一种U型头部形状的栓钉直焊夹头装置的制作方法
本技术涉及直焊夹头,具体涉及一种u型头部形状的栓钉直焊夹头装置。
背景技术:
1、现有技术对于标准的电弧焊电极头的形状和普通引弧焊钉,电弧焊电极头根据焊钉头部的大小需要更换,电极头整体都是与两根辅助杆呈水平状态,主要是支撑焊钉的垂直度和辅助焊钉的稳定性,常用的引弧焊钉,头部扣在电极头里以导电作用,存在的主要缺陷为:
2、1、标准的焊接头,面对异性栓钉焊接的过程,就没有办法了,常规的做法需要其他辅助工具或者增加焊接工序重复焊接,或是增加人员配合完成;
3、2、标准的电弧焊电极头,无法将u型栓钉进行焊接工作。
技术实现思路
1、为此,本实用新型提供一种u型头部形状的栓钉直焊夹头装置,以解决现有技术中的上述问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、根据本实用新型的第一方面,一种u型头部形状的栓钉直焊夹头装置,包括u型栓钉夹头装置本体、铜螺杆、电极连接铜栓、夹头装置顶板以及电极头固定螺纹孔;
4、所述u型栓钉夹头装置本体具有贯通的容纳腔,所述容纳腔的顶面封闭设置有所述夹头装置顶板,所述夹头装置顶板开设有所述电极头固定螺纹孔,所述铜螺杆的下端螺纹连接在所述电极头固定螺纹孔内,所述铜螺杆的顶端固定有所述电极连接铜栓;
5、所述电极连接铜栓的顶面开设有用于连接电弧焊枪电极头的铜栓螺纹孔,所述容纳腔用于放置u型头部形状的栓钉。
6、进一步地,还包括铜螺母,所述铜螺母螺纹连接在所述铜螺杆的外周侧。
7、进一步地,所述铜螺母为两个,其中一个所述铜螺母抵接在所述电极连接铜栓的封闭端的背侧面,另外一个所述铜螺母抵接在所述夹头装置顶板的表面。
8、进一步地,还包括分隔槽,所述u型栓钉夹头装置本体的外侧壁开设有多个所述分隔槽,所述分隔槽的敞口端位于所述u型栓钉夹头装置本体的容纳腔的敞口端处。
9、进一步地,多个所述分隔槽等间隔分布。
10、进一步地,所述电极连接铜栓的轴线垂直于所述夹头装置顶板的表面。
11、进一步地,所述分隔槽的延伸方向、所述电极头固定螺纹孔的轴线以及所述电极连接铜栓的轴线相互平行。
12、进一步地,还包括锁紧螺钉孔,所述电极连接铜栓的侧壁开设有所述锁紧螺钉孔,所述锁紧螺钉孔与所述铜栓螺纹孔连通,所述锁紧螺钉孔的轴线垂直于所述铜栓螺纹孔的轴线。
13、进一步地,所述u型栓钉夹头装置本体为铜质的一体成型结构。
14、进一步地,所述u型栓钉夹头装置本体的容纳腔的外侧壁的铜板厚度为2mm;所述分隔槽的宽度为2mm。
15、本实用新型具有如下优点:
16、1、使用者完全可以不需要任何外力均可以独自操作异型栓钉的焊接工作,原至少两人以上完成的工作,现至少节省一半人员;
17、2、焊接的强度更加牢固,不用再重复焊接点,可以做到一次性达到焊接技术要求;
18、3、焊接的栓钉垂直度100%合格。
技术特征:
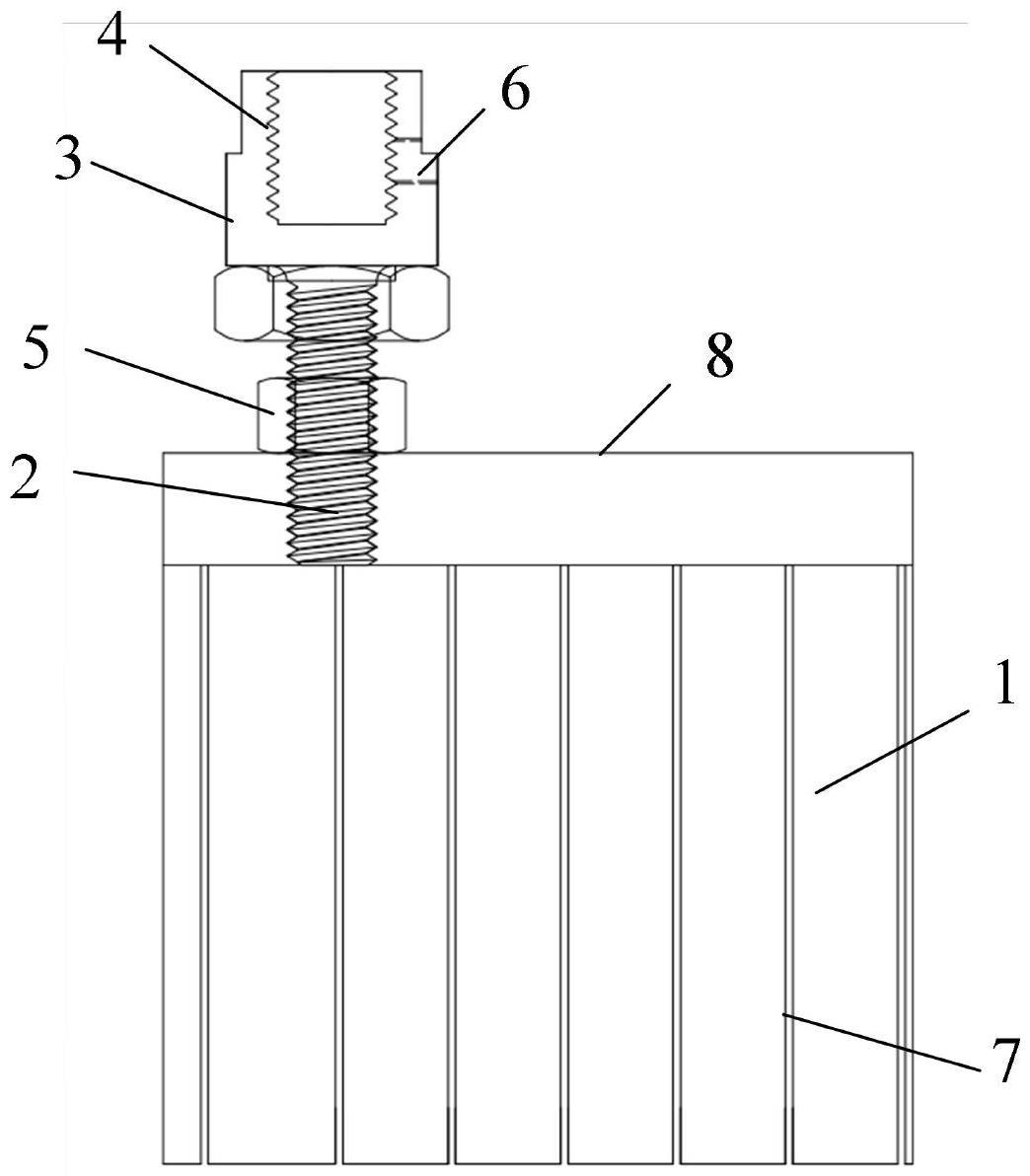
1.一种u型头部形状的栓钉直焊夹头装置,其特征在于,包括u型栓钉夹头装置本体(1)、铜螺杆(2)、电极连接铜栓(3)、夹头装置顶板(8)以及电极头固定螺纹孔(9);
2.根据权利要求1所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,还包括铜螺母(5),所述铜螺母(5)螺纹连接在所述铜螺杆(2)的外周侧。
3.根据权利要求2所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,所述铜螺母(5)为两个,其中一个所述铜螺母(5)抵接在所述电极连接铜栓(3)的封闭端的背侧面,另外一个所述铜螺母(5)抵接在所述夹头装置顶板(8)的表面。
4.根据权利要求3所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,还包括分隔槽(7),所述u型栓钉夹头装置本体(1)的外侧壁开设有多个所述分隔槽(7),所述分隔槽(7)的敞口端位于所述u型栓钉夹头装置本体(1)的容纳腔的敞口端处。
5.根据权利要求4所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,多个所述分隔槽(7)等间隔分布。
6.根据权利要求5所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,所述电极连接铜栓(3)的轴线垂直于所述夹头装置顶板(8)的表面。
7.根据权利要求6所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,所述分隔槽(7)的延伸方向、所述电极头固定螺纹孔(9)的轴线以及所述电极连接铜栓(3)的轴线相互平行。
8.根据权利要求7所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,还包括锁紧螺钉孔(6),所述电极连接铜栓(3)的侧壁开设有所述锁紧螺钉孔(6),所述锁紧螺钉孔(6)与所述铜栓螺纹孔(4)连通,所述锁紧螺钉孔(6)的轴线垂直于所述铜栓螺纹孔(4)的轴线。
9.根据权利要求8所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,所述u型栓钉夹头装置本体(1)为铜质的一体成型结构。
10.根据权利要求9所述的一种u型头部形状的栓钉直焊夹头装置,其特征在于,所述u型栓钉夹头装置本体(1)的容纳腔的外侧壁的铜板厚度为2mm;所述分隔槽(7)的宽度为2mm。
技术总结
本技术公开了一种U型头部形状的栓钉直焊夹头装置,U型栓钉夹头装置本体具有贯通的容纳腔,容纳腔的顶面封闭设置有夹头装置顶板,夹头装置顶板开设有电极头固定螺纹孔,铜螺杆的下端螺纹连接在电极头固定螺纹孔内,铜螺杆的顶端固定有电极连接铜栓;电极连接铜栓的顶面开设有用于连接电弧焊枪电极头的铜栓螺纹孔,容纳腔用于放置U型头部形状的栓钉。达到的技术效果为:使用者完全可以不需要任何外力均可以独自操作异型栓钉的焊接工作,原至少两人以上完成的工作,现至少节省一半人员;焊接的强度更加牢固,不用再重复焊接点,可以做到一次性达到焊接技术要求;焊接的栓钉垂直度100%合格。
技术研发人员:董召坡
受保护的技术使用者:北京金兆博高强度紧固件有限公司
技术研发日:20230117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!