一种铝型材自动切断装置的制作方法
本技术涉及切裁,特别涉及一种铝型材自动切断装置。
背景技术:
1、铝型材具有良好的物理特性,易于加工,且可回收性强,被广泛用于各个行业。随着我国大规模的基建投资和工业化进程的快速推进,铝型材全行业的产量和消费量迅猛增长,铝型材在切割过程中需要保证切割处的稳定性,现有技术需要工作人员手动扶持铝型材通过切割机进行切割,自动化程度低,无法做到在连续工作的同时保证切割位置的稳定,一方面降低了工作效率,另一方面切割端不稳定造成切割质量差。
技术实现思路
1、本实用新型的目的是提供一种铝型材自动切断装置,通过多个支撑辊的同步转动可对铝型材自动向前输送,完成铝型材的自动送料工作;
2、通过压板的下移、楔形推块的左移及定位块的限制可对铝型材进行限位;通过圆形锯片的移动,可对铝型材进行切断;
3、通过压辊的下压及出料滑道的前低后高设置,可完成切断后的铝型材的自动出料工作;可有效提高铝型材的切割效率及切割质量,大幅降低生产成本。
4、本实用新型的上述技术目的是通过以下技术方案得以实现的:
5、一种铝型材自动切断装置,包括切割平台,所述切割平台的后端设有自动送料机构,切割平台上设有压紧切裁机构,切割平台的前端设有铝型材定位机构和自动出料机构;
6、所述切割平台的中部成型有矩形长孔;
7、所述压紧切裁机构包括插套在矩形长孔内可移动的圆形锯片;
8、所述铝型材定位机构包括设置在切割平台前侧的定位挡块,多根铝型材放置在切割平台上且其前端压靠在定位挡块上;
9、所述自动出料机构包括前低后高设置的出料滑道,出料滑道位于定位挡块的下方。
10、通过上述技术方案,多根横截面呈“z”字形的铝型材防止在自动送料机构上,自动送料机构将铝型材向前输送,铝型材的前端压靠在定位挡块上进行定位,然后圆形锯片移动从而将铝型材切断,切断的前端部分的铝型材滑落至出料滑道上并自动沿出料滑道自动滑出,从而完成铝型材的自动切断工作。
11、本实用新型还进一步设置为:所述自动送料机构包括输送支架,输送支架上转动连接有多个前后方向线性均布的支撑辊,支撑辊的上侧壁与切割平台的上表面齐平设置;所述支撑辊的一端固定有链轮,多个链轮连接在同一根链条上,其中一个支撑辊连接有驱使其转动的第一电机。
12、通过上述技术方案,第一电机带动其中一个支撑辊转动,该支撑辊带动固定在其上的链轮转动,该链轮通过链条带动其他链轮同步转动,其他链轮带动其他支撑辊同步转动,支撑辊转动将放置在支撑辊上的铝型材向前输送,从而完成自动进料工作。
13、本实用新型还进一步设置为:所述压紧切裁机构还包括设置在切割平台上方的前后设置的两个压板,每个压板固定在对应的第一伸缩缸的伸缩杆端部,两个第一伸缩缸固定在直角板架上;
14、所述圆形锯片固定在第二电机的电机轴上,第二电机固定在滑块的上端,滑块螺接在左右方向设置的第一螺杆的中部,第一螺杆的两端通过轴承转动连接在平台支撑座上,切割平台固定在平台支撑座的上方;第一螺杆的一端连接有驱使其转动的第三电机,第三电机固定在平台支撑座上;所述平台支撑座上固定有与第一螺杆平行设置的第一导向杆,滑块插套在第一导向杆上。第三电机与两个第一伸缩缸电性连接有控制器。
15、通过上述技术方案,当铝型材前移压靠在定位挡块后,控制器控制两个第一伸缩缸,第一伸缩缸带动两个压板下移,然后第二电机带动圆形锯片转动,第三电机带动第一螺杆转动,第一螺杆带动滑块左移,滑块通过第二电机带动圆形锯片左移,从而完成铝型材的切断工作。
16、本实用新型还进一步设置为:所述切割平台的左端固定有两个定位块,两个定位块分别位于矩形长孔的前侧和后侧;
17、每个定位块的右侧设有楔形推块,楔形推块固定在双杆伸缩缸的伸缩杆端部。控制器与双杆伸缩缸电性连接;
18、所述压板固定在拉杆的下端,拉杆穿过直角板架的上伸出端固定有挡圈。
19、通过上述技术方案,第一伸缩缸带动压板下移,挡圈可对压板的下移幅度进行限制,当挡圈压靠在直角板架上后,此时压板刚好压靠在铝型材的上端使铝型材不能上下移动;然后双杆伸缩缸带动楔形推块向左移动,楔形推块将铝型材向左推,最左侧的铝型材压靠在定位块上进行定位,从而完成铝型材的压紧工作,然后圆形锯片移动对铝型材进行切割。
20、本实用新型还进一步设置为:所述定位挡块的两端插套在两根前后方向延伸的第二导向杆上,第二导向杆的两端通过连接块与方管固定连接,方管与切割平台固定连接;
21、所述定位挡块的前端固定在第三伸缩缸的伸缩杆端部,第三伸缩缸固定在支撑板上,支撑板固定在两根矩形方管的另一端;
22、所述定位挡块的两端压靠在对应的调节块上,调节块螺接在第二螺杆的中部,第二螺杆的两端通过轴承铰接在支撑座上,支撑座固定在方管上,第二螺杆的一端固定有手轮;
23、所述调节块的下表面贴靠在方管上。
24、通过上述技术方案,通过手轮转动第二螺杆,第二螺杆带动调节块移动,从而可改变调节块的位置,然后第三伸缩缸带动定位挡块后移,定位挡块后移压靠在调节块上;通过改变调节块的位置可调节定位挡块后移后的位置,从而可改变定位挡块与圆形锯片之间的距离,从而可将铝型材切割成不同长度。
25、本实用新型还进一步设置为:所述方管上成型有若干刻度线。刻度线方便看出调节块的位置。
26、本实用新型还进一步设置为:所述自动出料机构还包括设置在出料滑道上方的压辊,压辊位于切割平台的前侧上方;所述压辊的两端通过轴承铰接在升降环,每个升降环固定在对应的一个第四伸缩缸的伸缩杆端部,第四伸缩缸固定在倒u型支架上,倒u型支架固定在方管上。
27、当圆形锯片切割完成后,圆形锯片右移复位,前侧的第一伸缩缸带动前侧的压板先上移,被切割的前端的铝型材失去束缚,然后两个第四伸缩缸带动两个升降环同步下移,两个升降环带动压辊下移,压辊将前端切断的铝型材向下压,前端切断的铝型材的前端向下翻转自动滑落到出料滑道上,然后沿出料滑道滑出,然后压辊上移复位;
28、然后,后侧的第一伸缩缸带动后侧的压板上移复位,后段铝型材在支撑辊的输送作用下自动向前移动压靠在定位挡块上,进行下一次切割。
29、本实用新型的突出效果是:
30、通过多个支撑辊的同步转动可对铝型材自动向前输送,完成铝型材的自动送料工作;
31、通过压板的下移、楔形推块的左移及定位块的限制可对铝型材进行限位;通过圆形锯片的移动,可对铝型材进行切断;
32、通过压辊的下压及出料滑道的前低后高设置,可完成切断后的铝型材的自动出料工作;可有效提高铝型材的切割效率及切割质量,大幅降低生产成本。
33、通过调节调节块的位置可改变定位挡块的后移幅度,从而改变定位挡块与圆形锯片的间距,可将铝型材切割成多种长度规格。
技术特征:
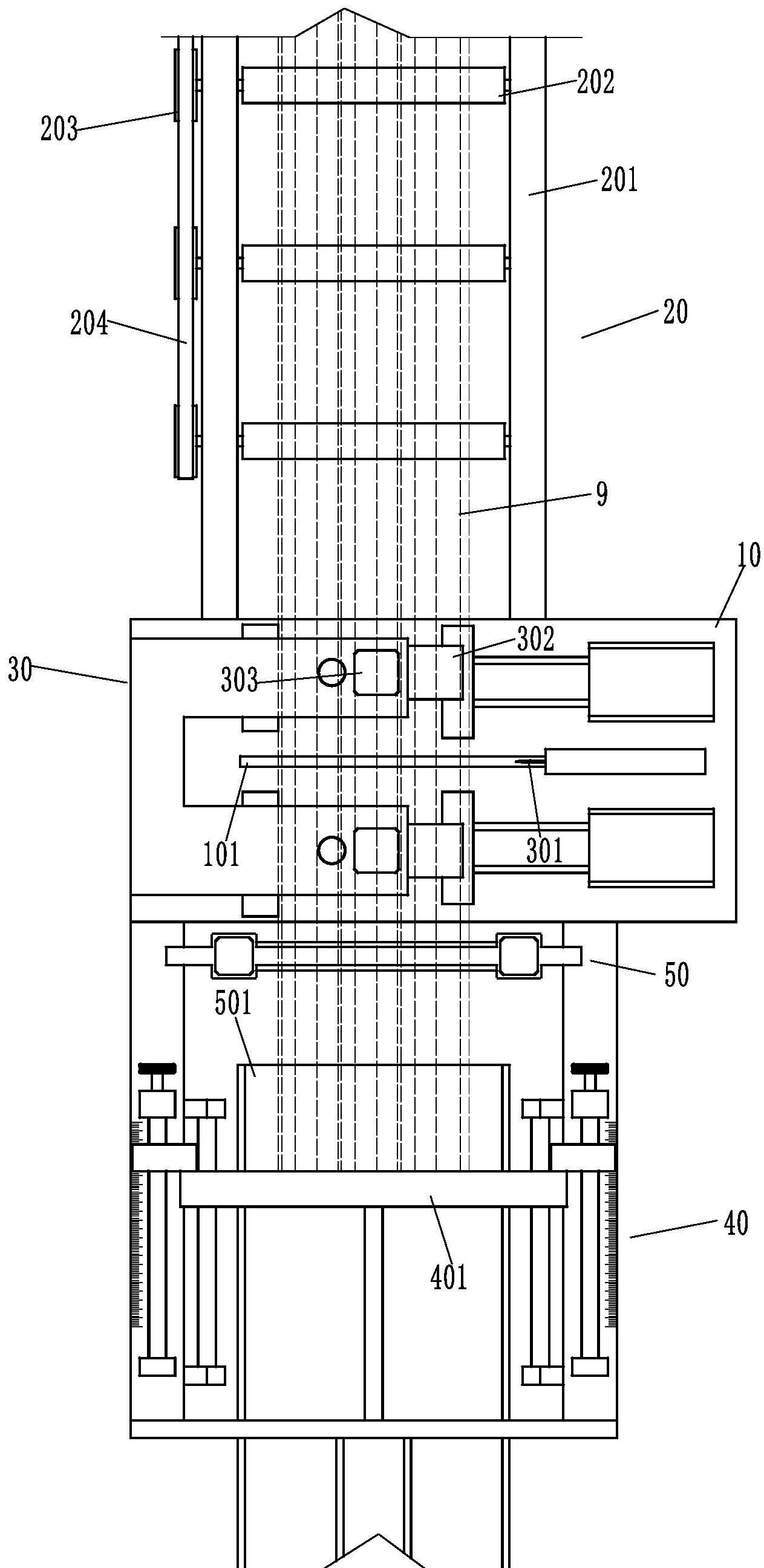
1.一种铝型材自动切断装置,包括切割平台(10),其特征在于:所述切割平台(10)的后端设有自动送料机构(20),切割平台(10)上设有压紧切裁机构(30),切割平台(10)的前端设有铝型材定位机构(40)和自动出料机构(50);
2.根据权利要求1所述的一种铝型材自动切断装置,其特征在于:所述自动送料机构(20)包括输送支架(201),输送支架(201)上转动连接有多个前后方向线性均布的支撑辊(202),支撑辊(202)的上侧壁与切割平台(10)的上表面齐平设置;所述支撑辊(202)的一端固定有链轮(203),多个链轮(203)连接在同一根链条(204)上,其中一个支撑辊(202)连接有驱使其转动的第一电机。
3.根据权利要求1所述的一种铝型材自动切断装置,其特征在于:所述压紧切裁机构(30)还包括设置在切割平台(10)上方的前后设置的两个压板(302),每个压板(302)固定在对应的第一伸缩缸(303)的伸缩杆端部,两个第一伸缩缸(303)固定在直角板架(304)上;
4.根据权利要求3所述的一种铝型材自动切断装置,其特征在于:所述切割平台(10)的左端固定有两个定位块(312),两个定位块(312)分别位于矩形长孔(101)的前侧和后侧;
5.根据权利要求1所述的一种铝型材自动切断装置,其特征在于:所述定位挡块(401)的两端插套在两根前后方向延伸的第二导向杆(402)上,第二导向杆(402)的两端通过连接块(403)与方管(404)固定连接,方管(404)与切割平台(10)固定连接;
6.根据权利要求5所述的一种铝型材自动切断装置,其特征在于:所述方管(404)上成型有若干刻度线(411)。
7.根据权利要求5所述的一种铝型材自动切断装置,其特征在于:所述自动出料机构(50)还包括设置在出料滑道(501)上方的压辊(502),压辊(502)位于切割平台(10)的前侧上方;所述压辊(502)的两端通过轴承铰接在升降环(503),每个升降环(503)固定在对应的一个第四伸缩缸(504)的伸缩杆端部,第四伸缩缸(504)固定在倒u型支架(505)上,倒u型支架(505)固定在方管(404)上。
技术总结
本技术涉及切裁技术领域,公开一种铝型材自动切断装置,包括切割平台,所述切割平台的后端设有自动送料机构,切割平台上设有压紧切裁机构,切割平台的前端设有铝型材定位机构和自动出料机构。通过多个支撑辊的同步转动可对铝型材自动向前输送,完成铝型材的自动送料工作;通过压板的下移、楔形推块的左移及定位块的限制可对铝型材进行限位;通过圆形锯片的移动,可对铝型材进行切断;通过压辊的下压及出料滑道的前低后高设置,可完成切断后的铝型材的自动出料工作;可有效提高铝型材的切割效率及切割质量,大幅降低生产成本。
技术研发人员:章玉明
受保护的技术使用者:嵊州市明歌金属制品有限公司
技术研发日:20230110
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!