一种焊接用的气体吹扫工装及空调换热器焊接系统的制作方法
本技术属于空调生产,特别涉及一种焊接用的气体吹扫工装及空调换热器焊接系统。
背景技术:
1、两器双氛围焊接机(也即空调换热器焊接系统)用于对焊接两器组件(也即冷凝器和蒸发器),其属于焊接系统。目前,工厂里面使用的此类系统中,通过传送带将待焊接的空调换热器输送至焊枪排,利用焊枪排喷出的火焰对空调换热器内的两器组件进行焊接,在焊接工艺的最后阶段,设置有气体吹扫工装,用于朝焊接部位喷射压缩空气以及阻焊剂,从而起到对焊接部位进行降温、防氧化以及去氧化皮的作用。
2、然而,现有技术中的气体吹扫工装中的压缩空气喷射组件和阻焊剂喷射组件分体设计,两者所占用的空间体积较大,并且气流不集中,导致空气喷射和阻焊剂喷射在相离较远的地方完成,以致效果不客观。
技术实现思路
1、本实用新型提供一种焊接用的气体吹扫工装及空调换热器焊接系统,用于解决相关技术中的气体吹扫工装中的压缩空气喷射组件和阻焊剂喷射组件分体设计,两者所占用的空间体积较大,并且气流不集中的技术问题。
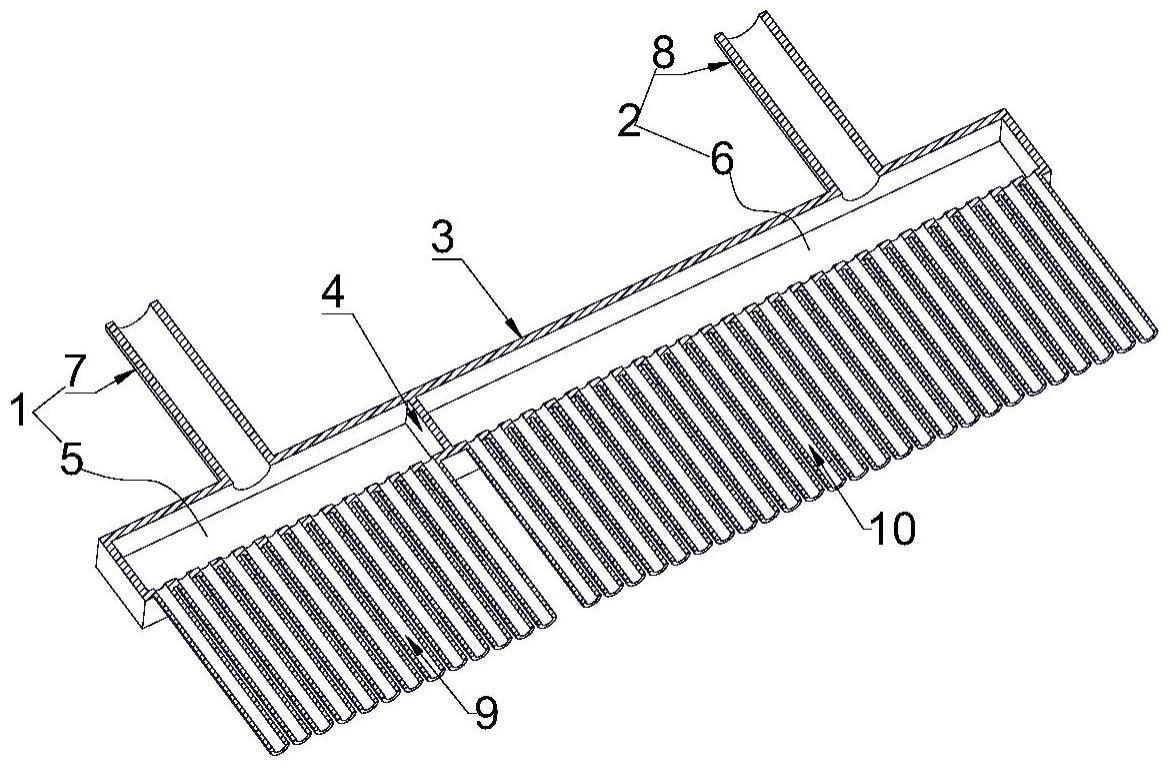
2、本实用新型通过下述技术方案实现:一种焊接用的气体吹扫工装,包括:
3、主体,设置有第一流道和第二流道,所述第一流道用于导流高压助焊剂,所述第二流道用于导流高压空气;
4、第一喷嘴,连接于所述主体,所述第一喷嘴与所述第一流道相连通,并且所述第一喷嘴用于将助焊剂喷至焊接物;
5、第二喷嘴,连接于所述主体,所述第二喷嘴与所述第二流道相连通,并且所述第二喷嘴用于将空气喷至焊接物。
6、进一步地,为了更好的实现本实用新型,所述主体包括:
7、密闭壳,具有内腔,所述密闭壳内部设有隔板,所述内腔通过所述隔板分隔为第一腔室和第二腔室;
8、第一管,连接于所述密闭壳,所述第一管与所述第一腔室相连通,并且所述第一管的内孔和所述第一腔室拼接组成所述第一流道;
9、第二管,连接于所述密闭壳,所述第二管与所述第二腔室相连通,并且所述第二管的内孔和所述第二腔室拼接组成所述第二流道。
10、进一步地,为了更好的实现本实用新型,所述第一喷嘴和所述第二喷嘴均是细管。
11、进一步地,为了更好地实现本实用新型,所述第一喷嘴和所述第二喷嘴的数量均是若干根。
12、进一步地,为了更好地实现本实用新型,所述第一喷嘴的数量小于所述第二喷嘴的数量。
13、进一步地,为了更好地实现本实用新型,所述内腔的轮廓形状为一字型,若干所述第一喷嘴以及若干所述第二喷嘴均沿所述内腔的长度方向并排设置在所述密闭壳的外壁上。
14、进一步地,为了更好地实现本实用新型,所述第一喷嘴和所述第二喷嘴之间设有空隙。
15、进一步地,为了更好地实现本实用新型,所述第一喷嘴的管径小于所述第一管的管径,所述第二喷嘴的管径小于所述第二管的管径。
16、进一步地,为了更好地实现本实用新型,所述第一管的管径为所述第一喷嘴的管径的两倍至四倍,所述第二管的管径为所述第二喷嘴的管径的两倍至四倍。
17、本实用新型还提供一种空调换热器焊接系统,包括:
18、输送带,用于输送待焊接的空调换热器;
19、焊枪排,用于朝所述空调换热器喷射焊接火焰,以对所述空调换热器进行焊接,所述输送带的两侧均安装有所述焊枪排;
20、上述气体吹扫工装,所述气体吹扫工装的所述主体安装于所述焊枪排,并且所述气体吹扫工装位于所述输送带的输送末端,所述第一喷嘴位于所述第二喷嘴的下游。
21、本实用新型相较于现有技术具有以下有益效果:
22、(1)本实用新型提供的焊接用的气体吹扫工装包括主体、第一喷嘴和第二喷嘴,主体设置有第一流道和第二流道,第一流道用于导流高压助焊剂,第二流道用于导流高压空气,第一喷嘴和第二喷嘴连接于上述主体,第一喷嘴和第二喷嘴分别与第一流道和第二流道相连通,第一喷嘴用于将第一流道中的助焊剂喷射至焊接物,第二喷嘴用于将第二流道中的空气喷至焊接物。
23、通过上述结构,第一喷嘴和第二喷嘴分别朝焊接物喷射助焊剂和空气,由于第一流道中的助焊剂以及第二流道中的空气均具有较高压力,所以保证助焊剂和空气能够喷设置焊接物,从而对焊接部位进行降温、防氧化以及去氧化皮的作用,用于朝焊接物表面喷射助焊剂和空气的第一流道、第二流道、第一喷嘴和第二喷嘴均集成在主体上,集成化程度更高,也即助焊剂喷射组件和空气喷射组件一体化设置在主体上,整个工装相较于现有技术而言,其体积更小,并且气流(助焊剂以及空气)更加集中,使得焊接物表面焊接部位的空气喷射以及助焊剂喷射在相距较近的地方完成,从而更好地起到防氧化的效果。
24、(2)本实用新型提供的空调换热器焊接系统包括输送带、焊枪排和上述焊接用的气体吹扫工装,输送带用于输送待焊接的空调换热器(例如蒸发器或者冷凝器),焊枪排用于朝空调换热器喷射焊接火焰,以对空调换热器进行焊接,上述气体吹扫工装的主体安装于焊枪排,并且该气体吹扫工装位于输送带的输送末端,第一喷嘴位于第二喷嘴的下游。
25、通过上述结构,利用输送带将待焊接的空调换热器输送至焊枪排所在的焊接位置,随后利用焊枪排对输送带上的空调换热器进行焊接,焊接完成的空调换热器经输送带输送至输送末端时,上述气体吹扫工装朝焊接后的空调换热器吹助焊剂和空气,第一喷嘴位于第二喷嘴的下游,因此,在输送带输送的过程中,第二喷嘴先将空气吹至焊接后的空调换热器,以使得焊接完成后的空调换热器降温且降低焊接部位样氧化几率,而后第一喷嘴再将助焊剂喷射在焊接后的空调换热器,以去除焊接部位的氧化皮。空气喷射和助焊剂喷射位置更加靠近且集中,所以对焊接部位的降温以及防氧化效果更好,达到相同的效果时,本实用新型提供的焊接系统相较于现有技术而言,其消耗的助焊剂量以及空气量更少。
技术特征:
1.一种焊接用的气体吹扫工装,其特征在于,包括:
2.根据权利要求1所述的一种焊接用的气体吹扫工装,其特征在于,所述主体包括:
3.根据权利要求2所述的一种焊接用的气体吹扫工装,其特征在于:所述第一喷嘴和所述第二喷嘴均是细管。
4.根据权利要求3所述的一种焊接用的气体吹扫工装,其特征在于:所述第一喷嘴和所述第二喷嘴的数量均是若干根。
5.根据权利要求4所述的一种焊接用的气体吹扫工装,其特征在于:所述第一喷嘴的数量小于所述第二喷嘴的数量。
6.根据权利要求5所述的一种焊接用的气体吹扫工装,其特征在于:所述内腔的轮廓形状为一字型,若干所述第一喷嘴以及若干所述第二喷嘴均沿所述内腔的长度方向并排设置在所述密闭壳的外壁上。
7.根据权利要求6所述的一种焊接用的气体吹扫工装,其特征在于:所述第一喷嘴和所述第二喷嘴之间设有空隙。
8.根据权利要求3-7中任一项所述的一种焊接用的气体吹扫工装,其特征在于:所述第一喷嘴的管径小于所述第一管的管径,所述第二喷嘴的管径小于所述第二管的管径。
9.根据权利要求8所述的一种焊接用的气体吹扫工装,其特征在于:所述第一管的管径为所述第一喷嘴的管径的两倍至四倍,所述第二管的管径为所述第二喷嘴的管径的两倍至四倍。
10.一种空调换热器焊接系统,其特征在于,包括:
技术总结
本技术涉及一种焊接用的气体吹扫工装及空调换热器焊接系统,属于空调生产技术领域,解决了气体吹扫工装中的压缩空气喷射组件和阻焊剂喷射组件分体设计,两者所占用的空间体积较大,气流不集中的问题。气体吹扫工装包括主体,设置有第一流道和第二流道,第一流道用于导流高压助焊剂,第二流道用于导流高压空气;第一喷嘴,连接于主体,第一喷嘴与第一流道相连通,第一喷嘴用于将助焊剂喷至焊接物;第二喷嘴,连接于主体,第二喷嘴与第二流道相连通,第二喷嘴用于将空气喷至焊接物。焊接系统采用上述气体吹扫工装朝焊接后的空调换热器吹助焊剂以及空气。该气体吹扫工装体积更小,吹出的气流更加集中,该焊接系统对空调散热器的防氧化效果更好。
技术研发人员:柳永刚,张行,丁统
受保护的技术使用者:珠海格力电器股份有限公司
技术研发日:20230117
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!