一种保持架钻铣一体化的加工设备的制作方法
本技术涉及汽车传动部件,尤其是涉及一种保持架钻铣一体化的加工设备。
背景技术:
1、随着新能源汽车的发展,为保证新能源汽车的续航里程要求,对整车的质量减重提出了越来高的要求,随之而来的是对个关键零部件的轻量化和小型化提出更高的要求。
2、现有技术中,对于保持架目前采用的冲窗孔加铣窗孔进行钻铣一体化加工,虽然成本控制较低,但冲孔加工时,其加工方式为冲裁剪切加工,保持架表面承受较大的压力,因此其表面必然存在较大的变形应力存在,从而造成产品的尺寸变形无法避免,并且热处理时应力释放必然会加剧变形,从而对后续工序的加工质量造成无法预估的影响,并且因其为冲裁加工,必然会涉及到冲孔模具的设计和使用,超小规格的产品,对其所使用的冲孔模具的使用寿命和设计提出了更高要求,造成设计制造成本无法控制。因此其工艺局限性决定了其对保持架薄壁件和超小规格件存在无法避免的缺陷。
技术实现思路
1、为了克服现有技术中存在的技术问题,本实用新型提供了一种保持架钻铣一体化的加工设备,通过设置载物装置、驱动装置、铣刀组件和钻孔组件,实现保持架钻铣一体化加工技术应用,在加工工艺中使用钻铣刀具直接在保持架精车毛坯上进行开孔加工,不需要对保持架施加冲裁压力,同时也不再使用冲孔模具,实现保持架薄壁件的生产加工,减少产品变形,热处理后产品尺寸合理可控;实现保持架加工工序缩短,去除冲孔、磨外圆、磨内圆工序,提升物料周转效率;提升产品总合格率。
2、为了实现上述目的,本实用新型是通过以下技术方案实现:
3、一种保持架钻铣一体化的加工设备,包括底座、设在底座上的机架,底座上设有载物装置,所述载物装置包括设于底座的第一电机、与第一电机连接的第一驱动杆、用于放置所述保持架的载物轨;机架上设有驱动装置,所述驱动装置包括设于机架上的第二电机、与第二电机连接的第二驱动杆、设于第二驱动杆上的第三电机座;第三电机座上设有铣刀组件和钻孔组件,所述铣刀组件包括用于对所述保持架进行铣削加工的铣刀,所述钻孔组件包括用于对所述保持架进行钻孔加工的钻头。
4、作为优选,所述铣刀组件还包括设于第三电机座上的第三电机、与第三电机连接的第三驱动杆、铣刀设于第三驱动杆底端。
5、作为优选,所述钻孔组件还包括设于第三电机座上的第四电机、第四电机连接的旋转轴,钻头设于旋转轴底端。
6、作为优选,所述第一驱动杆为丝杆。
7、作为优选,所述第二驱动杆为丝杆。
8、作为优选,所述第三驱动杆为丝杆。
9、作为优选,所述底座包括若干个滑轨。
10、与现有技术相比,本实用新型的优点是:
11、通过设置载物装置、驱动装置、铣刀组件和钻孔组件,实现保持架钻铣一体化加工技术应用,在加工工艺中使用钻铣刀具直接在保持架精车毛坯上进行开孔加工,不需要对保持架施加冲裁压力,同时也不再使用冲孔模具,实现保持架薄壁件的生产加工,减少产品变形,热处理后产品尺寸合理可控;实现保持架加工工序缩短,去除冲孔、磨外圆、磨内圆工序,提升物料周转效率;提升产品总合格率。
技术特征:
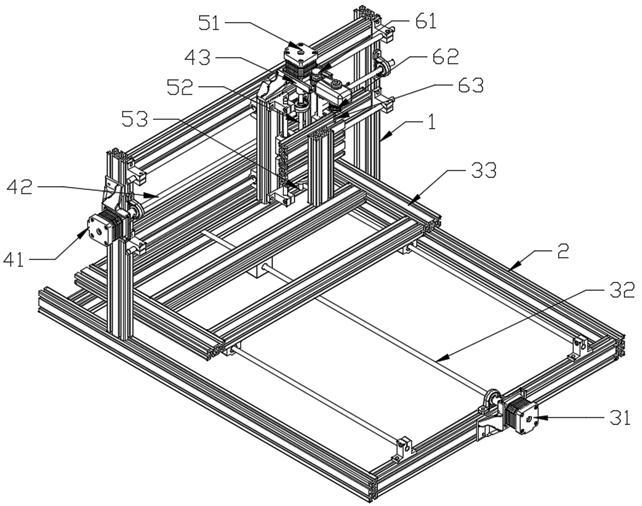
1.一种保持架钻铣一体化的加工设备,其特征在于,包括底座(1)、设在底座(1)上的机架(2),底座(1)上设有载物装置,所述载物装置包括设于底座(1)的第一电机(31)、与第一电机(31)连接的第一驱动杆(32)、用于放置所述保持架的载物轨(33);机架(2)上设有驱动装置,所述驱动装置包括设于机架(2)上的第二电机(41)、与第二电机(41)连接的第二驱动杆(42)、设于第二驱动杆(42)上的第三电机座(43);第三电机座(43)上设有铣刀组件和钻孔组件,所述铣刀组件包括用于对所述保持架进行铣削加工的铣刀(53),所述钻孔组件包括用于对所述保持架进行钻孔加工的钻头(63)。
2.根据权利要求1所述的保持架钻铣一体化的加工设备,其特征在于,所述铣刀组件还包括设于第三电机座(43)上的第三电机(51)、与第三电机(51)连接的第三驱动杆(52)、铣刀(53)设于第三驱动杆(52)底端。
3.根据权利要求1所述的保持架钻铣一体化的加工设备,其特征在于,所述钻孔组件还包括设于第三电机座(43)上的第四电机(61)、第四电机(61)连接的旋转轴(62),钻头(63)设于旋转轴(62)底端。
4.根据权利要求3所述的保持架钻铣一体化的加工设备,其特征在于,所述第一驱动杆(32)为丝杆。
5.根据权利要求2所述的保持架钻铣一体化的加工设备,其特征在于,所述第二驱动杆(42)为丝杆。
6.根据权利要求5所述的保持架钻铣一体化的加工设备,其特征在于,所述第三驱动杆(52)为丝杆。
7.根据权利要求6所述的保持架钻铣一体化的加工设备,其特征在于,所述底座(1)包括若干个滑轨。
技术总结
本技术公开了一种保持架钻铣一体化的加工设备,涉及汽车传动部件技术领域,包括底座、设在底座上的机架,底座上设有载物装置;机架上设有驱动装置,第三电机座上设有铣刀组件和钻孔组件,所述铣刀组件包括用于对所述保持架进行铣削加工的铣刀,所述钻孔组件包括用于对所述保持架进行钻孔加工的钻头。通过设置载物装置、驱动装置、铣刀组件和钻孔组件,实现保持架钻铣一体化加工技术应用,在加工工艺中使用钻铣刀具直接在保持架精车毛坯上进行开孔加工,减少产品变形,热处理后产品尺寸合理可控;实现保持架加工工序缩短,提升物料周转效率;提升产品总合格率。
技术研发人员:于海波,沈海,蒋楠
受保护的技术使用者:杭州腾励传动科技股份有限公司
技术研发日:20230313
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!