一种适用于除尘器加工的型材剪切机的制作方法
本技术涉及除尘器设备加工制造,具体涉及一种适用于除尘器加工的型材剪切机。
背景技术:
1、传统除尘器设备型材下料加工中多采用手动切割机或锯床进行加工,存在下料方式效率低下,危险系数较高、环境污染大,后期打磨处理量大等缺点。
2、目前除尘器设备加工制作下料工序采用角磨机切割或氧气切割等方式,无论是切割效率、切割精确度都与液压式型材切割机有很大的差距,在现代除尘器设备加工行业日益完善的今天,提高工作效率,提升加工精确度是必须具备的要求。
3、液压式型钢剪切机在市场上具备广阔的应用前景。
技术实现思路
1、本实用新型的目的是针对现有技术存在的不足提供一种适用于除尘器加工的型材剪切机,解决除尘器设备加工行业型材加工量大,型材加工质量要求较高等问题。
2、本实用新型的技术解决方案是:一种适用于除尘器加工的型材剪切机,包括剪切工作台,所述剪切工作台下端设置有支座、底座,所述支座和底座一体焊接成型;所述支座上焊接有定位块,所述剪切工作台固定在定位块中间;所述剪切工作台上部设有剪切刀杆和剪切压块;所述剪切刀杆与液压缸的液压缸杆螺纹连接;所述剪切工作台、剪切刀杆外部设置剪切框架;所述剪切框架侧面焊接plc电气控制柜;所述支座上还安装有液压站;所述液压站与电机通过液压油路和plc电元器件连接;所述液压缸与剪切框架顶端通过法兰螺栓连接,所述剪切工作台与剪切框架焊接一起。
3、根据本实用新型实施例,所述剪切工作台内部设置有对应剪切型钢规格的剪切模具,剪切模具由定位块固定。
4、根据本实用新型实施例,所述液压缸与液压站通过液压管路连接,液压缸内部与液压站内部连通。
5、根据本实用新型实施例,所述液压站通过油路元件与送料机构连接。
6、根据本实用新型实施例,所述底座上设置有支撑槽钢。
7、根据本实用新型实施例,所述剪切工作台等位平行位置放置材料滚架。
8、所述剪切工作台内部设置有剪切模具,剪切模具由定位块固定,根据不同规格的型材选择不同的模具。
9、所述剪切工作台内部设置有型钢剪切方形模具压块。
10、所述剪切工作台液压缸活塞端的剪切刀杆可根据需剪切的型材规格进行不同选择。
11、所述液压传动系统位于剪切工作台的机侧,所述液压传动系统分为液压缸和液压站两个部分,液压站作为液压传动的中枢,给液压剪切工作提供液压动力。
12、所述剪切机的plc电气系统柜分布于剪切框架侧部,通过plc电气系统柜对液压系统的调节支持,完成对型钢的自动定尺剪切任务。
13、所述剪切机的机体旁侧有送料平台,通过送料平台,将型材送入剪切定位孔并定位夹紧。
14、本实用新型的有益技术效果如下。
15、(1)本实用新型中,通过自动送料装置来完成所需型材的定位夹紧功能,减少人工操作流程,提升了剪切效率。
16、(2)本实用新型中,通过适配功率的电机驱动液压站带动液压缸的往复运动,液压缸的活塞端带动剪切刀杆按照适配速率完成型钢的剪切,大大提升了型材下料效率。
17、(3)本实用新型中,通过适配速率完成型钢的剪切,大大提升了型材下料的质量的大大提升。
技术特征:
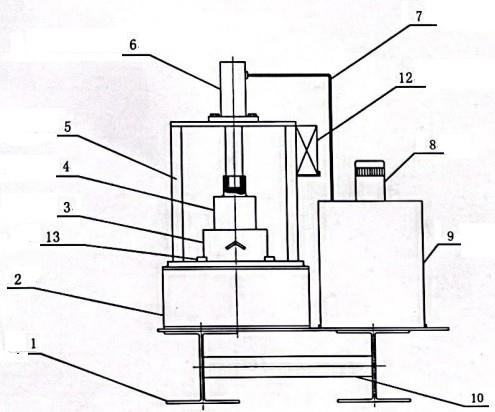
1.一种适用于除尘器加工的型材剪切机,包括剪切工作台(3),其特征是所述剪切工作台(3)下端设置有支座(2)、底座(1),所述支座(2)和底座(1)一体焊接成型;所述支座(2)上焊接有定位块(13),所述剪切工作台(3)固定在定位块(13)中间;所述剪切工作台(3)上部设有剪切刀杆(4)和剪切压块;所述剪切刀杆(4)与液压缸(6)的液压缸杆螺纹连接;所述剪切工作台(3)、剪切刀杆(4)外部设置剪切框架(5);所述剪切框架(5)侧面焊接plc电气控制柜(12);所述支座(2)上还安装有液压站(9);所述液压站(9)与电机(8)通过液压油路和plc电元器件连接;所述液压缸(6)与剪切框架(5)顶端通过法兰螺栓连接,所述剪切工作台(3)与剪切框架(5)焊接一起。
2.根据权利要求1所述的一种适用于除尘器加工的型材剪切机,其特征是所述剪切工作台(3)内部设置有对应剪切型钢规格的剪切模具,剪切模具由定位块(13)固定。
3.根据权利要求1所述的一种适用于除尘器加工的型材剪切机,其特征是所述液压缸(6)与液压站(9)通过液压管路(7)连接,液压缸(6)内部与液压站(9)内部连通。
4.根据权利要求1所述的一种适用于除尘器加工的型材剪切机,其特征是所述液压站(9)通过油路元件与送料机构(11)连接。
5.根据权利要求1所述的一种适用于除尘器加工的型材剪切机,其特征是所述底座(1)上设置有支撑槽钢(10)。
6.根据权利要求1所述的一种适用于除尘器加工的型材剪切机,其特征是所述剪切工作台(3)等位平行位置放置材料滚架。
技术总结
本技术公开了一种适用于除尘器加工的型材剪切机。包括剪切工作台(3),所述剪切工作台(3)下端设置有支座(2)、底座(1),所述支座(2)上焊接有定位块(13),所述剪切工作台(3)固定在定位块(13)中间;所述剪切工作台(3)上部设有剪切刀杆(4);所述剪切刀杆(4)与液压缸(6)的液压缸杆螺纹连接;所述剪切工作台(3)、剪切刀杆(4)外部设置剪切框架(5);所述剪切框架(5)侧面焊接PLC电气控制柜(12);所述支座(2)上还安装有液压站(9);所述液压站(9)与电机(8)通过液压油路和PLC电元器件连接;所述液压缸(6)与剪切框架(5)顶端通过法兰螺栓连接。本技术通过适配速率完成型钢的剪切,大大提升了型材下料的质量和效率。
技术研发人员:康健,徐尧
受保护的技术使用者:中钢集团天澄环保科技股份有限公司
技术研发日:20230209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!