面度校正平台。
背景技术:
1、钣金件在加工后,可能出现起翘问题,导致平面度不符合标准,尤其在焊接拼接的钣金产品中,焊接后的工件的平面度问题亟待解决。现有校正设备可校正板状的钣金件,将板状的钣金件置于校正设备中,即可通过多个压辊持续辊压板状的钣金件实现平面度的校正。而对于一些通过焊接拼接而成的框型的钣金件而言,由于框型的钣金件的厚度较大且中部镂空,传统的平面度校正设备无法对这一类钣金件进行平面度的校正。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出框型钣金件平面度校正平台,能够实现对框型钣金件的定位和平面度的校正。
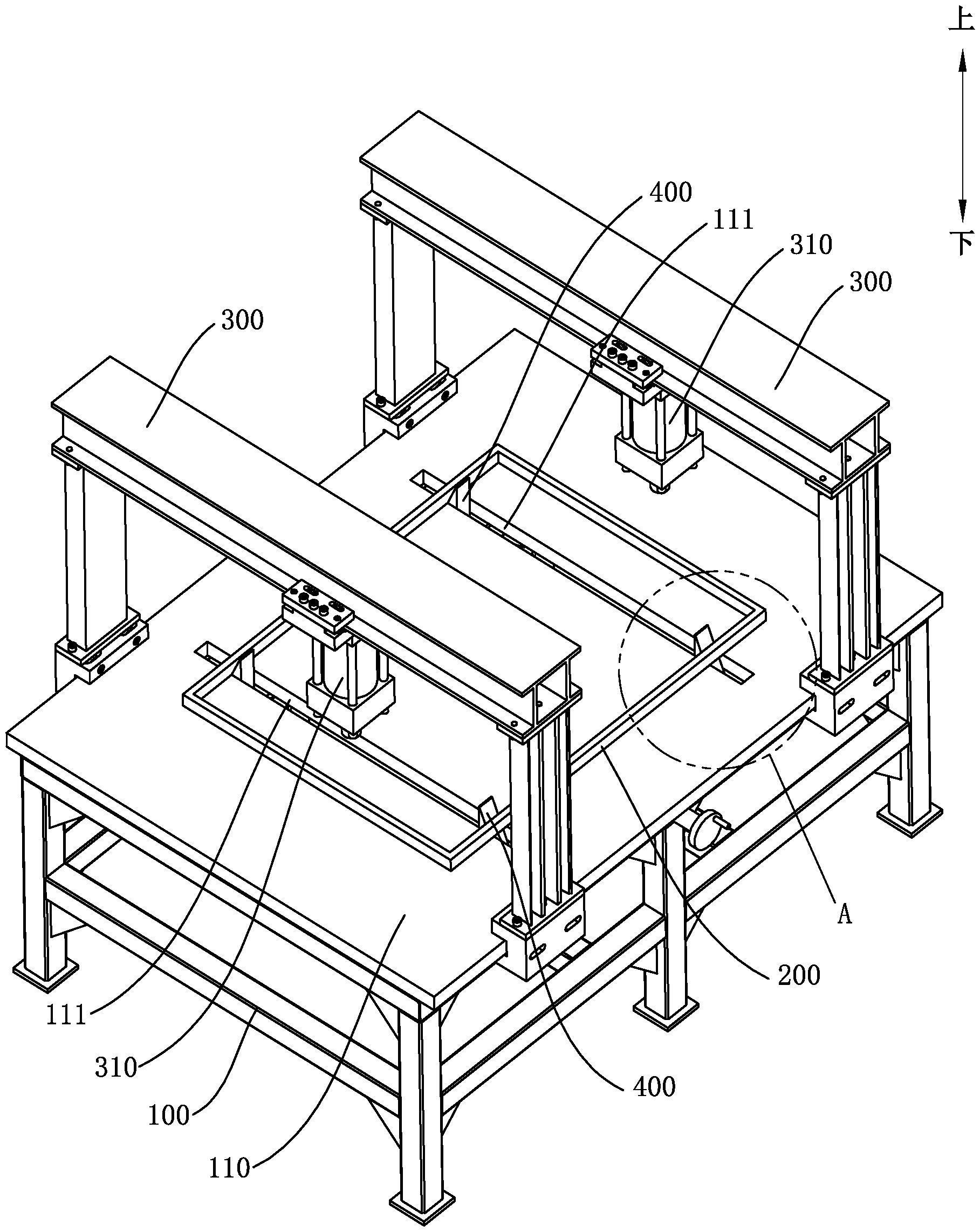
2、根据本实用新型实施例的框型钣金件平面度校正平台,包括:平台本体,上端水平设置有承托板,所述承托板用于水平承托框型钣金件,所述承托板开设有水平延伸的滑槽;两个平移架,所述平移架水平滑动设置于所述平台本体上,所述平移架的滑动方向与所述滑槽的长度方向垂直;两个气缸,分别滑动设置于两个所述平移架上,两个所述气缸均位于所述承托板的上方,所述气缸相对所述平移架的滑移方向与所述滑槽的长度方向平行,所述气缸的活塞杆可沿竖直方向伸缩以下压所述框型钣金件的上端面,两个所述气缸的所述活塞杆可分别下压所述框型钣金件相对的两边;多个定位块,所述定位块位置可调地滑动设置于所述滑槽内,其中一部分所述定位块和另一部分所述定位块可分别抵顶所述框型钣金件的内框的相对两个面。
3、至少具有如下有益效果:加工时,可将框型钣金件水平置于承托板上,而后调节多个定位块的位置,使得一部分定位块可抵顶框型钣金件的内框的长边,另一部分定位块可抵顶框型钣金件的内框的相对的另一长边,而后调节两个平移架的位置,使得气缸位于框型钣金件的短边的上方,启动气缸,使得两个气缸可伸缩并分别下压框型钣金件的两个短边,最后可将框型钣金件水平掉转90度并重复上述工序以对框型钣金件的两个长边进行下压。本实用新型通过上述结构可实现对于框型钣金件的定位以及平面度校正。
4、根据本实用新型的一些实施例,所述定位块设置有斜面,所述定位块通过所述斜面抵顶所述框型钣金件的内框。
5、根据本实用新型的一些实施例,两个所述气缸的所述活塞杆同步下压所述框型钣金件,两个所述活塞杆下压所述框型钣金件的位置围绕所述框型钣金件的中心对称。
6、根据本实用新型的一些实施例,多个所述定位块分为多组定位块组件,每组所述定位块组件包括两个所述定位块,所述滑槽设置有多个,多个所述滑槽与多组所述定位块组件一一对应,每组所述定位块组件内的两个所述定位块可分别抵顶所述框型钣金件的内框的两个相对面。
7、根据本实用新型的一些实施例,所述平台本体转动设置有丝杠,所述丝杠的轴线水平设置并与所述滑槽的长度方向平行,所述丝杠上设置有滑移螺母,所述丝杠与所述滑移螺母螺纹配合,所述滑移螺母连接有水平设置的安装板,所述安装板与所述丝杠相垂直,所述定位块位于所述安装板上。
8、根据本实用新型的一些实施例,所述丝杠上的所述滑移螺母设置有两个,所述丝杠具有两段旋向相反的螺纹段,两个所述滑移螺母分别与两个所述螺纹段螺纹配合,两个所述滑移螺母上均设置有所述安装板。
9、根据本实用新型的一些实施例,所述丝杠的一端设置有手柄,所述手柄伸出至所述平台本体的侧方。
10、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.框型钣金件平面度校正平台,其特征在于,包括:
2.根据权利要求1所述的框型钣金件平面度校正平台,其特征在于,所述定位块设置有斜面,所述定位块通过所述斜面抵顶所述框型钣金件的内框。
3.根据权利要求1所述的框型钣金件平面度校正平台,其特征在于,两个所述气缸的所述活塞杆同步下压所述框型钣金件,两个所述活塞杆下压所述框型钣金件的位置围绕所述框型钣金件的中心对称。
4.根据权利要求1所述的框型钣金件平面度校正平台,其特征在于,多个所述定位块分为多组定位块组件,每组所述定位块组件包括两个所述定位块,所述滑槽设置有多个,多个所述滑槽与多组所述定位块组件一一对应,每组所述定位块组件内的两个所述定位块可分别抵顶所述框型钣金件的内框的两个相对面。
5.根据权利要求4所述的框型钣金件平面度校正平台,其特征在于,所述平台本体转动设置有丝杠,所述丝杠的轴线水平设置并与所述滑槽的长度方向平行,所述丝杠上设置有滑移螺母,所述丝杠与所述滑移螺母螺纹配合,所述滑移螺母连接有水平设置的安装板,所述安装板与所述丝杠相垂直,所述定位块位于所述安装板上。
6.根据权利要求5所述的框型钣金件平面度校正平台,其特征在于,所述丝杠上的所述滑移螺母设置有两个,所述丝杠具有两段旋向相反的螺纹段,两个所述滑移螺母分别与两个所述螺纹段螺纹配合,两个所述滑移螺母上均设置有所述安装板。
7.根据权利要求5所述的框型钣金件平面度校正平台,其特征在于,所述丝杠的一端设置有手柄,所述手柄伸出至所述平台本体的侧方。
技术总结
本技术公开了框型钣金件平面度校正平台,包括:平台本体,上端水平设置有承托板,承托板开设有水平延伸的滑槽;两个平移架,平移架水平滑动设置于平台本体上;两个气缸,分别滑动设置于两个平移架上,两个气缸均位于承托板的上方,气缸的滑移方向与滑槽的长度方向平行,气缸的活塞杆可沿竖直方向伸缩以下压框型钣金件的上端面,两个气缸的活塞杆可分别下压框型钣金件相对的两边;多个定位块,定位块位置可调地滑动设置于滑槽内,其中一部分定位块可抵顶框型钣金件的内框的其中一个面,另一部分定位块可抵顶框型钣金件的内框的相对的另一面。本技术通过上述结构可实现对于框型钣金件的定位以及平面度校正。
技术研发人员:魏伟朝
受保护的技术使用者:珠海市金质精密科技有限公司
技术研发日:20230605
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!