一种适应柔性化冰箱顶盖自动生产线的数控折弯刀的制作方法
本技术涉及冰箱制造设备领域,尤其涉及一种适应柔性化冰箱顶盖自动生产线的数控折弯刀。
背景技术:
1、冰箱顶盖是冰箱外箱的一部分。冰箱外箱指的是构成冰箱外壳的顶部和两个侧面的彩钢薄板钣金件,厚度一般为0.4~0.5mm。
2、冰箱顶盖的生产为全自动化钣金生产线生产。冰箱顶盖的前部的截面为迷宫结构,在冰箱顶盖自动化生产线上,前部迷宫结构是由数控折弯工位成型的。数控折弯工位是在传统折弯工位的基础上开发的、折弯刀能够在二维平面上走任意需要轨迹的工位。前部迷宫结构,利用折弯刀1、上压刀2和下垫刀3,经过数控折弯工位的多步动作成型,如图1所示。
3、在同一条生产线上,需要满足不同宽度的冰箱顶盖柔性化生产,折弯刀在挤压前迷宫圆角的时候,需要考虑避免对已经成型两端耳造成挤压,并需要适应不同宽度的产品。
4、现有的折弯刀设计如图2所示,在图2中a向视图中可以看到,折弯刀按照不同种顶盖宽度尺寸在相应的端耳位置上开出3mm深的避让槽。
5、这种设计的弊端是,在进行较宽产品的加工时,适应较窄产品的避让槽处底面有空缺,此处折弯刀不能完全压合产品,会导致该处前迷宫圆角成型出现局部变形,影响冰箱正面的产品外观,较高端的冰箱厂家视其为不合格产品。
技术实现思路
1、本实用新型要解决的技术问题是:提供一种适应柔性化冰箱顶盖自动生产线的数控折弯刀,可完全压合产品,前迷宫圆角成型规则,不变形。
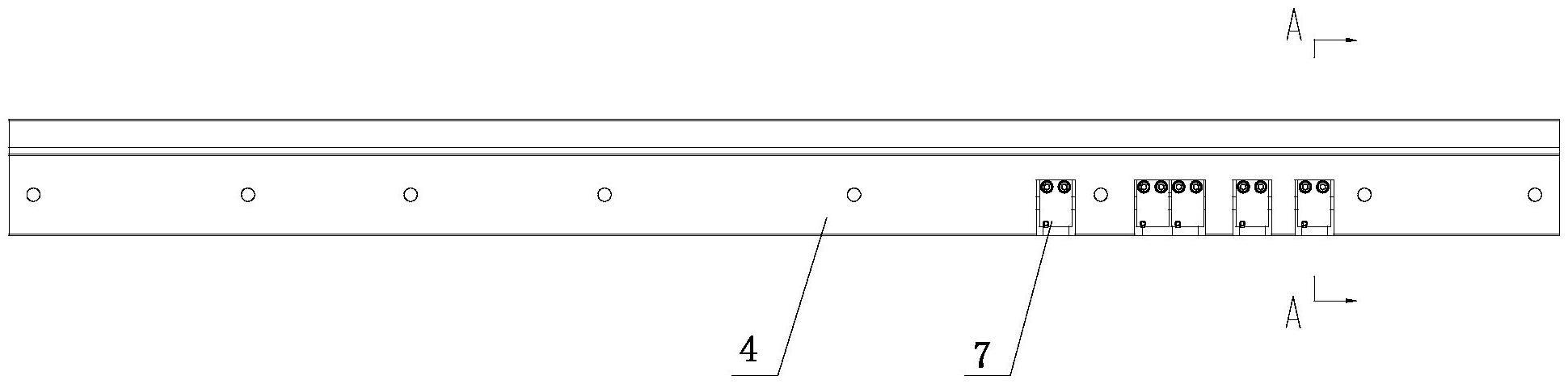
2、本实用新型提供了一种适应柔性化冰箱顶盖自动生产线的数控折弯刀,折弯刀主体上开设有若干个避让槽,
3、每个避让槽内安装有一个活动的镶块,所述镶块的后部连接气缸,镶块由单独气缸驱动;
4、所述镶块的前端与折弯刀主体外形一致。
5、优选地,还包括镶块挡板,所述镶块挡板用螺钉固定在折弯刀主体的前面上,限制镶块的位置,使气缸处于伸出状态时,镶块与折弯刀主体外形一致。
6、优选地,所述气缸用螺钉固定在折弯刀主体气缸安装槽内,不占用折弯刀以外的空间。
7、优选地,所述避让槽的形状为t字形,对应的每个镶块也是t字形,形成滑动配合。
8、优选地,所述避让槽和相框的配合间隙保证每个面为0.02~0.03mm。
9、优选地,所述折弯刀主体上开设有5个避让槽。
10、优选地,所述避让槽距离左端耳的位置分别是756mm、833mm、856mm、908mm、956mm。
11、优选地,间距小于30mm的两个镶块互为导向槽,当一个镶块滑动时,另外一个镶块和折弯刀主体共同作为它的导向槽。
12、优选地,所述气缸通过气缸杆连接镶块,所述气缸杆与镶块之间是螺纹连接。
13、优选地,所述气缸带有磁性开关,检测气缸收回位置,如果气缸未能顺利收回,则通过控制程序报警。
14、与现有技术相比,本实用新型的一种适应柔性化冰箱顶盖自动生产线的数控折弯刀,具有如下有益效果:
15、(1)弥补了以往设计对冰箱顶盖前迷宫圆角成型的影响,在很大程度上改善了冰箱外观质量。
16、(2)镶块滑动采取t字形导槽的导向方式,滑动顺畅,无卡阻。导槽刚性好,折弯刀挤压圆角时,产品对折弯刀的反作用力由导槽承担,对驱动气缸不会产生侧向力。
17、(3)结构尺寸小,藏于折弯刀主体之内,简单轻巧,在设备上安装和拆卸方便。
18、(4)每个镶块由单独气缸驱动,可自动切换顶盖产品的型号,适应柔性自动化生产。气缸带磁性开关,检测气缸收回位置,如果气缸未能顺利收回,则通过控制程序报警,表明没有顺利切换到这种型号,数控折弯工位和生产线停止,避免造成顶盖产品报废,提高了设备的稳定性。
技术特征:
1.一种适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,折弯刀主体上开设有若干个避让槽,
2.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,还包括镶块挡板,所述镶块挡板用螺钉固定在折弯刀主体的前面上,限制镶块的位置,使气缸处于伸出状态时,镶块与折弯刀主体外形一致。
3.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述气缸用螺钉固定在折弯刀主体气缸安装槽内,不占用折弯刀以外的空间。
4.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述避让槽的形状为t字形,对应的每个镶块也是t字形,形成滑动配合。
5.根据权利要求4所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述避让槽和相框的配合间隙保证每个面为0.02~0.03mm。
6.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述折弯刀主体上开设有5个避让槽。
7.根据权利要求6所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述避让槽距离左端耳的位置分别是756mm、833mm、856mm、908mm、956mm。
8.根据权利要求7所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,间距小于30mm的两个镶块互为导向槽,当一个镶块滑动时,另外一个镶块和折弯刀主体共同作为它的导向槽。
9.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述气缸通过气缸杆连接镶块,所述气缸杆与镶块之间是螺纹连接。
10.根据权利要求1所述的适应柔性化冰箱顶盖自动生产线的数控折弯刀,其特征在于,所述气缸带有磁性开关,检测气缸收回位置,如果气缸未能顺利收回,则通过控制程序报警。
技术总结
本技术涉及冰箱制造设备领域,尤其涉及一种适应柔性化冰箱顶盖自动生产线的数控折弯刀。所述数控折弯刀,折弯刀主体上开设有若干个避让槽,每个避让槽内安装有一个活动的镶块,所述镶块的后部连接气缸,镶块由单独气缸驱动;所述镶块的前端与折弯刀主体外形一致。本技术弥补了以往设计对冰箱顶盖前迷宫圆角成型的影响,在很大程度上改善了冰箱外观质量。结构尺寸小,藏于折弯刀主体之内,简单轻巧,在设备上安装和拆卸方便。
技术研发人员:张新棋,李广,张静,王剑,江蓝,张新宇,李会,吴晓,曹晨
受保护的技术使用者:北京长征火箭装备科技有限公司
技术研发日:20230117
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!