气体保护的焊接装置的制作方法
本技术属于焊接设备领域,具体涉及一种用于螺柱焊的气体保护的焊接装置。用于装配在螺柱焊枪上,为螺柱焊枪提供惰性气体保护。
背景技术:
1、铝及铝合金在现代工程技术所用的各种材料中占有举足轻重的地位,它在世界年产量仅次于钢铁而居第二位,在有色金属中则居第一位。但铝合金与钢材的物化性能相差甚远,铝螺柱焊接过程中,若不加保护气体,大气中的氧气(o2)或其他气体会侵入电弧和熔池,与高温熔化的金属发生反应,从而产生焊接缺陷,影响产品的适应性能。焊接保护气主要功能是保护待焊金属免受其他气体和杂质的污染,保障焊接产品的质量;另一方面焊接保护气的性能对焊接速度、焊缝熔深、成形、焊接烟尘、电弧稳定性等产生相应影响。而在一些铁质螺柱焊接对外观和强度要求相对较高的场合,保护气体可以影响焊接电弧空间形态、电弧能量密度等,还可以改善焊接过程电弧及过渡的稳定性及液态金属与熔池的润湿情况,改善焊缝成型,降低飞溅,消除和防止缺陷的产生,提高焊缝接头的性能。因此目前在螺柱焊接领域,针对铝螺柱焊接,以及一些对外观和强度要求相对较高的焊接场合,均会使用惰性气体保护焊接。
2、 例如,申请号为cn2018116112698的专利文献公开了一种熔化极气体保护的焊接装置,该焊接装置安装在焊枪喷嘴上,该焊枪喷嘴输出焊接保护气,该装置包含:用于输入补偿电弧周围气氛环境的第一气体的第一管路;用于输入保护熔池的第二气体的第二管路;及保护罩组件,其包含具有进口和出口的保护罩壳体、设置在保护罩壳体内用于分隔空间的隔板,该隔板开设有用于安装焊枪喷嘴的缺口,隔板及焊 枪喷嘴外壁在保护罩壳体内分隔出第一空腔、第二空腔,该第一空腔用于输 入第一气体,该第二空腔用于输入第二气体;其中,该保护罩壳体的进口方 向与第一管路、第二管路的气体输入方向一致,该保护罩壳体的出口方向与 第一管路、第二管路的气体输出方向一致。较佳地,所述的第一气体与焊接保护气相同;所述的第二气体为惰性气 体,包括氩气、氦气及氩气和氦气的混合气。所述的隔板的下边缘不超过焊枪喷嘴出口。第一空腔出口端下边缘与第二空腔出口端下边缘高度不一致, 具体来说,第一空腔出口端下边缘比第二空腔出口端下边缘低,第一空腔出口端下边缘更靠近焊件。
3、所述的保护罩组件还包含:用于连接第一管路的第一管路连接 件、用于连接第二管路的第二管路连接件,该第一管路连接件位于第一空腔 中,该第二管路连接件位于第二空腔中。所述的保护罩组件还包含:分别位于第一空腔、第二空腔中的气体均布器,所述的气体均布器分别与第一管路、第二管路连通,分别将第一气体、第二气体均匀分布,再经第一空腔出口端、第二空腔出口端输出。所述的气体均布器具有致密多孔结构。所述的气体均布器为具有致密多孔结构的消音器。所述的保护罩组件还包含:设置在气体均布器出口方向的用于进一步使气体分布均匀的铜塞网。所述的保护罩组件还包含:设置在第一空腔出口端的裙边,其 连接在第一空腔的保护罩壳体外壁上,使用时与焊件接触,作为前置保护。所述的裙边选择柔性耐高温胶带,优选特氟龙玻璃纤维防火耐高温胶带。
4、本发明人发现,上述技术方案存在如下缺点:气体均布器的结构太复杂,成本高昂,不容易推广使用。
技术实现思路
1、为解决上述问题,本实用新型的目的是提供一种成本低、安装简便的用于螺柱焊的气体保护的焊接装置。
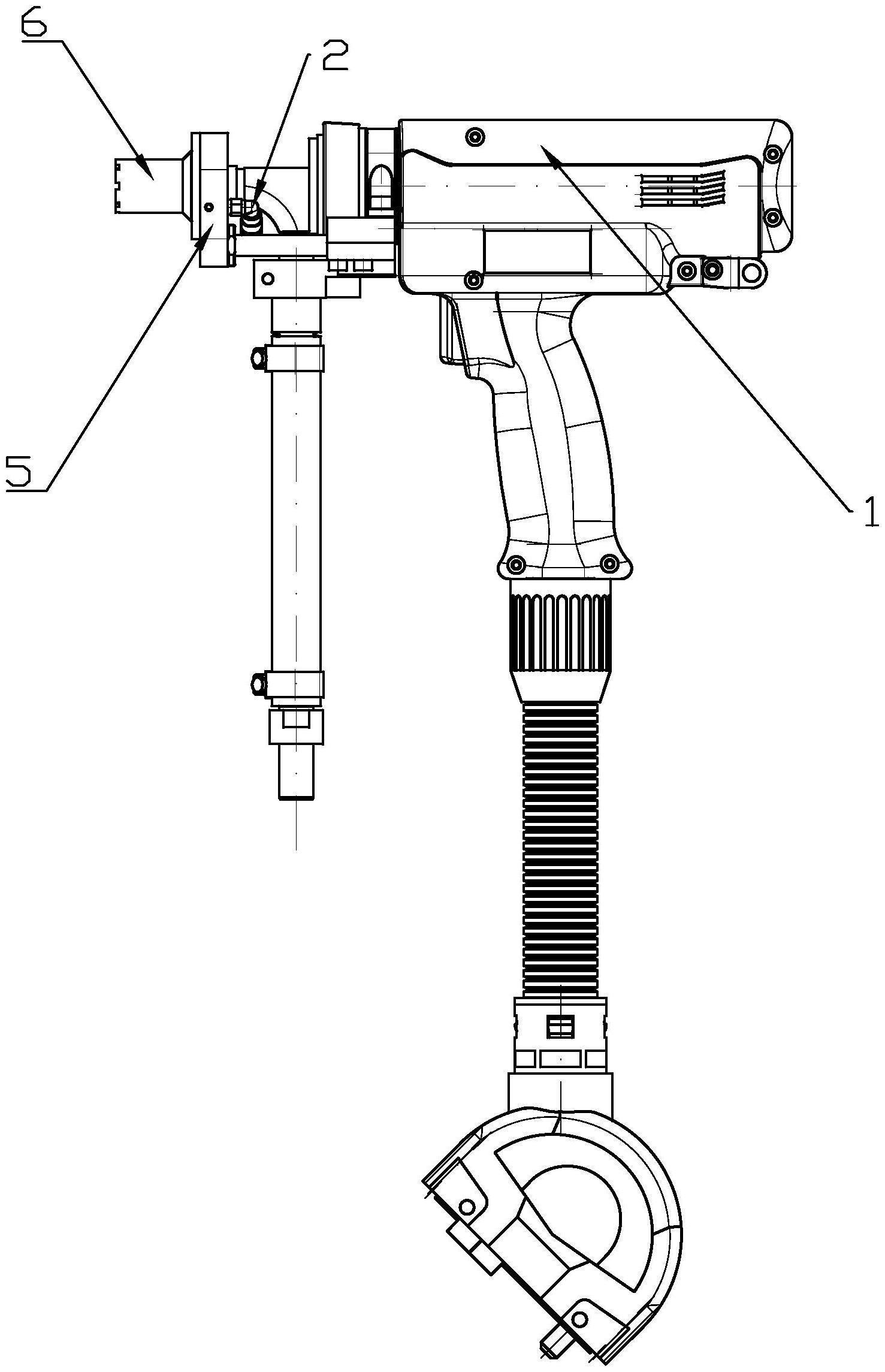
2、本实用新型技术方案如下:一种气体保护的焊接装置,安装在螺柱焊枪(1)上,用于输入补偿螺柱焊电弧周围气氛环境的保护气;包括:
3、用于输入保护气的第一气接头和第二气接头,所述第一气接头和第二气接头安装在一导气支撑板上,用于将保护气均匀导向螺柱焊电弧周围的气保套组件;所述气保套组件包括气保套、锁环、第一固定螺丝、第二固定螺丝和连接杆;
4、所述气保套包括相互紧配不漏气的外套和内套;所述外套的进气端设有与所述一气接头和第二气接头的保护气输入管相连通的通气环槽,以及一圈均匀分布的通气孔道,所述通气孔道的进气口与所述通气环槽相通;所述外套的内壁设有多数个导气槽,所述通气孔道的出气口与所述导气槽连通;其中,所述气保套的进气端穿过所述锁环,通过所述第一固定螺丝和第二固定螺丝固定在所述导气支撑板的下方内;所述连接杆的一端通过内六角螺栓安装到所述导气支撑板上,另一端固定连接所述螺柱焊枪;
5、保护气通过第一气接头和第二气接头输入所述外套的通气环槽,通过通气孔道均匀的流入外套和内套之间的腔体然后溢出流入气保套前方的螺柱焊电弧周围。
6、优选地,所述保护气为纯氩气或二氧化碳和氩气的混合气体。
7、优选地,所述外套为内壁设有多数个均匀分布的导气槽的圆柱型套管。
8、优选地,所述内套为外壁与所述外套的内壁紧密配合的圆柱型套管。
9、优选地,所述连接杆为2根。
10、本实用新型的工作原理如下:保护气通过第一气接头和第二气接头输入外套上的通气环槽,通过通气孔道均匀的流入外套和内套之间的腔体,(即多数个导气槽内);当保护气充满腔体时,保护气溢出流入气保套前方的螺柱焊电弧周围。(也就是需焊接工位)。随着保护气持续均布的充入,由于保护气的组成原子质量比空气组成分子质量大,因此焊接工位处的空气将会被排出,该焊接工位便形成了由保护气填充的空间。
11、本实用新型的有益效果在于:通过设计气保套组件,使得保护气能均匀的导流到需焊接工位,成本低且安装和拆卸方便。
技术特征:
1.一种气体保护的焊接装置,用于安装在螺柱焊枪(1)上,用于输入补偿螺柱焊电弧周围气氛环境的保护气;其特征在于包括:
2.根据权利要求1所述的气体保护的焊接装置,其特征在于,所述外套(611)为内壁设有多数个均匀分布的导气槽的圆柱型套管。
3.根据权利要求1所述的气体保护的焊接装置,其特征在于,所述内套(612)为外壁与所述外套(611)的内壁紧密配合的圆柱型套管。
4.根据权利要求1所述的气体保护的焊接装置,其特征在于,所述连接杆(65)为2根。
技术总结
一种气体保护的焊接装置,安装在螺柱焊枪(1)上,用于输入补偿螺柱焊电弧周围气氛环境的保护气;包括:用于输入保护气的第一气接头(2)和第二气接头(3),所述第一气接头和第二气接头安装在一导气支撑板(5)上,用于将保护气均匀导向螺柱焊电弧周围的气保套组件(6);所述气保套组件包括气保套(61)、锁环(62)、第一固定螺丝(63)、第二固定螺丝(64)和连接杆(65)。
技术研发人员:曹秦,黄必果,熊文飞,汤必海,张旭
受保护的技术使用者:广东鸿栢科技有限公司
技术研发日:20230111
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!