一种安全的夹模器的制作方法
本技术涉及夹模器,具体涉及一种安全的夹模器。
背景技术:
1、传统的夹模器需要,先上模具然后再移动夹模器夹到模具上,不容易实现全自动换模;以往夹模器通常采用油缸控制夹模,模具在夹紧的状态时,油缸和液压系统容易出现泄露和爆管问题,同时每次夹模状态不能精准把控。
技术实现思路
1、为了解决上述技术问题,本实用新型提出了一种安全的夹模器,设计简单,使用方便,结构合理紧凑,节省空间,降低成本,安全可靠。
2、本实用新型的技术方案:
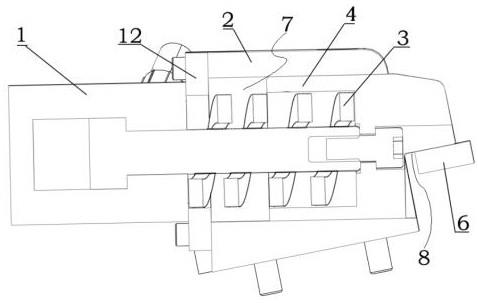
3、一种安全的夹模器,它包括油缸、夹模主体、夹模顶出弹簧、夹模锁销、夹模锁销位置检测开关、夹模垫块,夹模主体后端安装有油缸,夹模主体前端设计圆形槽孔,夹模锁销的后端滑动安装在夹模主体前端内部的圆形槽孔,油缸前端的伸缩端伸入夹模主体的圆形槽孔内且伸缩端连接夹模锁销,夹模顶出弹簧安装在圆形槽孔内,夹模顶出弹簧一端顶在圆形槽孔的底部,夹模顶出弹簧的另一端顶在夹模锁销的后端,夹模锁销前端设计有与夹模垫块相接触配合的台阶,所述夹模垫块安装在模具上面,所述夹模主体安装在工作台上面;所述夹模主体的一侧还安装有夹模锁销位置检测开关。
4、所述的夹模锁销的后端中间开有圆槽,油缸的伸缩端伸入圆槽内并连接在圆槽的底部,所述夹模顶出弹簧的另一端顶在夹模锁销的圆槽底部,夹模顶出弹簧套在油缸的伸缩杆外侧。
5、所述的夹模主体一侧设计有轴向的腰形孔,腰形孔联通圆形槽孔,所述夹模锁销外侧安装有一定位螺栓,定位螺栓上端位于腰形孔内,定位螺栓的下端旋在夹模锁销外侧,腰形孔的口部安装有一固定板,夹模锁销位置检测开关设计有两个,两个夹模锁销位置检测开关安装在固定板上面,两个夹模锁销位置检测开关下端位于腰形孔内且分别靠近腰形孔内部两端位置。
6、所述的夹模主体的圆形槽孔设计为通孔,夹模主体的圆形槽孔后侧该有盖板,油缸安装在盖板上面。
7、所述的油缸是单作用油缸。
8、所述的台阶的内侧上面设计为往上倾斜的斜面。
9、本实用新型的优点:
10、1、采用的是单作用油缸,油缸只负责缩回夹模销,夹模时通过弹簧的力量锁模。模具在夹紧的状态不用担心,油缸和液压系统出现泄露和爆管等问题。
11、2、控制一组单作用油缸只需要一只二位三通阀,降低了液压系统的成本。
12、3、夹模器本体固定设备的工作台面上,通过标准化模芯底板的尺寸,很轻易地实现全自动换模。
13、4、夹模器上带有位置检测开关,传统的夹模器上没有。可实现闭环的安全控制。
14、5、机械结构紧凑,可缩不安装的空间。
技术特征:
1.一种安全的夹模器,其特征在于,它包括油缸、夹模主体、夹模顶出弹簧、夹模锁销、夹模锁销位置检测开关、夹模垫块,夹模主体后端安装有油缸,夹模主体前端设计圆形槽孔,夹模锁销的后端滑动安装在夹模主体前端内部的圆形槽孔,油缸前端的伸缩端伸入夹模主体的圆形槽孔内且伸缩端连接夹模锁销,夹模顶出弹簧安装在圆形槽孔内,夹模顶出弹簧一端顶在圆形槽孔的底部,夹模顶出弹簧的另一端顶在夹模锁销的后端,夹模锁销前端设计有与夹模垫块相接触配合的台阶,所述夹模垫块安装在模具上面,所述夹模主体安装在工作台上面;所述夹模主体的一侧还安装有夹模锁销位置检测开关。
2.根据权利要求1所述的一种安全的夹模器,其特征在于,所述的夹模锁销的后端中间开有圆槽,油缸的伸缩端伸入圆槽内并连接在圆槽的底部,所述夹模顶出弹簧的另一端顶在夹模锁销的圆槽底部,夹模顶出弹簧套在油缸的伸缩杆外侧。
3.根据权利要求1所述的一种安全的夹模器,其特征在于,所述的夹模主体一侧设计有轴向的腰形孔,腰形孔联通圆形槽孔,所述夹模锁销外侧安装有一定位螺栓,定位螺栓上端位于腰形孔内,定位螺栓的下端旋在夹模锁销外侧,腰形孔的口部安装有一固定板,夹模锁销位置检测开关设计有两个,两个夹模锁销位置检测开关安装在固定板上面,两个夹模锁销位置检测开关下端位于腰形孔内且分别靠近腰形孔内部两端位置。
4.根据权利要求1所述的一种安全的夹模器,其特征在于,所述的夹模主体的圆形槽孔设计为通孔,夹模主体的圆形槽孔后侧还盖有盖板,油缸安装在盖板上面。
5.根据权利要求1所述的一种安全的夹模器,其特征在于,所述的油缸是单作用油缸。
6.根据权利要求1所述的一种安全的夹模器,其特征在于,所述的台阶的内侧上面设计为往上倾斜的斜面。
技术总结
本技术涉及一种安全的夹模器,它包括油缸、夹模主体、夹模顶出弹簧、夹模锁销、夹模锁销位置检测开关、夹模垫块,夹模主体后端安装有油缸,夹模主体前端设计圆形槽孔,夹模锁销的后端滑动安装在夹模主体前端内部的圆形槽孔,油缸前端的伸缩端伸入夹模主体的圆形槽孔内且伸缩端连接夹模锁销,夹模顶出弹簧安装在圆形槽孔内,所述夹模主体的一侧还安装有夹模锁销位置检测开关。优点:采用的是单作用油缸,油缸只负责缩回夹模销,夹模时通过弹簧的力量锁模;模具在夹紧的状态不用担心,油缸和液压系统出现泄露和爆管等问题;夹模器上带有位置检测开关,传统的夹模器上没有。可实现闭环的安全控制;机械结构紧凑,可缩不安装的空间。
技术研发人员:杨新兵
受保护的技术使用者:江苏瀚皋机械有限公司
技术研发日:20230209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!