一种纵骨角钢双曲度加工模具的制作方法
本技术涉及船舶制造,具体涉及一种纵骨角钢双曲度加工模具。
背景技术:
1、船舶的线型直接关系到船舶低阻力及快速性,直接体现在船舶的整体经济性能上。因流体特性决定了船舶外板曲面特性,尤其是集装箱船,外板曲度较大,首尾外板大量纵骨需要双扭曲。目前对外板纵骨双扭曲的普遍做法是使用程控肋骨冷弯机进行单曲度(弯曲)加工,然后在装配过程中通过火工和手拉葫芦等工具进行另一曲度(扭曲)调整,费时耗力,线型成型差。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供了一种纵骨角钢双曲度加工模具,将待加工角钢贴紧下压模并固定住,通过上压模向下贴合下压模实现角钢双扭曲定型,通过程控肋骨冷弯机配合实现双曲度同时加工,减少现场火工工作量,降低工人工作负荷,提高分段制作效率。
2、本实用新型的目的是这样实现的:
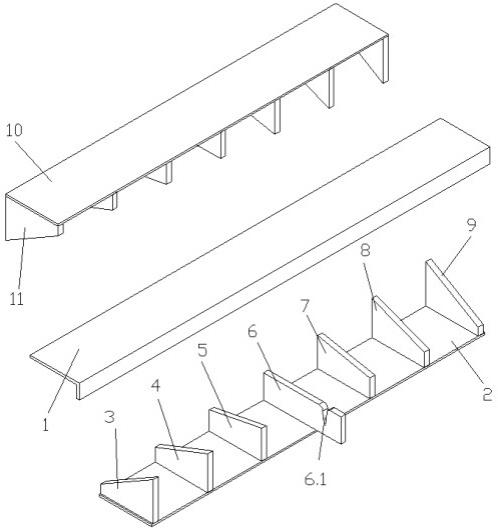
3、一种纵骨角钢双曲度加工模具,包括上压模和下压模,待扭曲的角钢置于上压模和下压模之间,所述下压模包括下压板,沿角钢的长度方向,在下压板上从前往后依次设有多个下筋板,各下筋板顶面的左端沿角钢的长度方向依次递增,各下筋板顶面的右端沿角钢的长度方向依次递减,位于中心的下筋板顶面为平面。
4、优选的,相邻下筋板之间等间距。
5、优选的,沿角钢长度方向从前往后依次设有第一下筋板、第二下筋板、第三下筋板、中心筋板、第四下筋板、第五下筋板和第六下筋板。
6、优选的,所述第一下筋板、第二下筋板、第三下筋板的顶面为左低右高的斜面,所述第四下筋板、第五下筋板和第六下筋板的顶面为左高右低的斜面。
7、优选的,所述中心筋板的右端部设有开口向上的沟槽。
8、优选的,所述中心筋板右端伸出下压板,沟槽设置在中心筋板伸出下压板的部位。
9、优选的,所述第一下筋板、第二下筋板、第三下筋板、第四下筋板、第五下筋板和第六下筋板均与下压板等宽。
10、优选的,所述上压模与下压模相匹配,所述上压模包括上压板和各上筋板,各上筋板间隔设置在上压板下方,各上筋板与各下筋板一一对应。
11、本实用新型的有益效果是:
12、本实用新型将待加工角钢贴紧下压模并固定住,通过上压模向下贴合下压模实现角钢双扭曲定型,实现双曲度同时加工,减少现场火工工作量,降低工人工作负荷,提高分段制作效率。
技术特征:
1.一种纵骨角钢双曲度加工模具,其特征在于:包括上压模和下压模,待扭曲的角钢置于上压模和下压模之间,所述下压模包括下压板,沿角钢的长度方向,在下压板上从前往后依次设有多个下筋板,各下筋板顶面的左端沿角钢的长度方向依次递增,各下筋板顶面的右端沿角钢的长度方向依次递减,位于中心的下筋板顶面为平面。
2.根据权利要求1所述的一种纵骨角钢双曲度加工模具,其特征在于:相邻下筋板之间等间距。
3.根据权利要求2所述的一种纵骨角钢双曲度加工模具,其特征在于:沿角钢长度方向从前往后依次设有第一下筋板、第二下筋板、第三下筋板、中心筋板、第四下筋板、第五下筋板和第六下筋板。
4.根据权利要求3所述的一种纵骨角钢双曲度加工模具,其特征在于:所述第一下筋板、第二下筋板、第三下筋板的顶面为左低右高的斜面,所述第四下筋板、第五下筋板和第六下筋板的顶面为左高右低的斜面。
5.根据权利要求3所述的一种纵骨角钢双曲度加工模具,其特征在于:所述中心筋板的右端部设有开口向上的沟槽。
6.根据权利要求5所述的一种纵骨角钢双曲度加工模具,其特征在于:所述中心筋板右端伸出下压板,沟槽设置在中心筋板伸出下压板的部位。
7.根据权利要求3所述的一种纵骨角钢双曲度加工模具,其特征在于:所述第一下筋板、第二下筋板、第三下筋板、第四下筋板、第五下筋板和第六下筋板均与下压板等宽。
8.根据权利要求1所述的一种纵骨角钢双曲度加工模具,其特征在于:所述上压模与下压模相匹配,所述上压模包括上压板和各上筋板,各上筋板间隔设置在上压板下方,各上筋板与各下筋板一一对应。
技术总结
本技术涉及一种纵骨角钢双曲度加工模具,包括上压模和下压模,待扭曲的角钢置于上压模和下压模之间,所述下压模包括下压板,沿角钢的长度方向,在下压板上从前往后依次设有多个下筋板,各下筋板顶面的左端沿角钢的长度方向依次递增,各下筋板顶面的右端沿角钢的长度方向依次递减,位于中心的下筋板顶面为平面。本技术将待加工角钢贴紧下压模并固定住,通过上压模向下贴合下压模实现角钢双扭曲定型,实现双曲度同时加工,减少现场火工工作量,降低工人工作负荷,提高分段制作效率。
技术研发人员:王朋,高子骏,王桥兵
受保护的技术使用者:江苏新扬子造船有限公司
技术研发日:20230201
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!