一种用于铝合金轮毂粗加工的钻石刀片的制作方法
本技术涉及轮毂加工,具体地说是一种用于铝合金轮毂粗加工的钻石刀片。
背景技术:
1、在铝合金轮毂加工领域,在双刀塔立式车床上1件普通常规轮毂从毛坯到加工后成品,根据不同的加工部位所需要的刀具是11把刀,其中,粗加工所用刀具是6把,粗加工通常使用的刀片是硬质合金刀片(双头可转位刀片)。车床上轮毂加工的切削速度大约在2400m/min左右,刀片的磨损速度非常快,刀片单面寿命在500件左右,一条产线每天按照10000件产能计算,每天需要人工更换粗车刀片或刀片换面的次数为:10000÷500×6=120次。做好充分准备的前提下,每次更换刀片所需要的停机时间为5分钟左右,每天更换刀片需要的停机时间是:120次×5分钟=600分钟,影响产出大约230件。
2、如今各大工厂自动化、智能化发展迅速,现场人员配置也越来越少,1人看护多组设备,刀具磨损到寿命更换,频繁停机无疑是现场影响效率的重要问题,既增加了过程控制的变化点、又损失生产效率。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种用于铝合金轮毂粗加工的钻石刀片,钻石刀片以硬质合金材质为基体,切削刃镶焊pcd复合片,硬质合金基体为pcd复合片提供了机械刚性基础,增加了抗弯强度。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
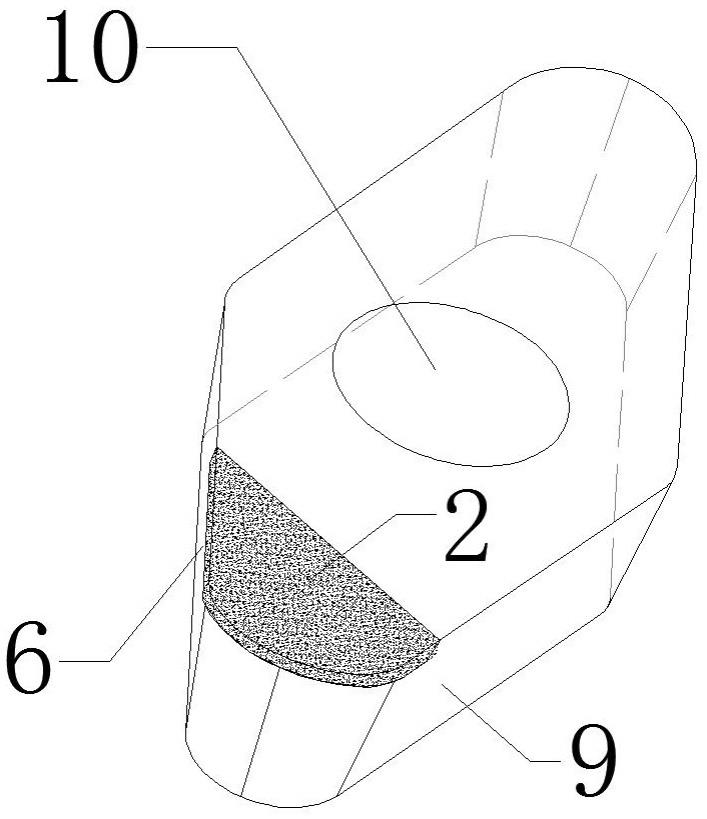
3、一种用于铝合金轮毂粗加工的钻石刀片,包括呈菱形状的刀片本体,刀片本体包括刀片基体、pcd复合片、前刀面、主后刀面、副后刀面,前刀面上包括pcd钻石复合片、刀片前角、主切削刃、副切削刃、刀尖。
4、在一些实施例中,pcd复合片镶嵌在硬质合金基体上。
5、在一些实施例中,刀片前角为-5度设计,切削刃口0.03mm钝化。
6、在一些实施例中,前刀面pcd复合片设计为不对称的斜块,副切削刃长度大于刀尖半径。
7、相对于现有技术,本实用新型所述的用于铝合金轮毂粗加工的钻石刀片具有以下优势:
8、1、推广pcd钻石刀片应用,一条铝合金轮毂生产线每天按照10000件产能计算,人工更换粗车刀片的次数为:10000÷10000×6=6次/天。每次更换刀片所需要的时间为5分钟左右,每天更换刀片需要的停机时间是:6次×5分钟=30分钟,较使用硬质合金刀片每天节约停机时间570分钟,可增加产能218件/天。
9、2、生产效率提升的同时,pcd钻石刀片硬度高、耐磨性能强,减少了过程控制的变化点,稳定了产品质量;大大减轻操作员的劳动强度。
技术特征:
1.一种用于铝合金轮毂粗加工的钻石刀片,其特征在于,包括呈菱形状的刀片本体,刀片本体包括刀片基体、pcd复合片、前刀面、主后刀面、副后刀面,前刀面上包括pcd钻石复合片、刀片前角、主切削刃、副切削刃、刀尖,刀片前角为-5度设计,切削刃口0.03mm钝化。
2.根据权利要求1所述的用于铝合金轮毂粗加工的钻石刀片,其特征在于,pcd复合片镶嵌在硬质合金基体上。
3.根据权利要求1所述的用于铝合金轮毂粗加工的钻石刀片,其特征在于,前刀面pcd复合片设计为不对称的斜块,副切削刃长度大于刀尖半径。
技术总结
一种用于铝合金轮毂粗加工的钻石刀片,包括呈菱形状的刀片本体,刀片本体包括刀片基体、PCD复合片、前刀面、主后刀面、副后刀面,前刀面上包括PCD钻石复合片、刀片前角、主切削刃、副切削刃、刀尖。本发明生产效率提升的同时,PCD钻石刀片硬度高、耐磨性能强,减少了过程控制的变化点,稳定了产品质量;大大减轻操作员的劳动强度。
技术研发人员:杨永明,杨小禹,冯亮,李文良,马陆明,林峰
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:20230721
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!