一种用于偏心缺口套类零件加工的工装夹具的制作方法
本技术涉及零部件加工, 具体涉及一种用于偏心缺口套类零件加工的工装夹具。
背景技术:
1、对于偏心距大于5mm以上的轴类或套类零件,通常采用将产品轴或工装心轴上同时打出两个中心孔,就能加工出偏心产品。而对于偏心距较小,如图1和图2所示为缺口偏心衬套,该种的缺口偏心衬套的偏心距仅有1.3mm,且为带有缺口的偏心衬套零件,就无法采用上述加工方法。同时,由于偏心内孔表面要求有均匀一致的合金层,如果采用先将外圆精加工到位再偏心镗内孔,又无法保证合金层均匀性;采用先精加工内孔,再偏心加工外圆,就要涉及到加工设备的精度要求问题;采用立式或卧式加工中心加工偏心外圆,又需要设计较为复杂的工装,并且对加工产品的质量无法保证;采用常规设备车床和磨床加工则需要设计精度较高的夹具,这种工装的设计也是没有经验可以借鉴。
技术实现思路
1、本实用新型的目的在于提供一种用于偏心缺口套类零件加工的工装夹具,以用于加工时固定偏心缺口套类零件,以便能准确加工出偏心缺口套类零件的偏心缺口面和小偏心距圆表面,从而保证产品精度和质量的问题。
2、为了实现上述目的,本实用新型采用的技术方案如下:
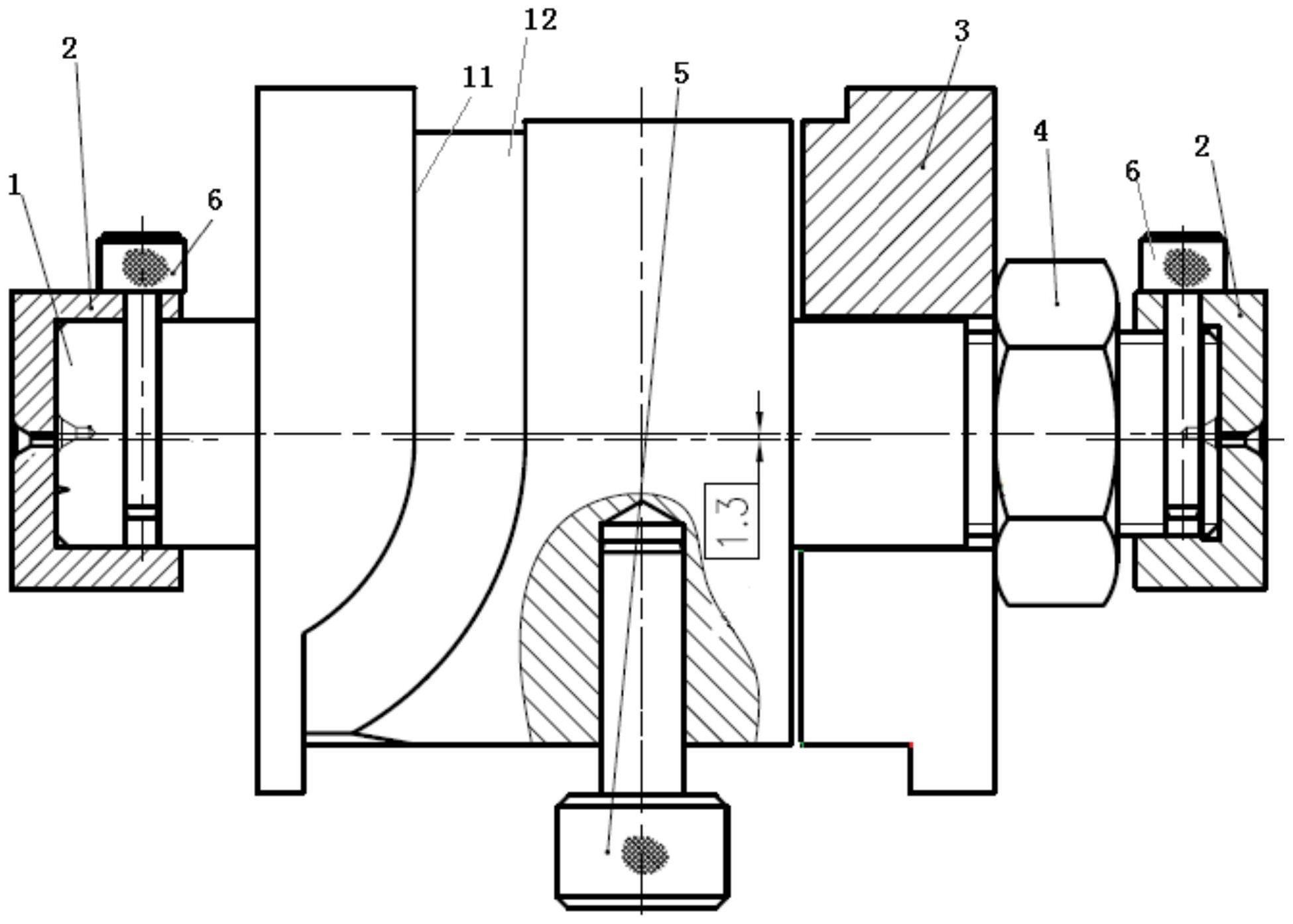
3、一种用于偏心缺口套类零件加工的工装夹具,包括心轴体,所述心轴体的两端设有用于与机床相连的偏心定位套,所述心轴体靠近中部的部位环向形成有第一台阶面,所述心轴体在靠近第一台阶面的部位环向形成有用于偏心缺口套类零件径向定位的缺口;所述心轴体的一端依次设有开口压板和紧固件,通过所述开口压板与所述第一台阶面的配合实现对偏心缺口套类零件的轴向定位,通过旋拧所述紧固件实现对偏心缺口套类零件的紧固。
4、根据上述技术手段,通过设置心轴体和开口压板,实现了对偏心缺口套类零件的定位和固定,同时在心轴体的两端设置偏心定位套,有效实现了在同一工装夹具上对小偏心距的偏心缺口套类零件的两个中心孔的加工,从而有效保证了偏心缺口套类零件的加工精度,进而能准确加工出偏心缺口套类零件的偏心缺口面和小偏心距圆表面,保证产品精度和质量的问题。
5、优选的,所述心轴体上靠近中部的部位设有与偏心缺口套类零件上的第一通孔相对应的盲孔,通过第一插销穿过所述盲孔和第一通孔,实现对偏心缺口套类零件的周向定位。
6、通过在心轴体上靠近中部的部位设置与偏心缺口套类零件上的装配孔相对应的盲孔,并通过第一插销连接盲孔和装配孔,实现了对偏心缺口套类零件的周向定位,避免了加工过程中,偏心缺口套类零件沿周向转动。
7、优选的,所述心轴体上靠近中部的侧壁上设有两个所述盲孔,两个所述盲孔的轴线相互平行或趋于平行。
8、优选的,所述心轴体的第一台阶面为不规则形状,以便与偏心缺口套类零件的缺口型面相贴合。
9、通过将心轴体的第一台阶面设为不规则形状,以便与偏心缺口套类零件的缺口型面相贴合,有效保证了工装夹具与偏心缺口套类零件装配的稳固性。
10、优选的,所述开口压板用于与偏心缺口套类零件相接触的端面环向形成有第二台阶面,所述第二台阶面为不规则形状,以便与偏心缺口套类零件的缺口型面相贴合。
11、通过将开口压板用于与偏心缺口套类零件相接触的端面形成第二台阶面,并将第二台阶面设为不规则形状,以便与偏心缺口套类零件的缺口型面相贴合,进一步有效保证了工装夹具与偏心缺口套类零件装配的稳固性。
12、优选的,所述偏心定位套套设在所述心轴体的两端,并通过第二插销固定。
13、优选的,所述心轴体沿径向设有用于安装所述第二插销的第二通孔。
14、优选的,所述偏心定位套沿轴向方向的截面类似u型构造,所述偏心定位套的侧壁上沿径向设有用于安装所述第二插销的安装孔。
15、优选的,所述偏心定位套的偏心距在0.5~5mm之间。
16、通过将偏心定位套的偏心距设在0.5~5mm之间,以适应不同偏心距的偏心衬套的加工,从而提高工装夹具的通用性。
17、优选的,所述紧固件为螺母。
18、本实用新型的有益效果:
19、本实用新型的用于偏心缺口套类零件加工的工装夹具,通过设置心轴体和开口压板,实现了对偏心缺口套类零件的定位和固定,同时在心轴体的两端设置偏心定位套,有效实现了在同一工装夹具上对小偏心距的偏心缺口套类零件的两个中心孔的加工,从而有效保证了偏心缺口套类零件的加工精度,进而能准确加工出偏心缺口套类零件的偏心缺口面和小偏心距圆表面,保证产品精度和质量的问题。且具有结构简单、操作方便、简单易行和制造成本低的优点,在零部件加工技术领域,具有推广应用价值。
技术特征:
1.一种用于偏心缺口套类零件加工的工装夹具,其特征在于,包括心轴体(1),所述心轴体(1)的两端设有用于与机床相连的偏心定位套(2),所述心轴体(1)靠近中部的部位环向形成有第一台阶面(11),所述心轴体(1)在靠近第一台阶面(11)的部位环向形成有用于偏心缺口套类零件(7)径向定位的缺口(12);所述心轴体(1)的一端依次设有开口压板(3)和紧固件(4),通过所述开口压板(3)与所述第一台阶面(11)的配合实现对偏心缺口套类零件(7)的轴向定位,通过旋拧所述紧固件(4)实现对偏心缺口套类零件(7)的紧固。
2.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述心轴体(1)上靠近中部的部位设有与偏心缺口套类零件(7)上的第一通孔(71)相对应的盲孔(13),通过第一插销(5)穿过所述盲孔(13)和第一通孔(71),实现对偏心缺口套类零件(7)的周向定位。
3.根据权利要求2所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述心轴体(1)上靠近中部的侧壁上设有两个所述盲孔(13),两个所述盲孔(13)的轴线相互平行或趋于平行。
4.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述心轴体(1)的第一台阶面(11)与偏心缺口套类零件(7)的缺口型面(72)相贴合。
5.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述开口压板(3)用于与偏心缺口套类零件(7)相接触的端面环向形成有第二台阶面(31),所述第二台阶面(31)与偏心缺口套类零件(7)的缺口型面(72)相贴合。
6.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述偏心定位套(2)套设在所述心轴体(1)的两端,并通过第二插销(6)固定。
7.根据权利要求6所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述心轴体(1)沿径向设有用于安装所述第二插销(6)的第二通孔(14)。
8.根据权利要求6所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述偏心定位套(2)沿轴向方向的截面类似u型构造,所述偏心定位套(2)的侧壁上沿径向设有用于安装所述第二插销(6)的安装孔。
9.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述偏心定位套(2)的偏心距在0.5~5mm之间。
10.根据权利要求1所述的用于偏心缺口套类零件加工的工装夹具,其特征在于,所述紧固件(4)为螺母。
技术总结
本技术涉及一种用于偏心缺口套类零件加工的工装夹具。其包括心轴体,所述心轴体的两端设有用于与机床相连的偏心定位套,所述心轴体靠近中部的部位环向形成有第一台阶面,所述心轴体在靠近第一台阶面的部位环向形成有用于偏心缺口套类零件径向定位的缺口;所述心轴体的一端依次设有开口压板和紧固件,通过所述开口压板与所述第一台阶面的配合实现对偏心缺口套类零件的轴向定位,通过旋拧所述紧固件实现对偏心缺口套类零件的紧固。本技术能准确加工出偏心缺口套类零件的偏心缺口面和小偏心距圆表面,从而保证产品精度和质量的问题。
技术研发人员:靳力,崔楷华,罗才勇,谢泽钧
受保护的技术使用者:重庆跃进机械厂有限公司
技术研发日:20230222
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!