后盖加工夹具的制作方法
本技术涉及,具体为后盖加工夹具。
背景技术:
1、半圆后盖工件大量使用在机械设备的密封壳上,其内外表面均需采用车床进行加工,对于小型半圆后盖类工件的装夹,由于其尺寸小、重量较轻,使用现有的三爪卡盘即可进行装夹,而针对于尺寸规格相对较大的半圆后盖类工件而言,三爪卡盘的定位直径难以满足装夹需求,因此对于大尺寸的后盖装夹就会存在着产品调试、工装换型困难的问题。
技术实现思路
1、本实用新型的目的在于提供后盖加工夹具,以解决上述背景技术中提出大尺寸半圆形后盖利用三爪卡盘装夹困难的问题。
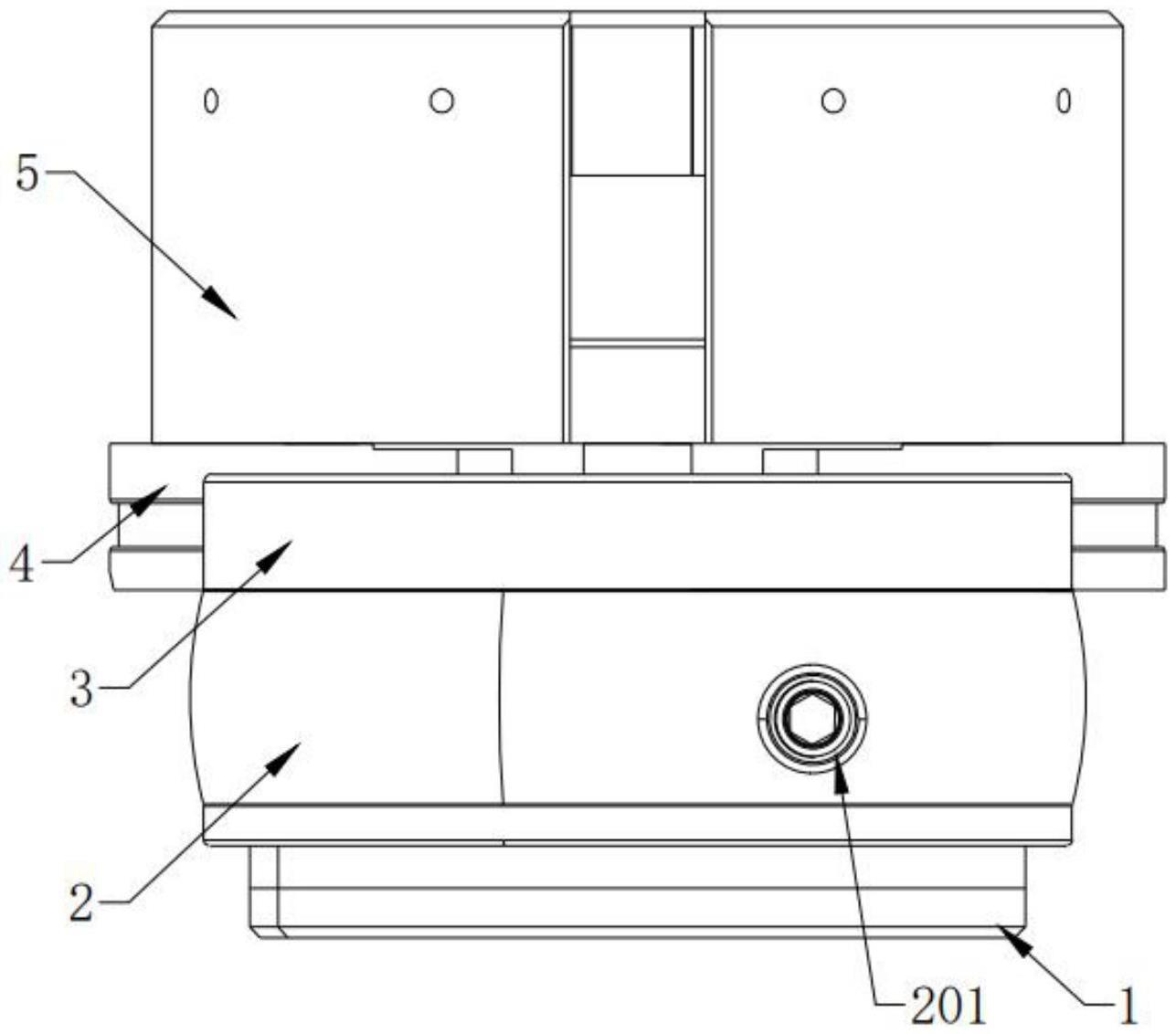
2、为实现上述目的,本实用新型提供如下技术方案:后盖加工夹具,包括圆形底盘,所述圆形底盘的顶端固定有上中空座,且所述上中空座的顶端固定有中空盘,所述中空盘的顶端滑动安装有三组等距的直线夹爪,所述直线夹爪的顶端栓接有弧形装夹块,所述上中空座内部的一端转动安装有蜗杆轴,所述上中空座内部的一端固定有挡盘,且所述挡盘内部的中心位置处转动安装有立轴,所述立轴的顶端固定有中心齿盘,所述立轴的底端通过蜗杆自锁结构和蜗杆轴进行动力连接,所述中心齿盘通过三组齿条移送结构驱动对应的直线夹爪向着立轴的中心点移动。
3、优选的,所述蜗杆自锁结构包括固定在立轴表面一端的蜗轮盘,所述蜗轮盘和蜗杆轴相互啮合。
4、优选的,所述齿条移送结构包括固定在直线夹爪底端一侧的导向齿条,以及转动安装在挡盘顶端一侧的短轴,所述短轴的顶端固定有主动齿轮,所述主动齿轮和导向齿条、中心齿盘相互啮合。
5、优选的,所述齿条移送结构还包括安装在挡盘顶端的导轨,以及安装在直线夹爪底端另一侧的滑台,所述滑台和导轨滑动连接。
6、优选的,所述直线夹爪顶端的一侧设置有定位孔二,所述弧形装夹块底端的一侧设置有和定位孔二位置相对应的定位孔一。
7、优选的,所述弧形装夹块一侧的内壁上设置有环状内凹部。
8、与现有技术相比,本实用新型的有益效果是:该后盖加工夹具通过设置有上中空座和弧形装夹块等相互配合的结构,工作人员将待装夹定位的大尺寸半圆形后盖工件放置于三组弧形装夹块之间,并使得大尺寸半圆形后盖工件的底端与弧形装夹块的底部相互接触,利用蜗杆自锁结构、三组齿条移送结构驱动三组弧形装夹块对工件进行中心定位装夹,提高夹具对半圆形后盖工件的装夹直径的适用范围,满足大尺寸半圆形后盖工件的装夹定位需求。
技术特征:
1.后盖加工夹具,其特征在于,包括圆形底盘(1),所述圆形底盘(1)的顶端固定有上中空座(2),且所述上中空座(2)的顶端固定有中空盘(3),所述中空盘(3)的顶端滑动安装有三组等距的直线夹爪(4),所述直线夹爪(4)的顶端栓接有弧形装夹块(5),所述上中空座(2)内部的一端转动安装有蜗杆轴(201),所述上中空座(2)内部的一端固定有挡盘(204),且所述挡盘(204)内部的中心位置处转动安装有立轴(202),所述立轴(202)的顶端固定有中心齿盘(205),所述立轴(202)的底端通过蜗杆自锁结构和蜗杆轴(201)进行动力连接,所述中心齿盘(205)通过三组齿条移送结构驱动对应的直线夹爪(4)向着立轴(202)的中心点移动。
2.根据权利要求1所述的后盖加工夹具,其特征在于:所述蜗杆自锁结构包括固定在立轴(202)表面一端的蜗轮盘(203),所述蜗轮盘(203)和蜗杆轴(201)相互啮合。
3.根据权利要求1所述的后盖加工夹具,其特征在于:所述齿条移送结构包括固定在直线夹爪(4)底端一侧的导向齿条(402),以及转动安装在挡盘(204)顶端一侧的短轴(6),所述短轴(6)的顶端固定有主动齿轮(601),所述主动齿轮(601)和导向齿条(402)、中心齿盘(205)相互啮合。
4.根据权利要求3所述的后盖加工夹具,其特征在于:所述齿条移送结构还包括安装在挡盘(204)顶端的导轨(7),以及安装在直线夹爪(4)底端另一侧的滑台(8),所述滑台(8)和导轨(7)滑动连接。
5.根据权利要求1所述的后盖加工夹具,其特征在于:所述直线夹爪(4)顶端的一侧设置有定位孔二(401),所述弧形装夹块(5)底端的一侧设置有和定位孔二(401)位置相对应的定位孔一(501)。
6.根据权利要求1所述的后盖加工夹具,其特征在于:所述弧形装夹块(5)一侧的内壁上设置有环状内凹部(502)。
技术总结
本技术公开了后盖加工夹具,包括圆形底盘,所述圆形底盘的顶端固定有上中空座,且所述上中空座的顶端固定有中空盘,所述中空盘的顶端滑动安装有三组等距的直线夹爪,所述直线夹爪的顶端栓接有弧形装夹块,所述上中空座内部的一端转动安装有蜗杆轴,所述上中空座内部的一端固定有挡盘,且所述挡盘内部的中心位置处转动安装有立轴,所述立轴的顶端固定有中心齿盘,所述立轴的底端通过蜗杆自锁结构和蜗杆轴进行动力连接。本技术利用蜗杆自锁结构、三组齿条移送结构驱动三组弧形装夹块对工件进行中心定位装夹,提高夹具对半圆形后盖工件的装夹直径的适用范围,满足大尺寸半圆形后盖工件的装夹定位需求。
技术研发人员:李亚祥,张立宇
受保护的技术使用者:西安隆海电子机械有限公司
技术研发日:20230302
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!