一种汽车门把手内装配件一体打入装置的制作方法
本技术涉及汽车部件加工设备的,具体涉及一种汽车门把手内装配件一体打入装置。
背景技术:
1、汽车门把手在生产加工的过程中,需要把内装配件(如插销和螺母)装配在汽车门把对应的位置上。
2、一般汽车门扳手在安装不同的内装配件时,需要在不同的工位上通过手工方式把如插销和螺母等不同的内装配件安装在汽车门把手上,工人的劳动强度较大,而且,把汽车门把手在不同的工位上转移也不利于提高生产效率。
3、因此,需要进一步改进。
技术实现思路
1、本实用新型的目的在于克服上述现有技术存在的不足,而提供一种汽车门把手内装配件一体打入装置,旨在至少在一定程度上解决现有技术中的上述技术问题之一。
2、本实用新型的目的是这样实现的:
3、一种汽车门把手内装配件一体打入装置,包括主工作台,主工作台上设有螺母上料部、销钉上料部以及用于放置门把手的限位治具,螺母上料部与限位治具之间设有用于把螺母由螺母上料部转移至门把手上的螺母打入组件,销钉上料部的外侧设有用于把销钉由销钉上料部推动至门把手上的销钉打入组件。
4、所述螺母打入组件包括与螺母形状对应的螺母仿形头以及用于带动螺母仿形头沿上下方向作往返运动的第一缸体,第一缸体固定连接有缸体座,缸体座连接有用于带动其沿螺母上料部至限位治具方向作往返运动的第二缸体。
5、所述螺母仿形头通过加磁材质加工成型。
6、所述螺母仿形头上设有负压产生孔,螺母仿形头连接有与负压产生孔连通的负压发生装置。
7、所述销钉打入组件包括销钉推杆以及用于推动销钉推杆沿销钉上料部至限位治具方向作往返运动的第三缸体。
8、所述主工作台上固定连接有用于提高销钉推杆运动稳定性的定位块,定位块与销钉推杆滑动连接。
9、所述销钉上料部包括活动座以及一组销钉夹臂,销钉夹臂之间形成用于夹紧销钉的夹持腔,销钉夹臂与活动座活动连接,销钉夹臂连接有用于使其夹紧或者松开销钉的传动装置,活动座上设有用于供销钉推杆穿过并进入或者离开夹持腔的销钉穿孔,活动座连接有使其沿上下方向作往返运动的升降装置。
10、所述主工作台上对应限位治具上方设有用于压紧门把手的定位压块,定位压块连接有用于使其沿上下方向作往返运动的第四缸体。
11、本实用新型的有益效果是:
12、通过螺母打入组件和销钉打入组件可以把螺母和销钉在同一个工位上同时安装在门把手上,无需工人手动装配,降低了工人劳动强度,提升装配精度,而且减少了门把手的转移工序,提高了生产效率。
13、本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
技术特征:
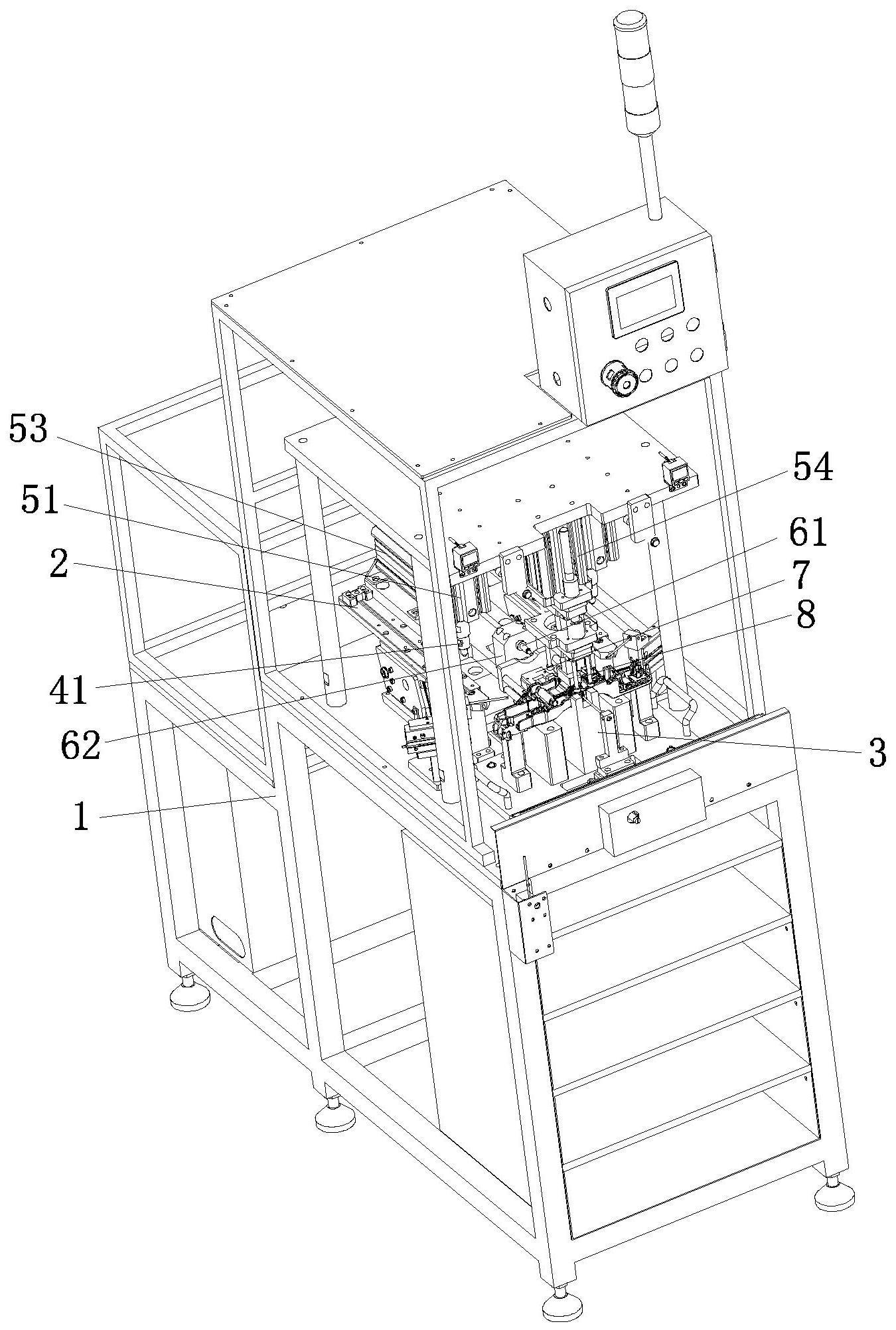
1.一种汽车门把手内装配件一体打入装置,其特征在于,包括主工作台(1),所述主工作台(1)上设有螺母上料部(2)、销钉上料部(7)以及用于放置门把手的限位治具(3),所述螺母上料部(2)与限位治具(3)之间设有用于把螺母由螺母上料部(2)转移至门把手上的螺母打入组件,所述销钉上料部(7)的外侧设有用于把销钉由销钉上料部(7)推动至门把手上的销钉打入组件。
2.根据权利要求1所述汽车门把手内装配件一体打入装置,其特征在于:所述螺母打入组件包括与螺母形状对应的螺母仿形头(41)以及用于带动螺母仿形头(41)沿上下方向作往返运动的第一缸体(51),所述第一缸体(51)固定连接有缸体座(42),所述缸体座(42)连接有用于带动其沿螺母上料部(2)至限位治具(3)方向作往返运动的第二缸体(52)。
3.根据权利要求2所述汽车门把手内装配件一体打入装置,其特征在于:所述螺母仿形头(41)通过加磁材质加工成型。
4.根据权利要求2所述汽车门把手内装配件一体打入装置,其特征在于:所述螺母仿形头(41)上设有负压产生孔(411),螺母仿形头(41)连接有与负压产生孔(411)连通的负压发生装置。
5.根据权利要求1所述汽车门把手内装配件一体打入装置,其特征在于:所述销钉打入组件包括销钉推杆(61)以及用于推动销钉推杆(61)沿销钉上料部(7)至限位治具(3)方向作往返运动的第三缸体(53)。
6.根据权利要求5所述汽车门把手内装配件一体打入装置,其特征在于:所述主工作台(1)上固定连接有用于提高销钉推杆(61)运动稳定性的定位块(62),所述定位块(62)与销钉推杆(61)滑动连接。
7.根据权利要求5所述汽车门把手内装配件一体打入装置,其特征在于:所述销钉上料部(7)包括活动座(71)以及一组销钉夹臂(72),所述销钉夹臂(72)之间形成用于夹紧销钉的夹持腔,销钉夹臂(72)与活动座(71)活动连接,销钉夹臂(72)连接有用于使其夹紧或者松开销钉的传动装置,所述活动座(71)上设有用于供销钉推杆(61)穿过并进入或者离开夹持腔的销钉穿孔(711),活动座(71)连接有使其沿上下方向作往返运动的升降装置(73)。
8.根据权利要求1-7任一项所述汽车门把手内装配件一体打入装置,其特征在于:所述主工作台(1)上对应限位治具(3)上方设有用于压紧门把手的定位压块(8),所述定位压块(8)连接有用于使其沿上下方向作往返运动的第四缸体(54)。
技术总结
本技术涉及一种汽车门把手内装配件一体打入装置,包括主工作台,主工作台上设有螺母上料部、销钉上料部以及用于放置门把手的限位治具,螺母上料部与限位治具之间设有用于把螺母由螺母上料部转移至门把手上的螺母打入组件,销钉上料部的外侧设有用于把销钉由销钉上料部推动至门把手上的销钉打入组件,通过螺母打入组件和销钉打入组件可以把螺母和销钉在同一个工位上同时安装在门把手上,无需工人手动装配,降低了工人劳动强度,提升装配精度,而且减少了门把手的转移工序,提高了生产效率。
技术研发人员:谢锡坚,谌国梁,龚弟芬
受保护的技术使用者:佛山市顺德区东亚汽车部件有限公司
技术研发日:20230130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!